Изобретение относится к обработке металлов давлением, а именно к устройствам для отбортовки концов труб, в ча стности пластмассовых. Известно устройство для отбортов- ки труб, содержащее центральный врашающийся ролик и массивную неподвижную матрвду. Трубу вводят в отверстие матрицы, соосно которому подают ролик, раз вальцовывающий конец трубы по профилю матрицы fl . Это устройство не может быть испол зовано для изготовления пластмассовых, в частности фторотшастовых труб, так ка при развальцовке происходит выделение большого количества тепла, приводящего к разогреву заготовки. Однако нагрев фторопластовых деталей недопустим из-з выделения при этом вредных летучих веществ. . Известно также устройство для отбор товки труб, содержащее формующую оправку, выполненную в виде отгибочного конического ролика, и обжимные (опорныё) цилиндрические ролики. Оправка и ролики закреплены на перемещаемой в осевом направлении державке. Край трубчатой заготовки, подлежадей отбортовке, вводят межпу отгибочным роликом, расположенным эксцентрично относительно оси вращения трубы, и обжимными роликами и вращают заготовку. Под действием осевого усилия подачи державки и вследствие взаимодействия роликов происходит отгибание фланца С21 . Описанное устройство не обеспечивает вьюокого качества изделий, так как обработку ведут по контуру трубы, повторяя погрешности ее изготовления (овальность, эллипсность и т.п.). Кроме того, из-за неравномерного течения материала в радиальном направлении контур фланца получается неровным. Целью изобретения является расширение технологических возможностей путем обеспечения отбортовки пластмассовых труб и повышение качества изделий.
Эта цель достигае-тся тем, что отфавка выполнена в виде усеченного конуса с фланцем не большем основании, служащим для отп{бкк борта трубы, а обжимные ролики pacnoiTO/KSHbii шханетарно относ и , тельно фланца, тфи это м на рабочем тор це фланца вытюлнен кольцевой бурт-ограничитель.
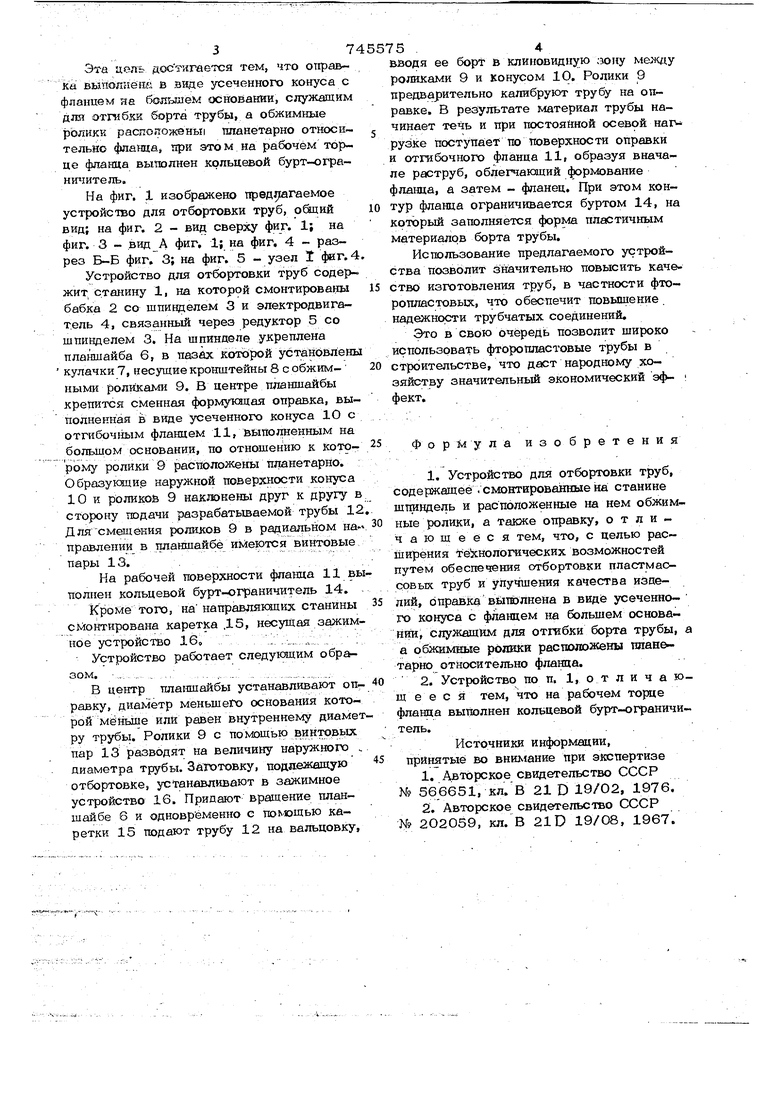
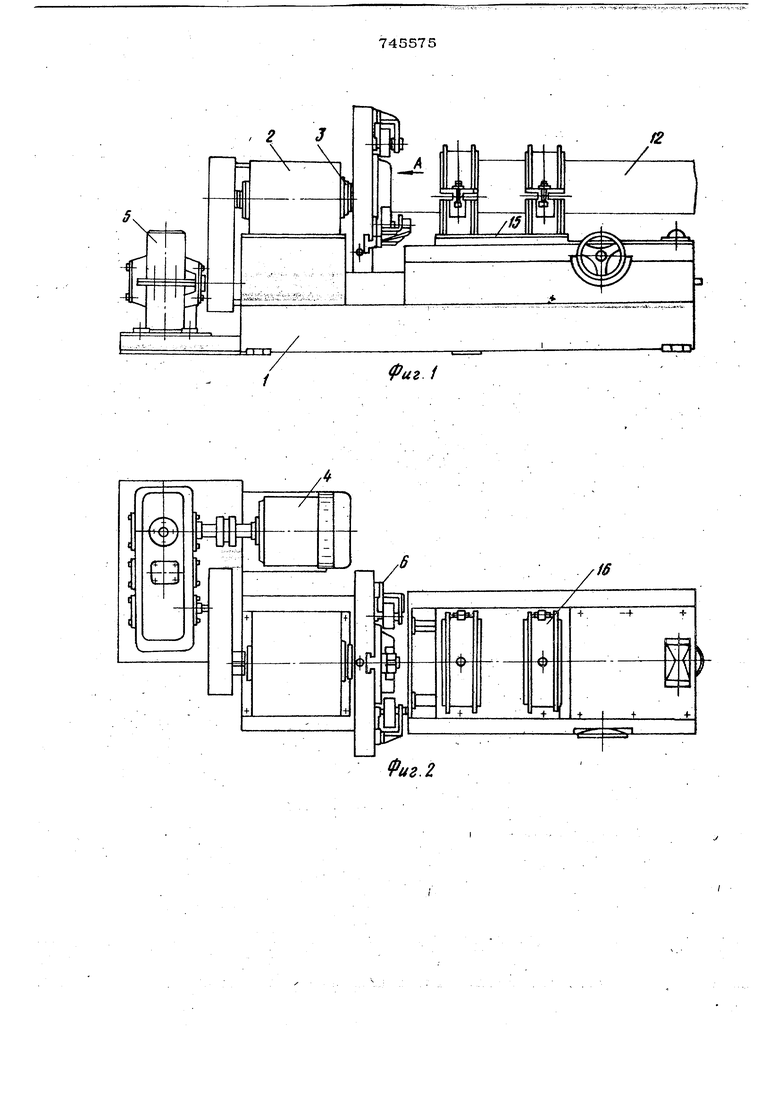
