Изобретение относится к обработке металлов давлением и может быть использовано для изготовления конической посуды из листового металла.
Цель изобретения - повышение надежности и качества за счет обеспечения устойчивого положения заготовки на рабочей позиции.
На фигИ изображена установка, об--JQ 26. При подъеме коническая оправка щий вид; на фиг,2 - вид А на фиг.1| 3 входит в обечайку 26 и продолжает
27 в
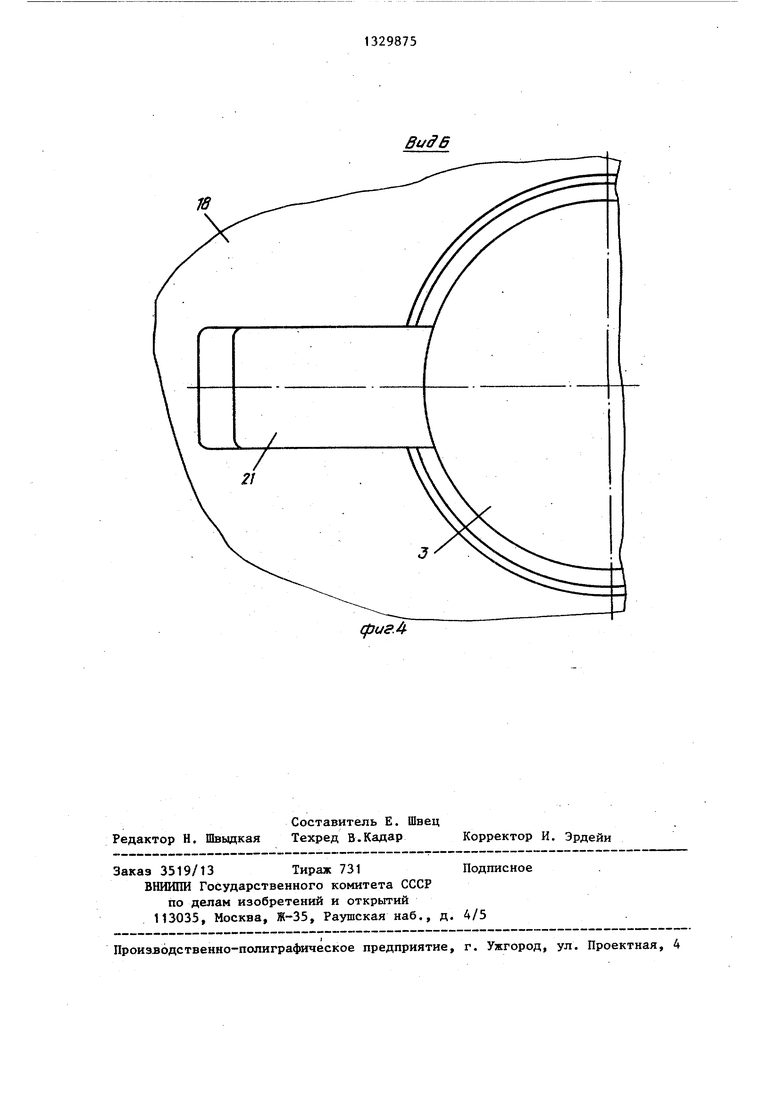
на фиг.3 - перекрыватель; на фиг.4 - вид В на фиг.З.
Установка для закатки дна и поднятия верхнего бурта содержит станину 1 (фиг.1), на которой размещены шпиндель 2 с конической оправкой 3, пнев- мопривод 4 подъема оправки, направляющие грейферного транспортера 5 и электропривод 6. К станине 1. крепят приставную раму 7.
