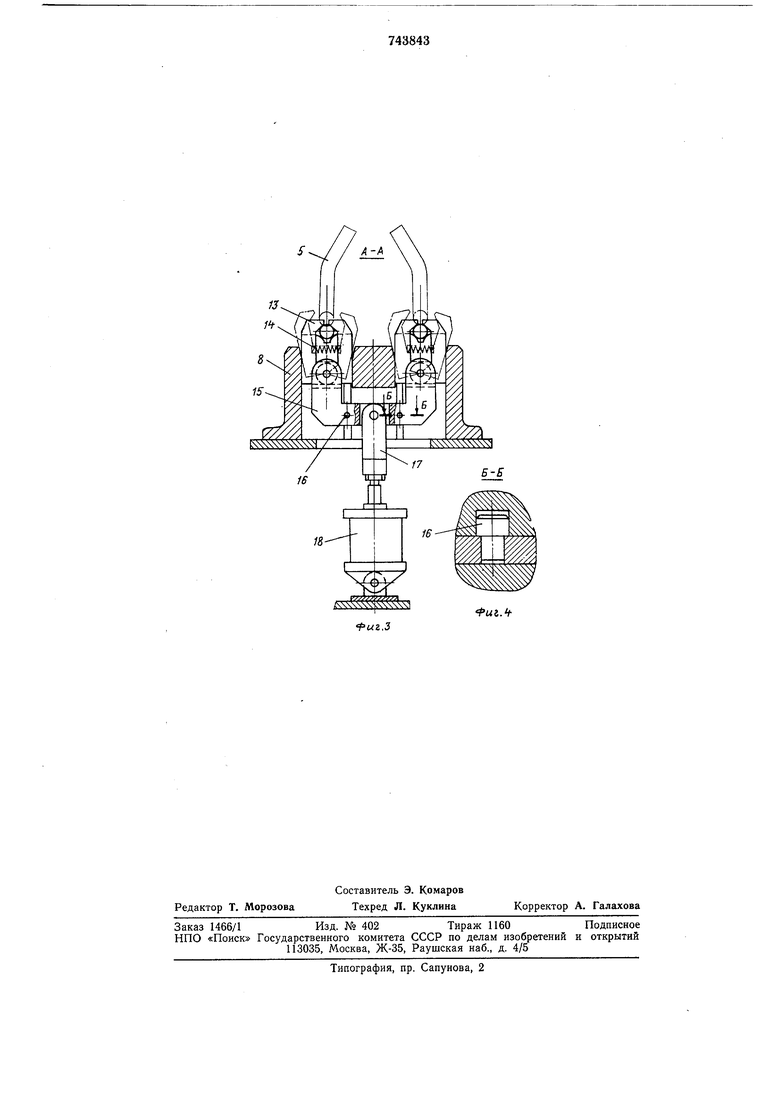
Обе пары рычагов 13 шарнирно соединены коромыслом 15 с пальцами 16, связанными серьгой 17 с пневмоприводом 18. На корпусе 8 размещены призмы 19.
Поточная линия работает следующим образом.
