1
Изобретение относится к обработке металлов аавлением, а именно к способам штамповки.
Известен способ штамповки металлических заготовок путем обжатия между инструментами, одному из которых придают дополнительное обкатывающее движение 1.
Недостатками известного способа являются низкие производительность и качество штамповки.
Цель изобретения - повышение производительности и качества изделия.
Указанная цель достигается за счет того, что заготовку предварительно осаживают до предельных степеней деформации материала, после чегб производят обкатывание с одновременным отклонением оси обкатывающего инструмента от оси штамповки, кроме того осаживание заготовки производят с образованием на торце заготовки конуса с углом при вершине, равном 180 - 2в«, где об - угол
отклонения оси обкатывающего инструмента в процессе штамповки.
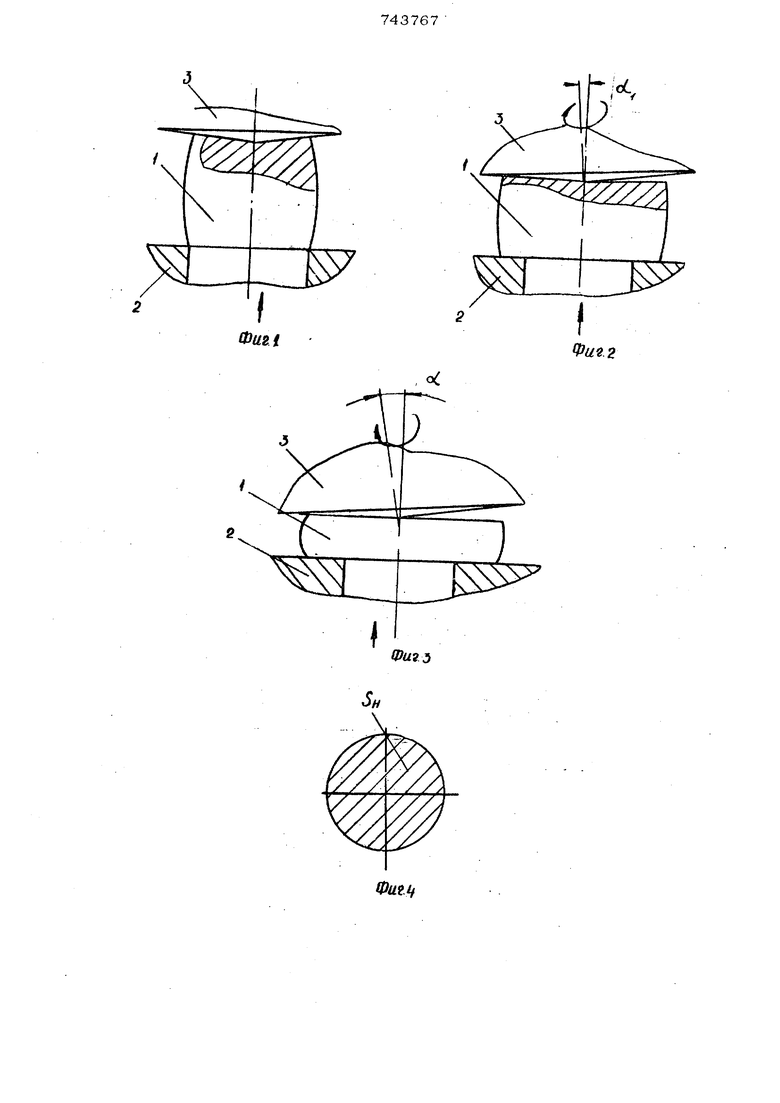
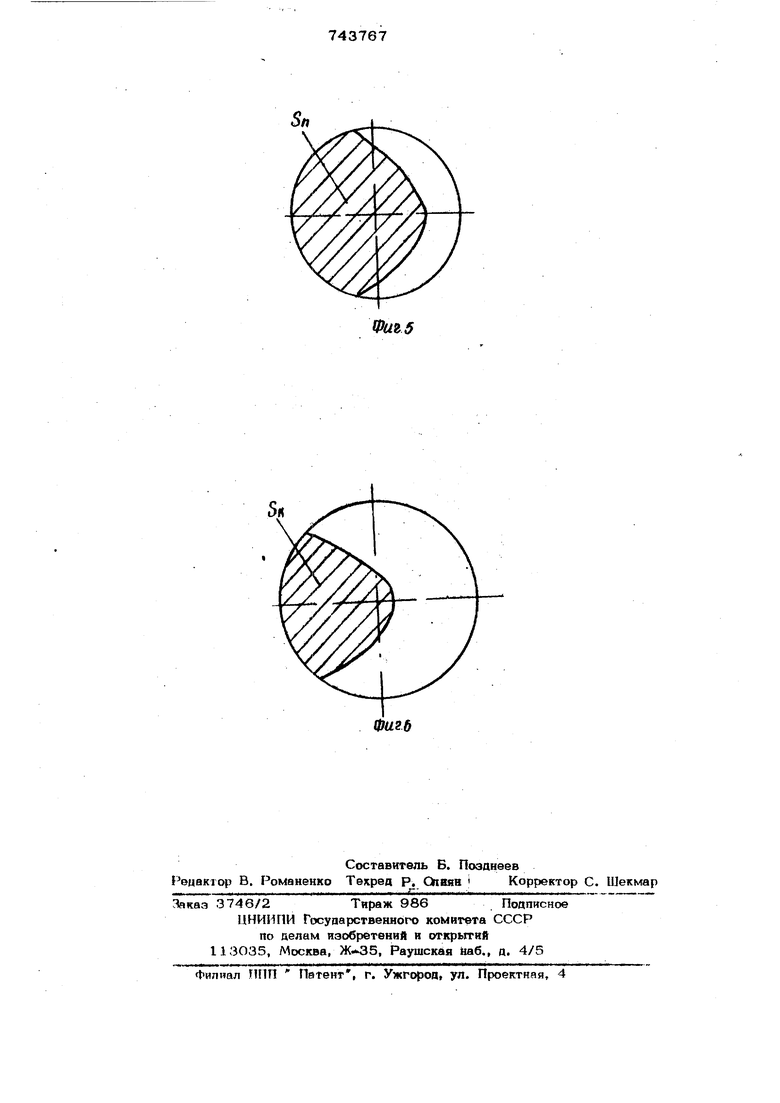
На фиг. 1-3 изображены начальная промежуточная и конечная стадии штампповки; на фиг. 4-6 - площади контакта заготовки и инструмента на начальной, промеясуточной и конечной стадиях штамповки.
Предлагаемый способ осуществляется следующим образом.. .,
10
Заготовку 1 устанавливают в инструмент 2. В начальной стадии на заготовку воздействуют только осевым усилием инструмента, ось которого совпадает с
15 осью заготовки. Рабочая поверхность инструмента 3 имеет форму конуса с углом при вершине, равным 18О -
-о(гдес6 - угол отклонения оси инструмента 3 на конечной стадии штамЛов20ки), поэтому осаживаемая заготовкаимеет BorjiyTHft конус с таким же углом. Заготовку 1 осаживают до предельных степеней деформации деформируемого материала . При этом заготовка приобрета ет бочкообразную форму. После этого ось инструмента 3 начинает постепенно отклоняться от оси заготовки с одновременным приданием ему обкатывающик движений. В результате этого рост