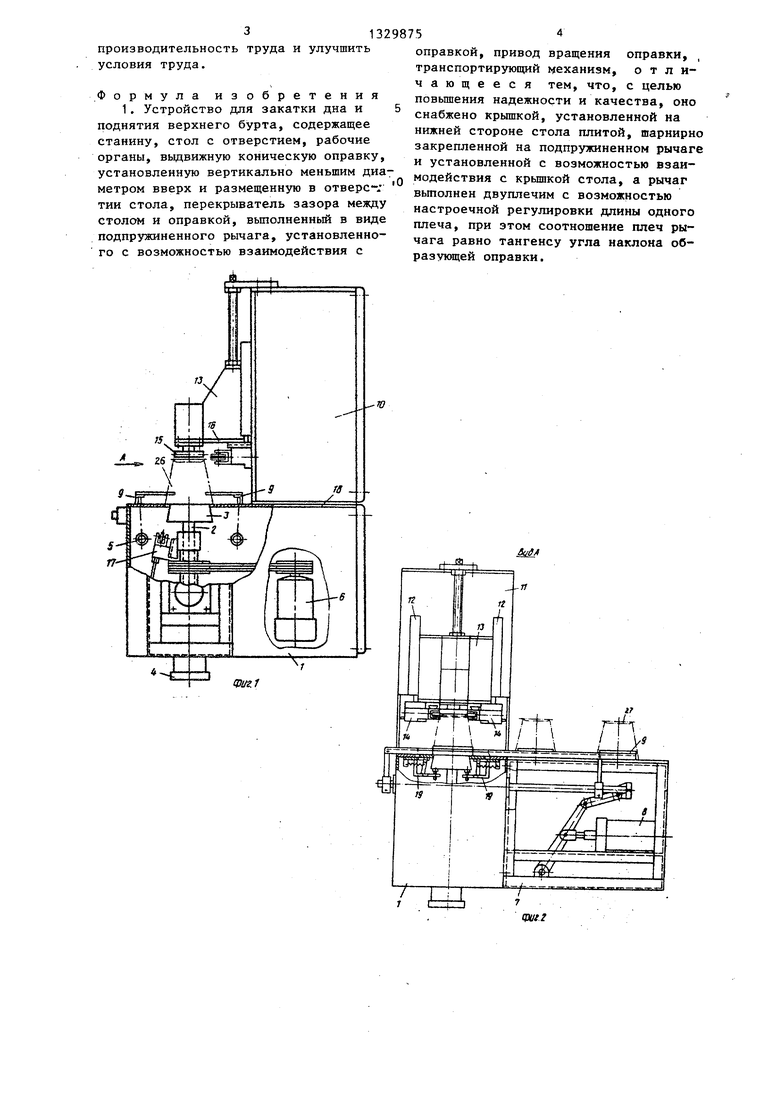
В раме 7 установлен пневмопривод 8 грейферного транспортера 9. На станине 1 (фиг.1) установлена тумба 10. На передней стенке 11 (фиг.2) тумбы 10, в направляющих 12, закреплен суппорт 13, имеющий возможность регулировки по высоте.
Гидроприводы 14 подачи закатньсх роликов г и | операций закатки и планшайба 15 закреплены на нижней стенке 16 суппорта 13. Гидроцилиндр 17 подачи отбуртовочного ролика прикреплен к корпусу шпинделя 2.. На станине установлен стол 18 с отверстием, в котором размещена коническая оправка 3. В зазоре между столом и оправкой находится перекрыватель 19 зазора, установленный заподлицо с верхней плоскостью стола 18 и конической оправкой 3, поджатый крьяикой 20, которая прикреплена к нижней стороне стола 18.
Перекрыватель 19 зазора выполнен в виде плиты 21, шарнирно закрепленной на двуплечем рычаге 22, плечи которого и отрегулированы так, чтобы их соотношение равнялось тангенсу угла наклона образующей оправки 3. В горизонтальном плече 25 рычага 22 установлен нажимной болт 23. Рычаг 22 с нажимным болтом 23 постоянно поджат к оправке 3 пружиной растяжения 24.
Устройство для закатки дна и поднятия верхнего бурта работает следующим образом.