На фиг. 1 изображено iipeflJjtaraeMoe устройство для отбортовки труб, рйций 10 вид; на фиг. 2 - вид сверху фиг. 1; на фиг. 3 вид А фиг, 1; на фиг. 4 - разрез Б-Б фиг. 3; на фиг. 5 - узел I фит. 4.
Устройство для отбортовки труб содер жит, станину 1, на которой смонтированы 15 бабка 2 со шпинделем 3 и электродвигатель 4, связанный через редуктор 5 со шпинделем 3. На шпинделе укреплена планшайба 6, в пазах которой установлены кулачки 7, несущие кронштейны 8 с обжим- 20 ными роликами 9. В центре планшайбы репится сменная формутацая оправка, выполненная в виде усеченного конуса 10 с отгибоч шм фланцем 11, выполненным на большом основании, по отношению к Кото- 25 рому ролики 9 расположены ппанетарно. бразуклциэ наружной поверхности конуса 10 и роликой 9 накданены друг к другу в. сторону подачи разрабатьшаемой трубы 12.. ля смещения роликов 9 в радиальном Ha-v 30 правлении в планщайбё И1у1еются винтовые пары 13..
На рабочей поверхности фланца 11 выполнен кольцевой бурт-ограничитель 14.
Кройе Того, на направляющих станины 35 монтирована каретка ,15, несущая зажимное устройство 16о . , .1.:-.,......:.,,.. . Л
Устройство работает следующим образом. .... ... .. . /
В центр планшайбы устанавливают оп- 40 равку, диаметр меньшего основания которой меньше или равен внутреннему диаметру трубы. Ролики 9 с помощью BHHTOBblX
пар 13 разводят на величину наружного . диаметра трубы. Заготовку, подлежащую отбортовке, устанавливают в зажимное устройство 16. Придают вращение планщайбе 6 и одновременно с пол-юш;ью каретки 15 подают трубу 12 на вальцовку,
вводя ее борт в клиновидную зону ме;)оду роликами 9 и Конусом 10. Ролики 9 предва)ительно калибруют трубу на оправке. В результате материал трубы начинает течь и при постоянной осевой наг рузке постуйа:ет по шверхности оправки и отгибочного фланца 11, образуя вначале раструб, облегчающий формование фланца, а затем - фланец. При этом контур фланца ограничивается буртом 14, на который заполняется форма пластичным материалов борта трубы.
