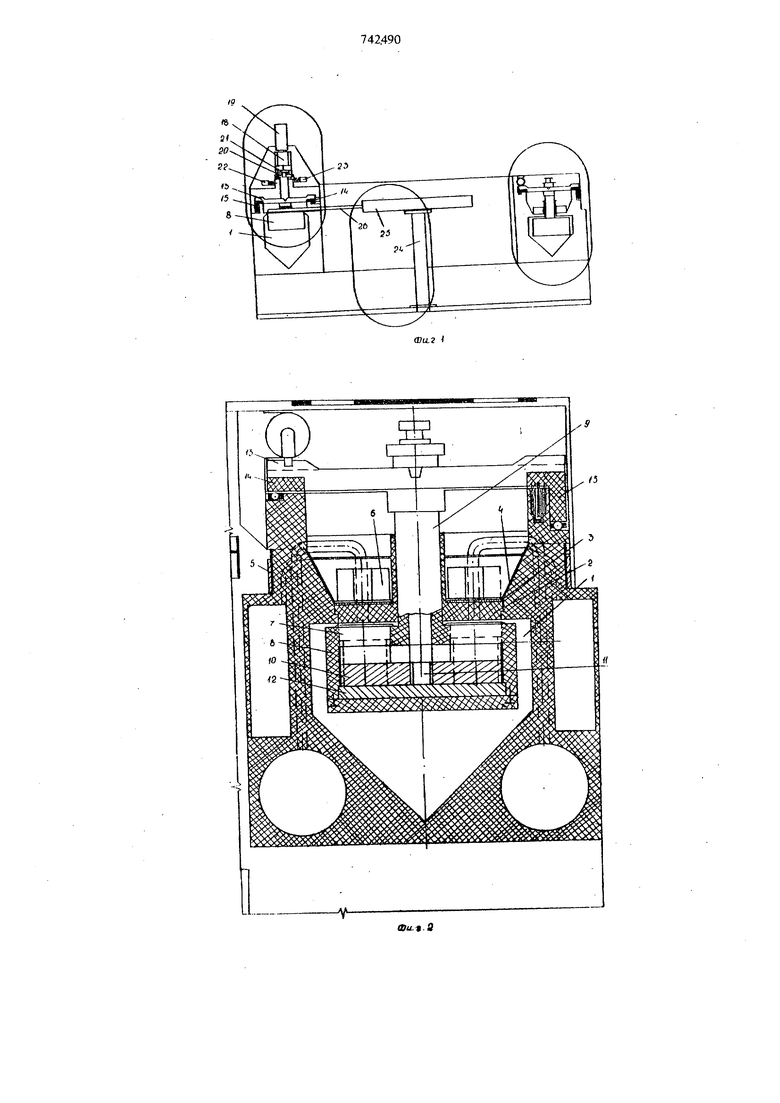
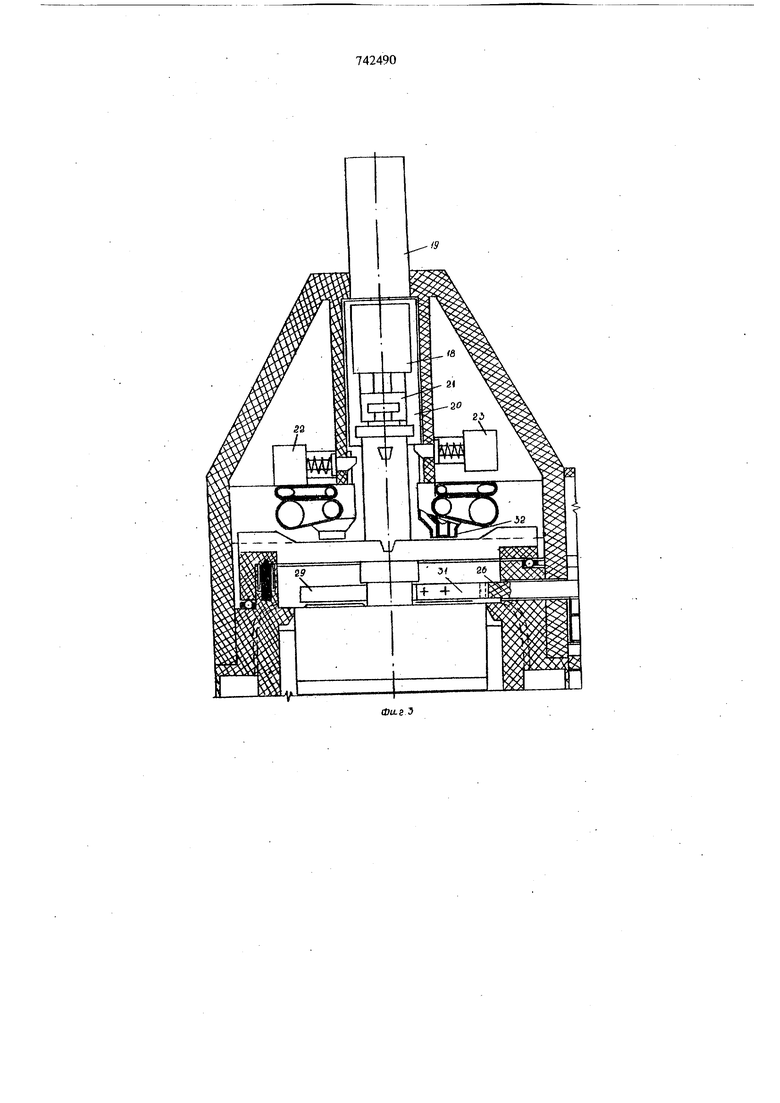
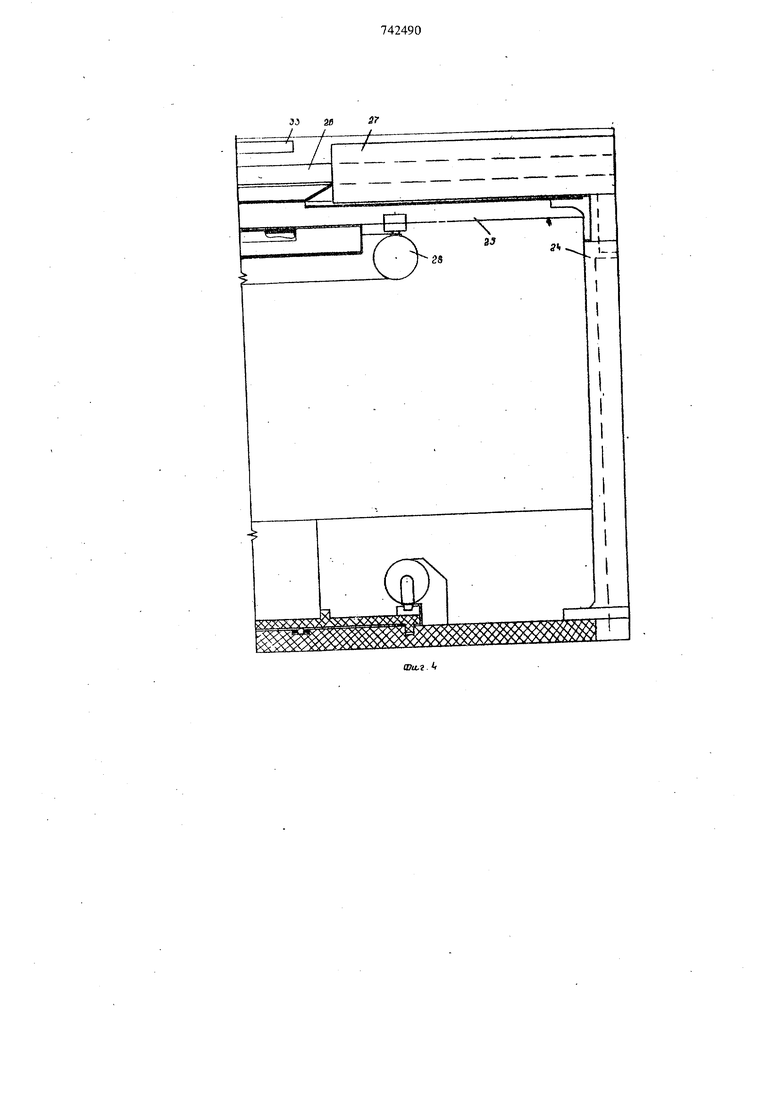
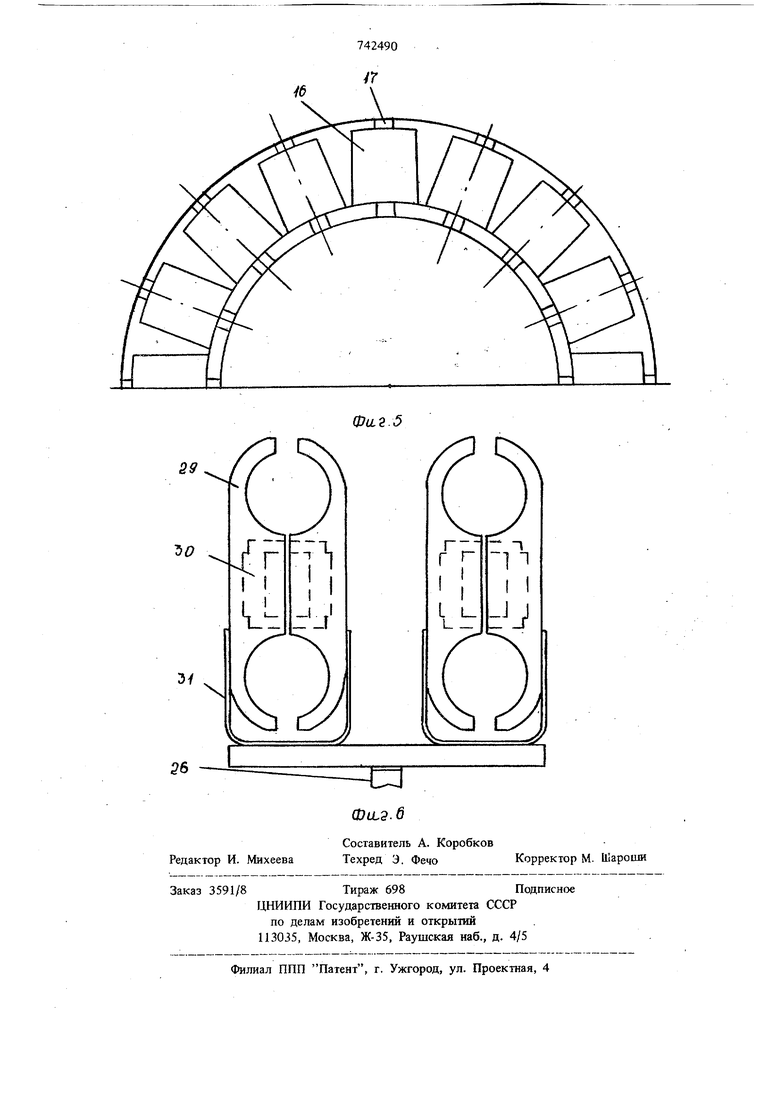
Изобретение относится к изготовлению малогабаритных прецизионных систем и деталей путем гальванопластики и может быть применено в приборостроительной, электронной и других отраслях промышленности. Известно устройство для гальванической обработки деталей, содержащее ванны и транспорт ное средство 1 . Однако это устройство предназначено для гальванопокрытий деталей и в силу своих конструктивных особенностей не может быть применено для эффективного гальванопластического изготовления изделий. Известна также автоматическая линия для размерного хромирования деталей на подвесках, состоящая из ряда ванн, расположенных по окружности в технологической последовательности центральной колонны, транспортных средств с технологическим устройством и электромагнитными захватами, а также устройств для регулирования технологических параметров 2. Однако использование известного автомата для изготовления прецизионных деталей методо гальванопластики не представляется возможным вследствие необходимости, больших конструктивных доработок из-за специфики процесса гальванопластики. Цель изобретения - повыше1ше производительности и качества обработки при изготовлении деталей способом гальванопластики. Поставленная цель достигается тем, что в автомате транспортное средство выполнено в виде несущего кольца, снабженного ограничительным буртиком, пазами и проходными окнами. Кольцо смонтировано в корпусе параллельно зеркалу ванны с возможностью вращения, и на нем по окружности закреплены катодные блоки, взаимодействующие с подъемно-съелтым и вьщающим механизмом. Кроме