Обечайку 26 с уложенным на нее до- ньшком 27 вручную устанавлива от на приставную раму 7, зажимают захватны15
20
30
подъем до упора доньппка г / в планшайбу 15, после чего включают элект ропривод 6 вращения конической опра ки 3 и последовательно срабатывают исполнительные механизмы закатки 14 и отбуртовки 17.
По окончании процесса закатки электропривод 6 отключают, обечайка 26 останавливается, и исполнительны механизмы 14 и 17 занимают исходное положение. При этом шпиндель 2 с оп равкой 3 опускают вниз, одновременн сводя захватнЕ 1е упоры грейфера 9, 25 который перемещает готовое изделие из зоны обработки и устанавливает н его место след-упощую обечайку.
Съем изделия с оправки 3 осущест вляют за счет упора изделия в стол 18 при опускании оправки 3.
При перемещении по плоскости сто ла 18 изделие последовательно прох дит правый пгрекрыватель 19, верхню плоскость конической оправки 3 и левый перекрыватель 19 и занимает рабочее положение симметрично оси оправки 3.
При подъеме оправки 3, которая о пускает нажимной болт 23, рычаг под 4Q действием пружины 24 начинает повор чиваться и сдвигать плиту 21, освобождая щель для прохода оправки 3, но постоянно оставаясь прижатой к о равке 3 до полного входа ее в обеча 5 ку 26.
При дальнейшем подъеме оправки 3 плита 21 упирается в край стола 18 и останавливается, обеспечивая щель для опускания опразки 3. При пропус кании оправка 3 наишмает на болт 23 и возвращает перекрыватель 19 в исхо ное полонсение.
Все процессы по транспортировке выполнению технологических операций выполняют автоматически без останов устройства.
Использование изобретения позволя автоматизировать процесс закатки дн и отбортовки верхнего бурта, повыси
35
50
55
ми упорами грейферного транспортера 9 и подают в рабочую зону закатки. Штанги грейфера 9 перемещаются по направляющим 5,
Одновременно с подъемом шпинделя 2 (фиг.1) с конической оправкой 3 захватные упоры грейферного транспортера 9 разводят, освобождая обечайку
27 в
5
0
0
подъем до упора доньппка г / в планшайбу 15, после чего включают электропривод 6 вращения конической оправки 3 и последовательно срабатывают, исполнительные механизмы закатки 14 и отбуртовки 17.
По окончании процесса закатки электропривод 6 отключают, обечайка 26 останавливается, и исполнительные механизмы 14 и 17 занимают исходное положение. При этом шпиндель 2 с оп- , равкой 3 опускают вниз, одновременно сводя захватнЕ 1е упоры грейфера 9, 5 который перемещает готовое изделие из зоны обработки и устанавливает на его место след-упощую обечайку.
Съем изделия с оправки 3 осуществляют за счет упора изделия в стол 18 при опускании оправки 3.
При перемещении по плоскости сто - ла 18 изделие последовательно проходит правый пгрекрыватель 19, верхнюю плоскость конической оправки 3 и левый перекрыватель 19 и занимает рабочее положение симметрично оси оправки 3.
При подъеме оправки 3, которая отпускает нажимной болт 23, рычаг под Q действием пружины 24 начинает поворачиваться и сдвигать плиту 21, освобождая щель для прохода оправки 3, но постоянно оставаясь прижатой к оправке 3 до полного входа ее в обечай- 5 ку 26.
При дальнейшем подъеме оправки 3 плита 21 упирается в край стола 18 и останавливается, обеспечивая щель для опускания опразки 3. При пропускании оправка 3 наишмает на болт 23 и возвращает перекрыватель 19 в исходное полонсение.
Все процессы по транспортировке и выполнению технологических операций выполняют автоматически без останова устройства.
Использование изобретения позволяет автоматизировать процесс закатки дна и отбортовки верхнего бурта, повысить
5
0
5
производительность труда и улучшить условия труда.
