1
Известны устройства для изготовления формовых пористых изделий из полимерных материалов, например профильных пластин из латекса, содержащие смонтированные на рамах станины вулканизационно-литьевые формы, снабженные средствами нагрева латексной пены и средствами для смыкания частей форм.
Известные устройства оснащены вулканизационно-литьевыми формами, 1выполненными в виде одноместных горизонтально установленных полуформ, не смыкаемых в пакеты и не снабженных средствами электронагрева и коллекторной подачи внутрь полых пальцев теплоносителя или хладагента, что нриводит к снижению производительности и качества -изделий, с увеличением теплопотерь и занимаемых производственных площадей.
С целью новышепня производительности и качества латекспых изделий, с сокращением энергозатрат и производственных площадей в предложенном устройстве вулканизационно-литьевые полуформы выполнены в виде смыкаемых от привода в пакет на шарнирных нодвесках и горизонтальных направляющих коробчатых полуформ и сдвоенных крышек-плоскостных электродов, оснащенных полыми пальцами-электродами, с расположенными в их полостях трубками, смонтированными внутри сдвоенпых крышек на перегородках, образующих с крыщками коллектор подачи и отвода теплоносптеля, соответственно для вулканизаппп пли охлаждения форм.
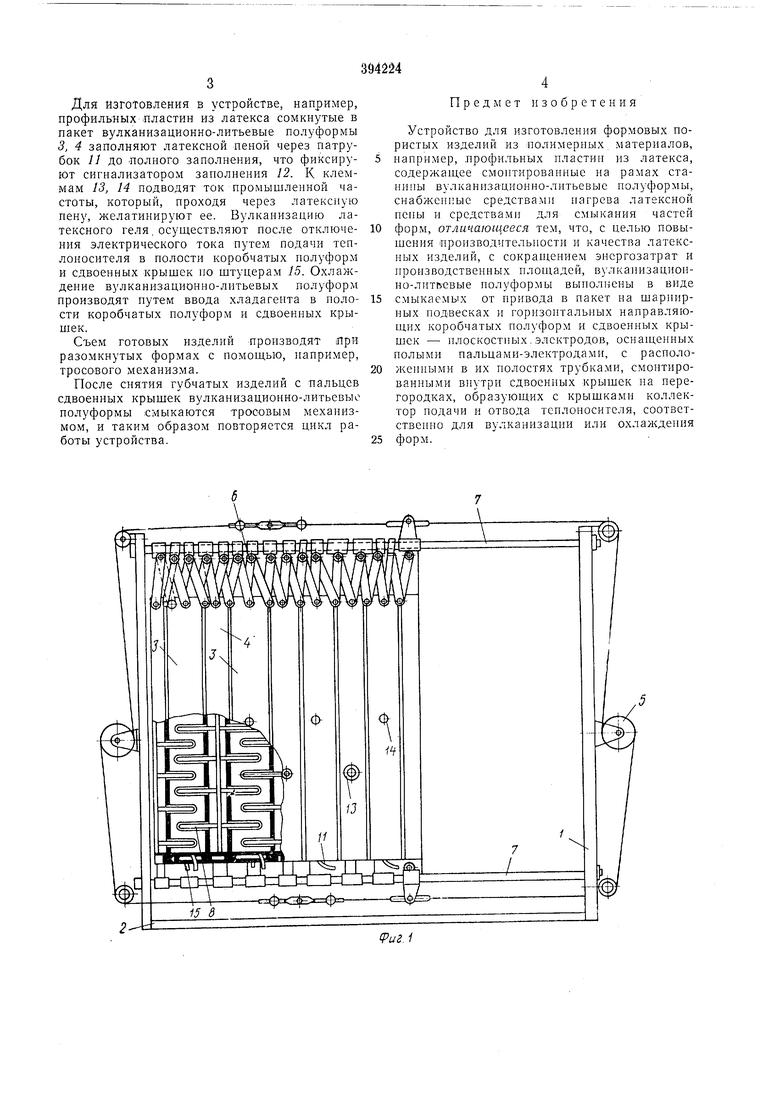
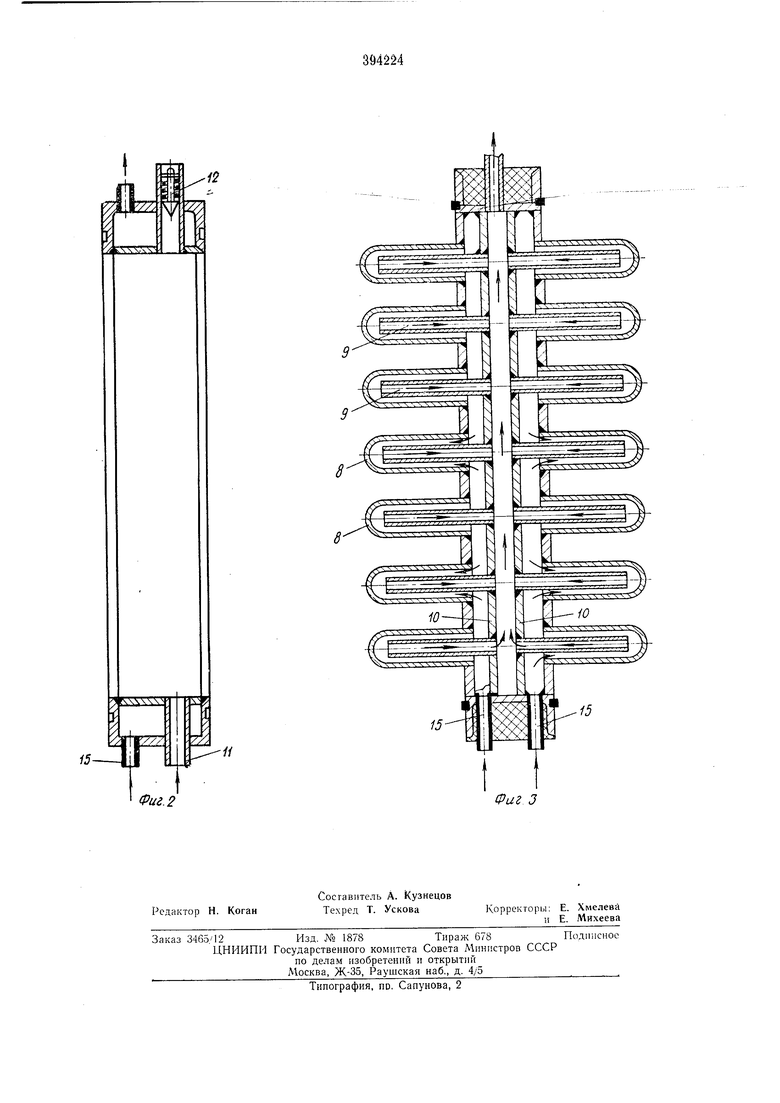
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - коробчатая полуформа; на фиг. 3 - сдвоенная крышка.
Устройство для изготовления формовых пористых пзделнй пз полимерных материалов состоит из смонтированных на рамах / станины 2 вулканпзационио-литьевых полуформ 3, 4, снабженных средствами нагрева латексной пены (например, имеющих внутренние лолостп для теплоносителя и содержащих электроды для электропагрева). Устройство снабжепо средствамп для смыкаппя частей форм, например тросовым мехапизмом 5. Вулканизацпонно-лптьевые иолуформы выполнены в виде смыкаемых от привода
в пакет па шарнирных подвесках 6 н горпзонтальных нанравляюни х 7 коробчатЕ кх полуформ 3 и сдвоенных крышек-нолуформ 4, являющихся нлоскостными электродамн и оснащенных полыми пальцами-электродами 8, с
расположенными в пх полостях трубками 9, смонтированными внутри сдвоенных крышек на перегородках 10, образующпх с крышками коллектор подачи и отвода теплоносителя соответственно для вулканизации или охлаждения форм.
