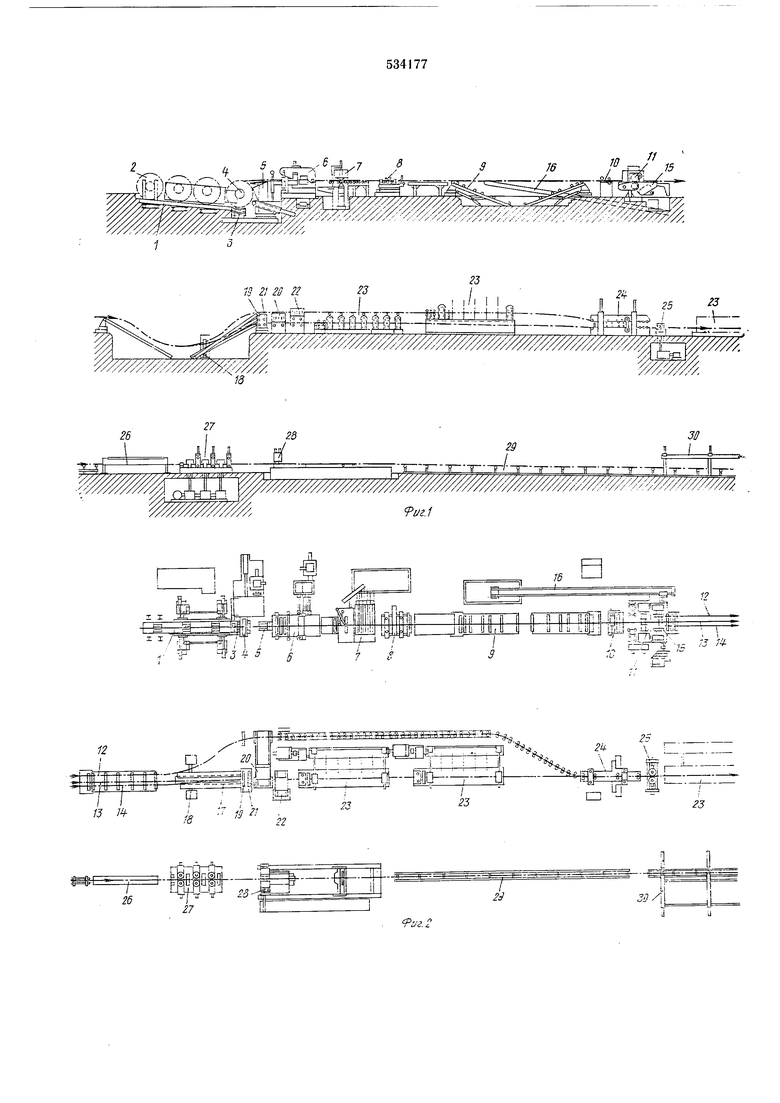
рулона направляется к .правильной машине 6. Лента проходит через ножницы 7 к стыкосварочной машине 8, где начало этой ленты сваривается с концом предыдущей ленты поперечным швом. Затем лента непрерывно протягивается через установку. Она проходит через петлеоб.разующий стол 9, центрируюш,ее устройство 10 и затем ножницами 11 разрезается на три полосы 12-14. Полоса 12 предназначена для образования вертикальной стенки, а полосы 13 и 14 - для образования соответственно верхней и нижней полок.
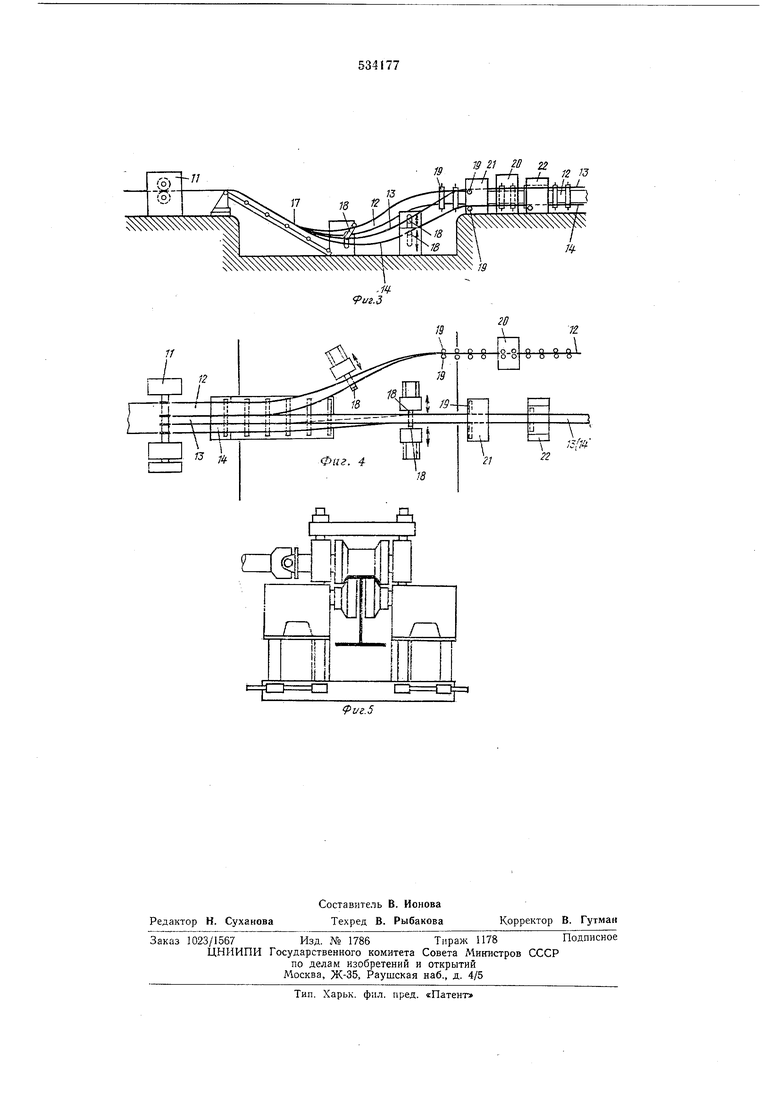
Затем отдельные .полосы 12-14 (фиг. 4 и 3) через второй петлеобразуюший стол или петлеобразующую яму 17 после прохождения устанавливаемых в .различное положение по высоте направляюш,их рычагов 18 и направляющих роликов 19 поступают к соответствующим каждой полосе направляющим устройствам 20-22. Один из направляющих рычагов 18 предназначен для того, чтобы отклонять полосу 12 от горизонтали к вертикали. Кроме того, направляющие рычаги 18 также могут быть горизонтально .передвижными в направлении, поперечном к направлению перемещения полос.
Направляющее устройство 20 для .полосы 12, служащей для образования вертикальной стенки, и направляющие устройства 21 и 22 для полос 13 и 14, служащих для образования верхней и нижней полок, оборудованы приемными роликовыми парами и при необходимости дополнительными направляющими элементами (ролики, планки и т. п.), которые гарантируют надежное направление проходящих полос. Эти направляющие устройства целесообразно устанавливать на салазках, горизонтально .подвижных в поперечном направлении к направлению протягивания ленты, поэтому при начале .работы любое из них можно установить в нецентральное положение, в которое попадают поступающие из петлеобразующего стола полосы. Если начало полосы пропущено в соответствующее на-, правляющее устройство, то направляющее устройство можно настолько выдвигать в сторону, что середина полосы не попадает в соответствующую технологическую линию. При этом боковые смещения и отклонения полос поглощаются петлями, образованными в петлеобразующей яме 17.