.Формула изобретения
1. Устройство для закатки дна и поднятия верхнего бурта, содержащее станину, стол с отверстием, рабочие органы, вьщвижную коническую оправку, установленную вертикально меньшим диаметром вверх и размещенную в отверс-v тин стола, перекрыватель зазора между столом и оправкой, вьшолненный в виде подпружиненного рычага, установленного с возможностью взаимодействия с
оправкой, привод вращения оправки, , транспортирующий механизм, отличающееся тем, что, с целью повьшения надежности и качества, оно снабжено крышкой, установленной на нижней стороне стола плитой, тарнирно закрепленной на подпружиненном рычаге и установленной с возможностью взаимодействия с крьшкой стола, а рычаг вьтолнен двуплечим с возможностью настроечной регулировки длины одного плеча, при этом соотношение плеч рычага равно тангенсу угла наклона о6- разукщей оправки.
MJI
18
(риеЛ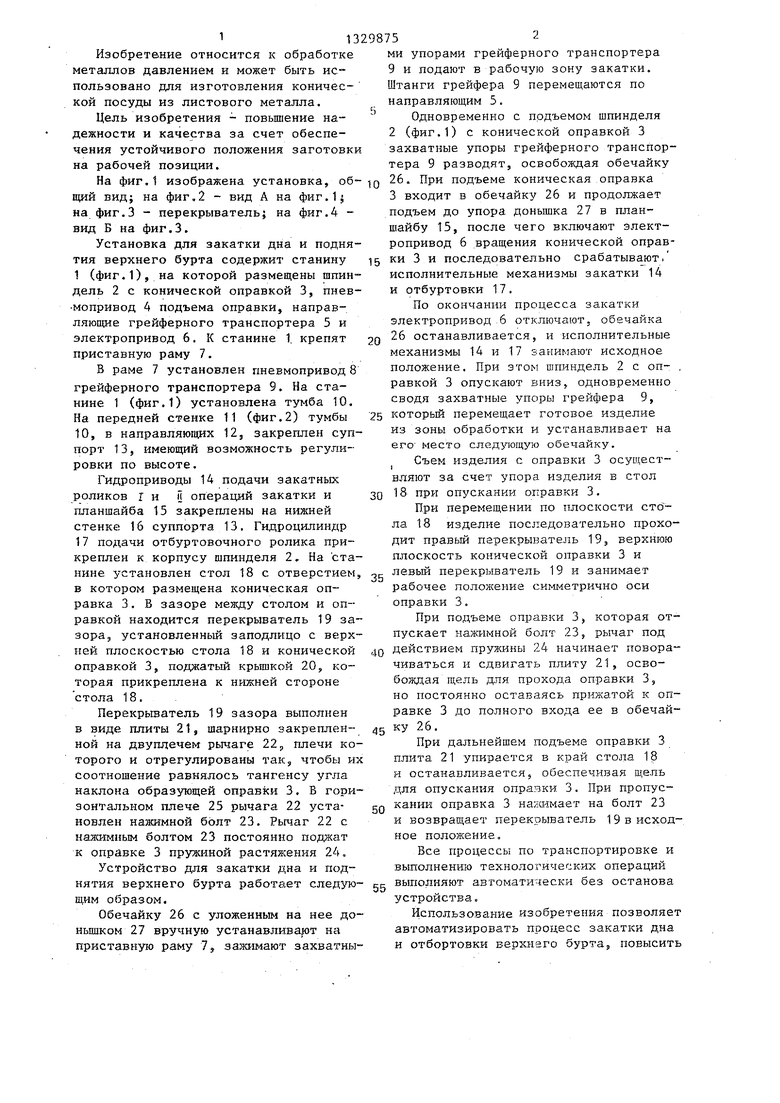
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для зиговки ребер жесткости и отбортовки конических тел вращения | 1986 |
|
SU1368092A1 |
| СТАНОК ДЛЯ МНОГООПЕРАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1971 |
|
SU415071A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Станок для отбортовки и закатки жестяных изделий | 1988 |
|