Для изготовления в устройстве, например, профильных .пластин из латекса сомкнутые в пакет вулканизационно-литьевые полуформы 3, 4 заполняют латексной пеной через патрубок 11 до ПОЛНОГО заполнения, что фиксируют сигнализатором заполнения 12. К клеммам 13, 14 подводят ток промышленной частоты, который, проходя через латекс1 ую пену, желатинируют ее. Вулканизацию латексного геля. осуществляют после отключения электрического тока путем подачи теплоносителя в полости коробчатых полуформ и сдвоенных крышек по штуцерам 15. Охлаждение вулканизационно-литьевых полуформ производят путем ввода хладагента в полости коробчатых полуформ и сдвоенных крышек.
Съем готовых изделий производят при разомкнутых формах с помощью, например, тросового механизма.
После снятия губчатых изделий с пальцев сдвоенных крышек вулканизационно-литьевыо полуформы смыкаются тросовым механизмом, и таким образом повторяется цикл работы устройства.
4 Предмет изобретения
Устройство для изготовления формовых пористых изделий из полимерных, материалов, например, .профильных пластин из латекса, содержащее смонтированные на рамах станнпы вулканизационно-литьевые полуформы, снабженные средствами нагрева латексной пены и средствами для смыкания частей
форм, отличающееся тем, что, с целью повышения производительности и качества латексных изделий, с сокран;ением энергозатрат и производственных площадей, вулканизационно-литвевые полуформы выполнены в виде
смыкаемых от привода в пакет на шарнирных подвесках и горизонтальных направляющих коробчатых полуформ и сдвоенных крышек - плоскостных.электродов, оснащенных полыми пальцами-электродами, с расположениыми в их полостях трубками, смонтированными внутри сдвоенных крышек на перегородках, образующих с крыщками коллектор подачи и отвода теплоносителя, соответственно для вулканизации или охлаждения
форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной вулканизации резиновых изделий | 1984 |
|
SU1326432A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ИОЛОСОВОИ ЛАТЕКСНОЙ ГУБКИ | 1973 |
|
SU393114A1 |
| Вулканизационная форма | 1976 |
|
SU580987A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| ТКХНИЧЕГИЛЯ В.Ч&ЛИОТ1:К.'\«о- IPri.M, гЬ10 | 1967 |
|
SU198628A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1167027A1 |
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
| Пресс-форма для изготовления резинотехнических изделий | 1984 |
|
SU1260221A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
12
-а
15Фиг. 2
Фиг 3