На фиг. 2 и 4 видно, что полоса 12 после поворота направляющим рычагом 18 устанавливается вертикально и смещается в сторону вследствие смещения направляющего устройства 20, в то время как в:СледстВ(Ие соответствующей установки направляющих устройств 21 и 22 полосы 13 и 14 устанавливаются одна над другой. Затем полосы 13 и 14 профилируются в профилирующих устройствах 23, а полоса 12 для вертикальной стенки проходит мимо профилирующих устройств. После этого в сварочной машине 24 три полосы 12-14 для образования определенного профиля сводятся и свариваются известным образом. Сваренная профильная балка проходц-р через вытяжной механизм 25, участок охлаждения 26, правильную машину 27 и ножницы 28, где балка разрезается на отрезки определенной длины.
В другом варианте выполнения установки профилирующие устройства 23 могут быть установлены за вытяжным механизмом 25 (показаны штрих-пунктирной линией на фиг. 1 и 2). В этом случае профилирование осуществляется на изготовленной балке. Изготовленные изделия затем через разгрузочный рольганг 29 подаются к штабелирующему устройству 30.
Формула изобретения
1.Комплексная установка для непрерывного изготовления сварных профильных балок, содержащая установленные по ходу технологического процесса устройство для подготов.ки металлической ленты, устройство для сварки и профилирующее устройство, отличающаяся тем, что, с целью повышения производительности, она снабжена размещенными за устройством для подготовки ленты
устройством для продольной резки ленты на полосы и направляющими устройствами.
2.Установка по п. 1, отличающаяся тем, что направляющие устройства выполнены в виде регулируемых рычагов.
13 21 ZS 22 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления ковров из рулонных термопластичных материалов | 1983 |
|
SU1111864A2 |
| УСТРОЙСТВО ДЛЯ СТЫКОВОЙ СВАРКИ КОНЦОВ ПОЛОС | 2011 |
|
RU2480318C1 |
| Установка для сборки и сварки тонких лент | 1988 |
|
SU1590302A1 |
| Способ изготовления многослойных спиральношовных труб и устройство для его осуществления | 1978 |
|
SU902654A3 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1986 |
|
SU1459933A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Линия для раскроя листового проката | 1980 |
|
SU1085708A2 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
25
-k. f ДУР-Мь---41-QflCH--- r T -t-- -th-r / OJ ; M i
3ff
29
Д I 1
T-nr/-пИ1
.
- ; g --r-Г-9 i2/gOKTfe A; -.., 1 .
2J
iO,.,
/ iJC. J.
9 21 2В 22
/2 3
т
w /