бочкообрааования приостанавливается и начинается процесс грибообрааования, в результате чего форма заготовки восстанавливается. Отклонение оси инструмента произво дят до угла с/ , при котором рабочая поверхность инструмента обкатывает торец заготовки перпендикулярно оси ее, Значение угла oi выбирают в зависимости от материала и формы заготовки и принимают равным 1-5. Отклонение оси инструмента 3 прово дят таким образом, что контактная пло щаць 5н , достигнутая при осадке, сохра няется до конечной стадии штамповки т. 8. SH - 5 к, где SK - контактная плошадь на конечной стадии штамповки. Это достигается за счет однократного за цик штамповки постепенного спиралеобразного отклонения оси инструмента 3. Например, при штамповке дет. Д271О6 - диск регулятора подвижный для пускового двигателя на прессе PXW10ОА (ПНР) с качающейся матрицей требуется из прутка 0 24 (сталь 20) получить утолщение S 5-5 6. Эту деталь получают обкаткой инструментом с его отклонением на угол еС -2 на да ном оббрудовании, но при этом производ тельность мала, происходит грибообрдзо- вание, так как площадь контакта в процессе деформации постепенно увеличивае ся, а пропорционально площади увеличивается усилие. Поэтому на процесс дефо мации требуется около 8с. Предлагаемым способом данную детал отштампуют за 3-4 с, так как процесс протекает более интенсивно за сох- ранения контактной площади и усилия по стоянными. Деформация проходит более равномерно, так как гпкбообразование в этом случае выправляет, неравномерность, полученную При осадке, а само грибообрааование проходит более равномерно и незначительно из-оа того, что угол отклонения инструмента изменяется постепенно за полный цикл с сохранением постоянной площади и усилия. Таким образом, при предлагаемом способе интенсифицируется процесс, так как усилие при штамповке достигает своего максимального значения в