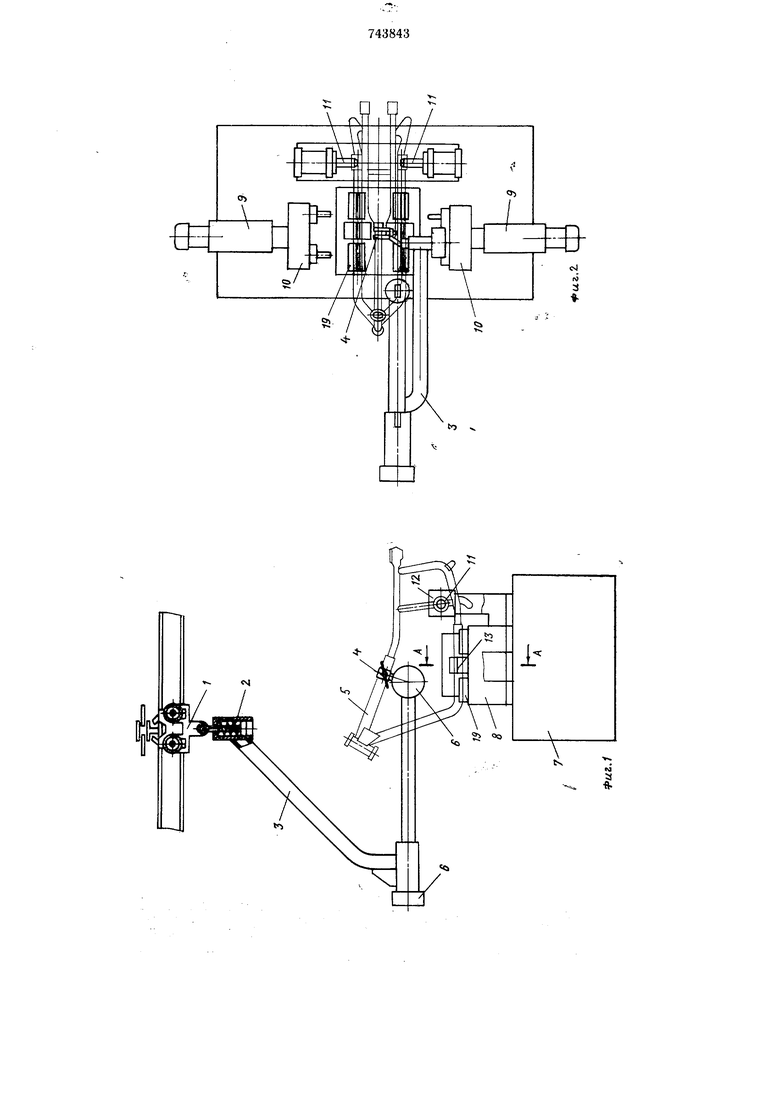
При остановке конвейера на рабочей позиции подвеска 3 с закрепленным на ней изделием 5 занимает положение, при котором нижние трубчатые элементы издеЛИЯ находятся на некотором расстоянии от призм 19 корпуса 8. После ввода фиксаторов 11 в соответствующие базовые отверстия изделия 5, пневмопривод 18 через серьгу 17 перемещает вниз коромысло 15. При этом поворотные рычаги 13, оси которых закреплены на коромысле, перемещаются своими торцовыми поверхностями по сопряженным поверхностям корпуса 8, которые являются копирами, обеспечивающими траекторию движения поворотных рычагов при захвате изделия. При дальнейшем перемещении вниз коромысла 15 поворотные рычаги 13 сближаются и прижимают изделие 5 к призмам 19 корпуса 8, натягивая нрн этом пружину 2 подвески 3. Пальцы 16 коромысла 15, перемещаясь в пазах корпуса 8, исключают перекос коромысла при его подъеме и опускании и обеспечивают одновременный зажим и разжим изделия. После зажима изделия в приспособлении производится его обработка.
По окончании обработки коромысло 15 движется вверх, осуществляя при этом разведение поворотных рычагов 13 посредством пружин 14. Изделие освобождается от зажима и, после отвода фиксаторов И, поднимается вместе с подвеской 3 на величину хода пружины 2. Конвейер перемещает подвеску 3 с изделием 5 на следующую рабочую позицию.
Формула изобретения
Поточная линия для обработки изделий, содержащая рабочие позиции с зажимным рычажным приспособлением, установленные по ходу технологического процесса и связанные между собой транспортной системой в виде подвесного толкающего конвейера с подпружиненными подвесками, отличающая тем, что, с целью новышення производительности и надежности работы, зажимное приспособление каждой рабочей позиции снабжено установленным с возможностью возвратно-поступательного перемещения коромыслом, на концах которого шарнирно закреплены зажимные рычаги, причем поверхность корпуса зажимного приспособления со стороны рычагов выполнена в виде копиров, а рычаги установлены с возможностью взаимодействия с ними.
Источники информации, принятые во внимание при экспертизе 1. Косилова А. Г., Сухов М. Ф. Технология производства подъемно-транспортных машин. «Машиностроение, М., 1972, с. 286, рис. 180.
/n
77
В
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Устройство для набора садок | 1977 |
|
SU729427A1 |
| Зажимное устройство | 1985 |
|
SU1303346A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| РЫЧАЖНАЯ ЛЕБЕДКА:. п11 Г5 /ч ? •': ' ^ - ' ''Ч '"Г •. -^ '•Фи^Щ уи;<;.1;-Г ^ VM i | 1972 |
|
SU424805A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1983 |
|
SU1097543A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
ю