того, катодный блок вьшолнен в виде основания, на котором размещены цилиндр с фиксатором и буртиком, подвижной плитки и стержня, взаимодействующих с захватами линейных двигателей, причем основание возможность перемещения в нап{ авлении зеркала ванны. Вьщающий мехаш1зм выполнен в ввде радиально-подвижного пружинящего захвата с фигурными вырезами, нaбжe шoro зажимами. На фиг. 1 показан автомат, поперечный разрез; на фиг. 2 - кольцевая ванна; на фигЗ подъемно-съемный меха1шзм; на фиг. 4 - выдающий механизм; на фиг. 5 - несущее кольцо; на фиг. 6 - пружинящий захват. Ванна I кольцевой формы выполнена с кольцевым сектором 2, оснащенным диафрагмами 3 и токо-подводящими сетками 4. По ее стенкам прикреплены анодные шинки 5. Ванна имеет аноды 6 и катоцнВте блоки с формами - катодами 7, Катодный блок состоит из основания 8 с цилиндром 9, плитки 10 с выступами съема (на чертеже не показаны) и стержнем 1 плитки 12 с катодлыми выступами (на чертеже не показаны) и фигурной планки 13. Несущее кольцо 14 с подвижно ограничительным буртиком 15 выполнено с проходными окнами 16 для основания 8 и фиксирующими пазами для фигурной планки 13. Подъемно-съемный механизм содержит два соосных вертикально расположенных линейных электродвигателя 18 и 19 с замковыми захва-тами 20 к 21 и имеет фиксаторы 22 и 23. Ни ний двигатель размещен на замковом захвате верхнего. Выдающий механизм состоит из оси ддиска 25 с проходными окнами и сетками, пр жинящего захвата с тягой 26, планки-сбрасына теля с лотком, линейных электродвигателей 27 и 28. Пружинящий захват имеет четыре пальца (губки) 29 с фигурными вырезами, которые снабжены электромагнитными зажимами 30, две п-образнь х пружины 31 и тягу 26. Средства обработки содержат комбинированные (воздушно-душевые) форсунки 32 и рожки 33 с электромагнитными кранами и соответствующие коммуникации. Для выдержки заданного времени между циклами и шагами автомат оснащен реле времени. Изделие изготовляется путем электролитического (гальванопластического) отложения ме талла на катод формы (торец катодного выступа) до заданной толщины. Автомат работает следующим образом. Через заданное время несущее кольцо 14 поворачивается на шаг и головкой, очередного катодного блока (с изделиями) заходит в зам ковые захваты 20 и 21, затем основание 8 под нимается до срабатывания фиксатора 22, а пос ле обдувки форм с изделиями - до защелки фиксатора 23, после чего формь промываются и обдуваются. Затем захват перемещается в рабочую зону подъемно-съемного механизма. И при подъеме плитки 10 ее выступы съема перемещают изделия из форм в захват, который сжимается. Далее основание 8 и плитка 10 опускаются до исходного положения, а изделия в захвате перемещаются до совмещения с окном диска 25; после промывки изделий диск поворачивается на щаг, захват разжимается, изделия падают на диск, промываются, затем диск поворачивается шагами, а изделия соответственно промываются, сущатся и сбрасываются в желоб, по которому подаются на сборку или в магазин. Через заданное время несущее кольцо 14 поворачивается на щаг и цикл повторяется. Автомат технологичен, компактен и удобен в обслуживании. Формула изобретения 1.Автомат для изготовления систем и деталей способом гальванопластики, содержащий гальваническую ванну, выполненную в виде кольцевого корпуса для рабочего раствора, катодные блоки, транспортное средство, подъемносъемный и выдающий мехащ1змы, снабженные линейными электродвигателями и захватами, а также устройства