SU1683846A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Копировально-закаточный станок | 1988 |
|
SU1611507A1 |
| СТАНОК ДЛЯ СОЕДИНЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 1971 |
|
SU288924A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СНИМАНИЯ ЛИСТОВ БУМАГИ СО СТОПЫ ПОСРЕДСТВОМ ПРИСАСЫВАНИЯ | 1927 |
|
SU8102A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления конической посуды из листового металла. Цель изобретения - повышение надежности и качества за счет обеспечения устойчивого положения заготовки на рабочей позиции. Устройство содержит станину, стол с отверстием, коническую вертикальную оправку, рабочие органы, привод, перекрыватель зазора между столом и оправкой и транспортируюпрш механизм. Обрабатываемая обечайка с уложенным на нее донышком устанавливается на верхнюю плоскость приставной рамы.Затем обечайка грейферным транс-° портером подается в зону обработки, перемещаясь по плоскости стола и плиты перекрывателя. После установки обечайки на рабочей позиции произво-- дят подъем оправки с последующей закаткой дна. 4 ил. 21 Ю 19 У777У77 77 ///7///У/7 s NStX- . У////// ///////У/ 24 б сриг-3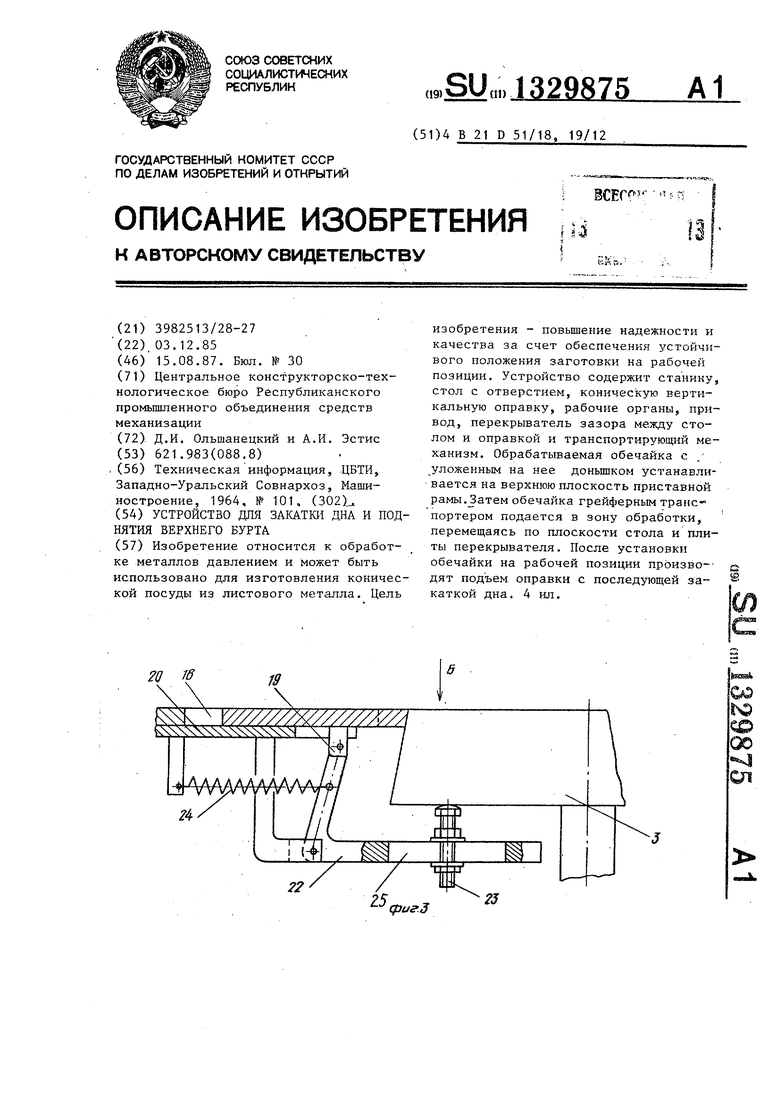
Редактор Н. Швыдкая
Составитель Е. Швец
Техред В.Кадар Корректор И. Эрдейи
Заказ 3519/13 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
