ограничивающие перемещение эластичной перегородки 10 внутрь полости N.
Устройство работает следующим образом.
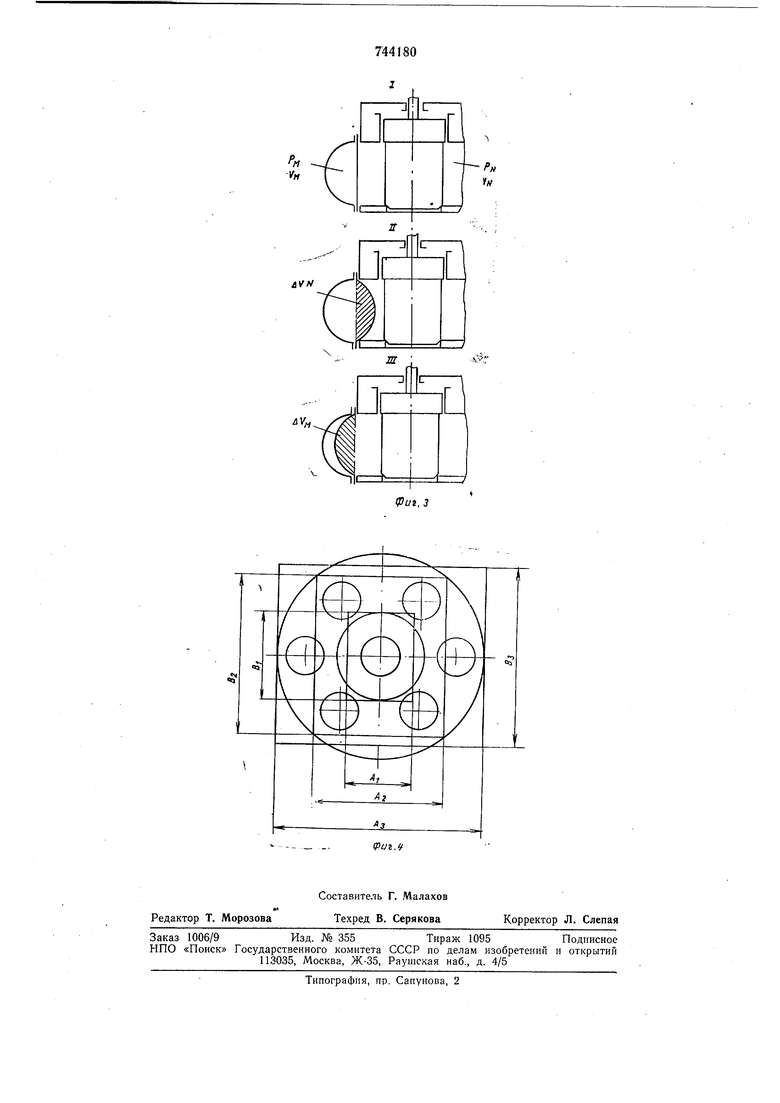
При необходимости уплотнения формовочной смеси в опоках с размерами в свету, укладывающимися в охватываемый диапазон типоразмеров (см. фиг. 4), на импульсную головку устанавливают вставку 9 с соответствующими размерами АхВ проема для выброса сжатого воздуха высокого давления, затем включают механизмы 5 стопорения, при этом клиновой стопор входит в отверстие штока 3 и фиксирует поршень-клапан 2 в положении перекрытия выхлопных отверстий, лежащих за пределами размеров АХ В проема. С помощью аппаратуры настройки устанавливаются значения рабочего объема Vp и давления PN сжатого воздуха, заключенного в полости N (в момент производства выброса сжатого воздуха высокого давления).