начале процесса деформирования и используются полностью, и уменьшается неравномерность деформации, так как бочкообразование, происходящее в начальной стадии при последующем деформировании, компенсируется за счет грибообразования на стадии штамповки. Формула изобретения 1,Способ штамповки металлических заготовок путем обжатия между инструментами, одному из которых придают дополнительное обкатывающее движение, отличающийся тем, что, с целью повышения производительности и качества.штамповки, заготовку предварительно осаживают до предельных степеней деформации материала, после чего производят обкатывание с одновременным отклонением оси обкатывающего инструмента от оси штамповки. 2.Способ поП. 1, отличающийся тем, что предварительное осйжйвание заготовки производят с образованием на торце заготовки конуса с углом при вершине, равном 18О - ,, где riC - угол отклонения оси-обкатывающего инструмента в процессе штамповки. Источники информации, принятые во внимание при экспертизе 1. Патент ПНР № 51954, кл. 49 J З/ОЗ, 1972 (прототип).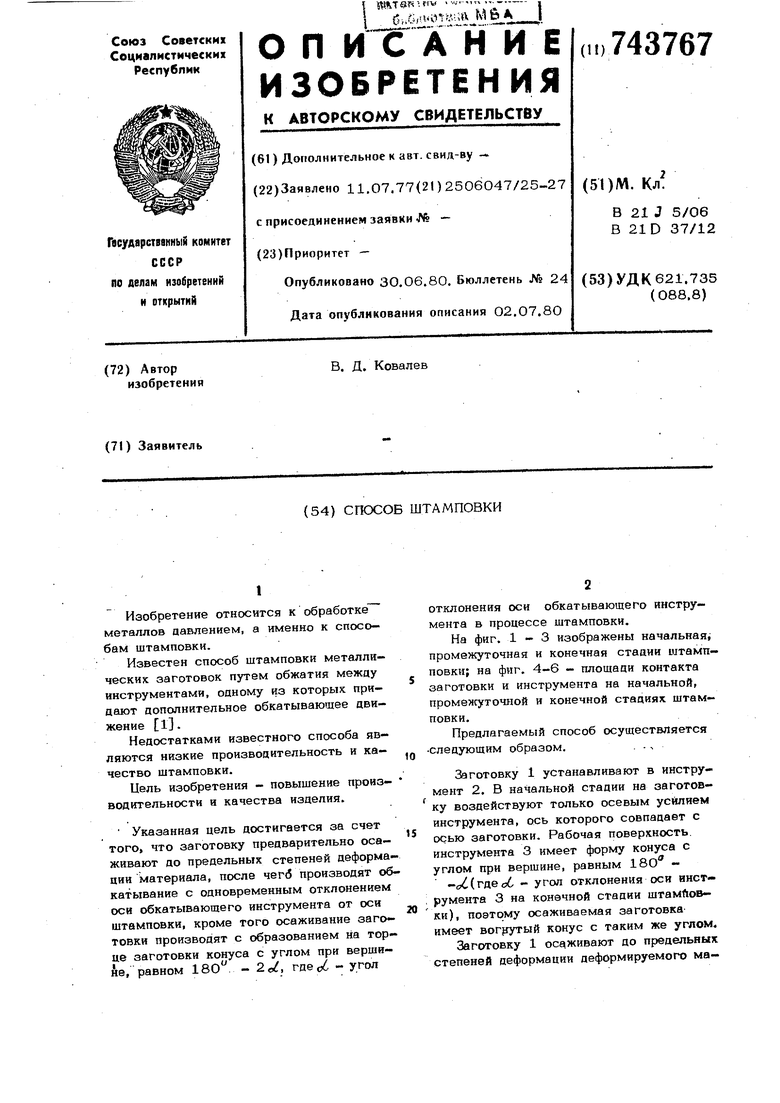
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки металлических заготовок | 1986 |
|
SU1430146A1 |
| Способ изготовления изделий с центральной полостью и инструмент для его осуществления | 1986 |
|
SU1433617A1 |
| Способ изготовления деталей с центральным отверстием | 1982 |
|
SU1146126A1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| Способ получения утолщений на круглых заготовках | 1978 |
|
SU727295A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛОСТИ В ДЕТАЛЯХ | 1995 |
|
RU2082534C1 |
| Способ изготовления деталей с фланцем | 1988 |
|
SU1611514A1 |
| Способ деформирования заготовок | 1975 |
|
SU610599A1 |
| Инструмент для деформирования трубных заготовок | 1976 |
|
SU621427A1 |
| Устройство для штамповки с обкатыванием | 1985 |
|
SU1306624A1 |