для регулирования рабочих параметров, отличающийся тем, что, с целью повыщения производительности и качества обработки, транспортное средство выполнено в виде несущего кольца с пазами и проходными окнами, установленного с возможностью вращения, на котором закреплены по окружности катодные блоки. 2.Автомат по п. 1, о т л и ч а ю щ и йс я тем, что катодный блок выполнен в виде основания, на котором размещен 1;и1шндр с фиксатором и буртиком, плитки с выступами съема и стержня с выточкой, причем основание установлено с возможностью перемещения в направлении дна ванны. 3.Автомат по пп. 1 и 2, отличающий с я тем, что вьщающий механизм вы- полнен в виде пружинящего захвата с фигурными вырезами, снабженного зажимами и установленного с возможностью радиального перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 307116,. кл. С 25 D 19/00, 1970. 2. Вайнер Я. В., Дасоян М. А. Оборудование цехов электрохимических покрытий. Л., Машиностроение, 197, с. 116, рис. 99.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для мойки деталей механизмов часов | 1972 |
|
SU439324A1 |
| Станок для сгибания фигурных изделий | 1980 |
|
SU990383A1 |
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ ПАЧЕК ТАБАЧНЫХ ИЗДЕЛИЙ НА ТРАНСПОРТЁРНУЮ ЛЕНТУ КАССОВОГО УЗЛА СУПЕРМАРКЕТА | 2013 |
|
RU2541306C1 |
| Способ изготовления вставок прессформ | 1979 |
|
SU780947A1 |
| Способ изготовления клавиш клавиатурного поля двухцветного литья | 1986 |
|
SU1433840A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273685C1 |
| Установка для гальванической обработки | 1983 |
|
SU1073344A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМОВКИ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274683C1 |
(S
33 as 3f
J-A, /
3
1-.. P