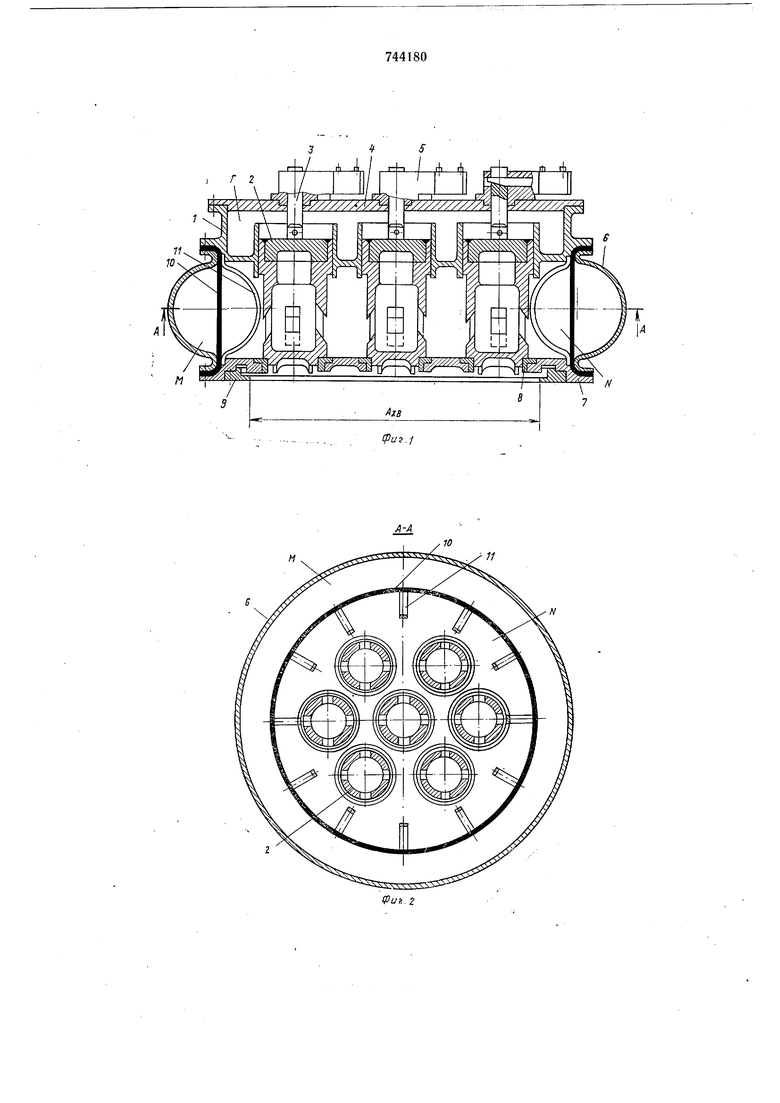
Изменение рабочего объема Vp сжатого воздуха производится за счет изменения давления РмНа фиг. 3 показаны положения эластичной перегбродки в момент готовности импульсной головки к выбросу сжатого воздуха, соответствующие трем основным случаям настройки импульсной головки.
Iположение PM PN- При этом , где Vff - объем рабочей полости камеры высокого давления при вертикальном положении эластичной перегородки.
IIположение При этом Vp- , где AFjY - величина (защтрихована), на которую уменьщается объем полости Л за счет прогиба эластичной перегородки внутрь полости N.
IIIположение . При этом + VM, где AVw - величина (защтрихована), на которую увеличивается объем полости Л за счет прогиба эластичной перегородки внутрь полости М.
ly положение (на фиг. 3 не показано) имеет место при Рм 0, когда VP VN+VM, т. е. рабочий объем сжатого воздуха высокого давления равен объему регулирующего и рабочего отсеков камеры высокого давления.
После настройки головки производят подъем давления в полости Г низкого давления и в полостях М н N.
При подаче сжатого воздуха из сети высокого давления в полость N, вследствие разности площадей поперечного сечения поршня-клапана при достижении определенного давления он начинает перемещаться вверх с большим ускорением, разгоняясь до значительных скоросте к моменту, цилиндрическая часть запирающей ступени порщней клапанов открывает доступ заряду сжатого воздуха высокого давления в выхлопное отверстие седла через окна направляющего хвостовика. Когда давление в полости Л падает до определенного значения, поршии-клапаиы под воздействием сжатого воздуха низкого давления, находящегося в полости Г, начинают перемещаться вниз и вдоль и перекрывают выхлопные отверстия, отсекая часть сжатого воздуха в полости для повторного использования.
Использование импульсных головок предлагаемой конструкции позволит обеспечить надежную и нродолжительпую работу мащин для изготовления литейных форм в опоках с различными размерами в свету.
Формула изобретения
Многоклапанная импульсная головка преимущественно для уплотнения литейных форм по авт. св. № 544500, отличающаяся тем, что, с целью возможиости выбора оптимальных режимов уплотнения, корпус головки выполнен разъемным и состоящим из камер высокого и низкого давления, причем в камере высокого давлепия установлена замкнутая эластичная перегородка, отделяющая ее от регулирующего отсека, и стенка камеры выполнена выпуклой. Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 544500, кл. В 22С 15/22, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Импульсная головка | 1980 |
|
SU933189A1 |
| Многоклапанная импульсная головка | 1975 |
|
SU544500A1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1973 |
|
SU395158A1 |
| Импульсная головка | 1980 |
|
SU925524A1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Устройство для изготовления литейных форм и стержней | 1978 |
|
SU703222A1 |
| Импульсная головка | 1989 |
|
SU1643140A1 |
| Импульсная установка | 1979 |
|
SU854552A1 |
| Устройство для уплотнения литейных полуформ | 1979 |
|
SU789206A1 |
УН
Р Iff