Использование предлагаемого устройства позволит значительно повысить качество изготовления труб, в частности фторопластовых, что обеспечит повышение надежности трубчатых соединений.
Это в свою очередь позволит широко использовать фторопластовые трубы в строительстве, что даст народному хозяйству значительный экономический эффект.
Ф о р л у л а изобретения
1. Устройство для отбортовки труб, содержащее .смонтнрова)нные на станине шпиндель и расположенные на нем обжимные ролики, а также оправку, отличающееся тем, что, с целью рас ширения технологических возможностей путем обеспечения отбортовки пластмассовых труб и улучшения качества изделий, оправку вйтйэлнеНа в виде усеченного конуса с фланцем на большем основании, служащим для отгибки борта трубы,
а обжимные ролики расположены Ш1ан&тарно относительно флавда.
2. Устройство по п. 1, о т л и ч а ющ е е с я тем, что на рабочем TOfwe фланца выполнен кольцевой бурт-ограничитель.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР N 566651, кл.В 21 D 19/О2, 1976.
2.Авторское свидетельство СССР № 202059, кл. В 21D 19/08, 1967.
. 2 3
V-
V
/2
Л
7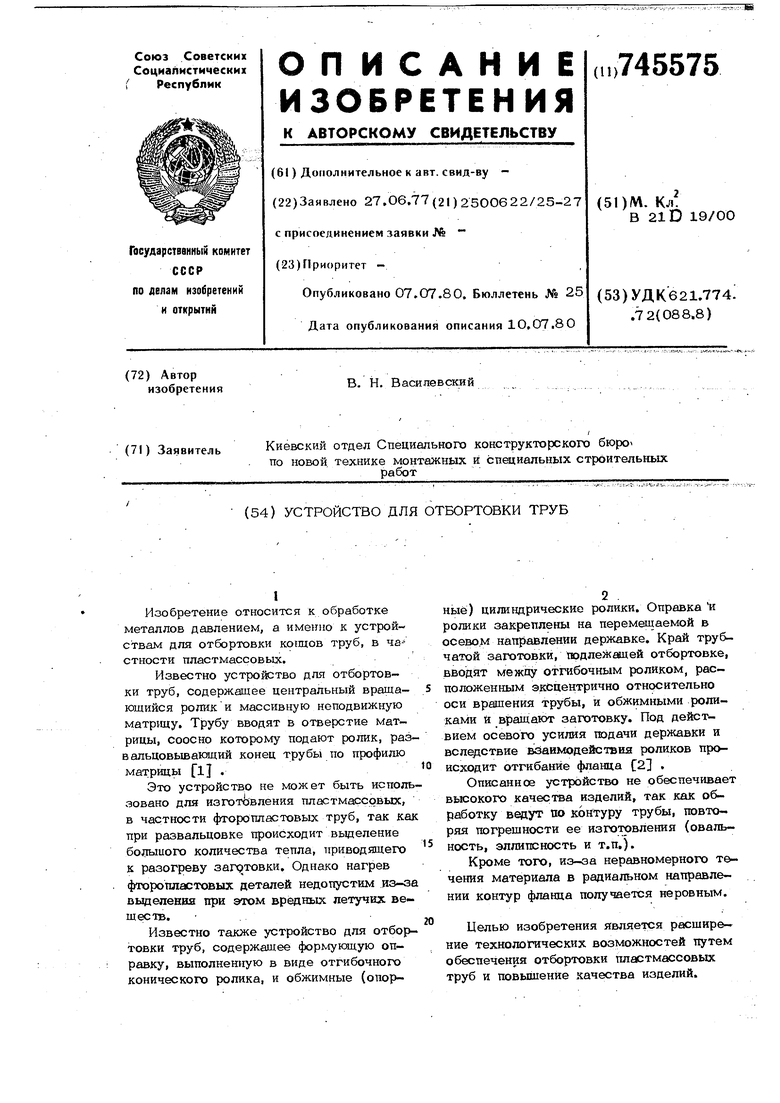
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ДВОЙНОЙ П-ОБРАЗНОЙ ОТБОРТОВКИ НА ЗАГОТОВКАХ КРУГЛОЙ ФОРМЫ | 2018 |
|
RU2704342C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Устройство для закатки дна и поднятия верхнего бурта | 1985 |
|
SU1329875A1 |
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Устройство для навивки гибких проволочных валов | 1990 |
|
SU1811952A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗОВОГО КОМПЕНСАТОРА ТЕМПЕРАТУРНЫХ УДЛИНЕНИЙ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2022 |
|
RU2791559C1 |
| Устройство для намотки секций конденсаторов | 1987 |
|
SU1534530A2 |
иг 1
f6
-i- ,
