Устройство для подачи проката на рольганг относиггся к обработке металлов давлением, и, в частности быть применено при передаче длинномерного проката с транспортера на рольганг прокатного стана. Известно устройство для подачи длинномерного профильного проката на рольганг обрабатывающей машины, содержащее ложементы для поштучной укладки длинномерного уголкового проката, выполненные в виде расположенных в го- риаонггальной плоскости неподвижных швеллеров, и механизм перемещения длин номерного уголкового проката вдоль указанных ложементов, выполненный в виде цепных транспортеров с закреплен ными на их ветвях захватами, взаимодействующими с торцом полки jlj. Недостаток известного устройства состоит в том, что оно обеспечивает подачу уголкового проката на качающийся рольганг, снабженный индивидуальным пр водом поворота, что приводит к .необхоДи синхронизации работы указанного привода поворота рольганга и привода ьлеханизма перемещения захватов, устрой- ства для подачи проката на рольганг, что снижает надежность работы устройства. Кроме того, известное устройство с ладает невысокой производительностью по той причине, что для загрузки очередной заготовки на рольганг необходим поворот последнего для ориентации приемных роликов относительно ложементов устройства для подачи проката, все это удлиняет цикл загрузки и снижает производнтельность устройства. Известно также устройство для подачи на рюльганг, содержащее основание, установленные на основании опоры н смонтированные в опорах валы, насаженные на валы ведущие и ведомые авездочки, установленные на звездочки цепные транспортеры с ложементами, рольганг н механизм для подачи проката с транспортера на рольганг с захватами f2l.
Недостаток усгройслва .зшлЛ1с-м ;;лол том, что 1ФИ переуЕ ;адкв длинномерых заготовок профилы-ior-o проката с ранспортеров на приемный рольганг обабатывающей машины производите захват ескольких заготовок из пачШ npoicaraj уложенной на транспортерахз и бвспо- . ядотный сброс их при вращении захватов по круговой траектории на укавак ный рольганг, что исключает Е.оэмох йсг;т ь ориентирования эаготов1ш профильного аре ката на приемном рольгангва котсрое Heo6jr.O имо при обработку заготовки, например на дыощзобивном прессе с ЧПУ s и является при- чиной снижения технологических вазмоУл ностей устройстве
Кроме того, недостаток йЗБе,ст;иогсустройства заключается в том что oisc имеет увеличенные габариты вследст.зие того, что захваты для иереукладюя а&:г1 товок, приводимые от индивиду а льаот с. 1фивода, смонтированы на валу, вьтесг ном за пределы трансяортероВе,
Цель изобретения - повышение кадэж кости работы и уменьшекне габарктов.
казанная цель достигается что механнам для нодачн проката с .нс портера на рольганг вь15:голнен в виде четыреиилршфного Rapannej югр о мехахшзма имеющего зедушке аненьк, установленные на вапу ведуахей зве здоч- iCE с воз1.ожностыо ггловой; регу1.4ров;Шз оси с онораш5, усЛаповпенньПЛи ч а ослоааниа и ведомые звенья,, ра.з;.;.га 5нные на ЭТЮЕ, ос.як, а аакваты рас1 :дожень на концах указанных с шаг-си-л. соответетвующим ложементов трелспортеров
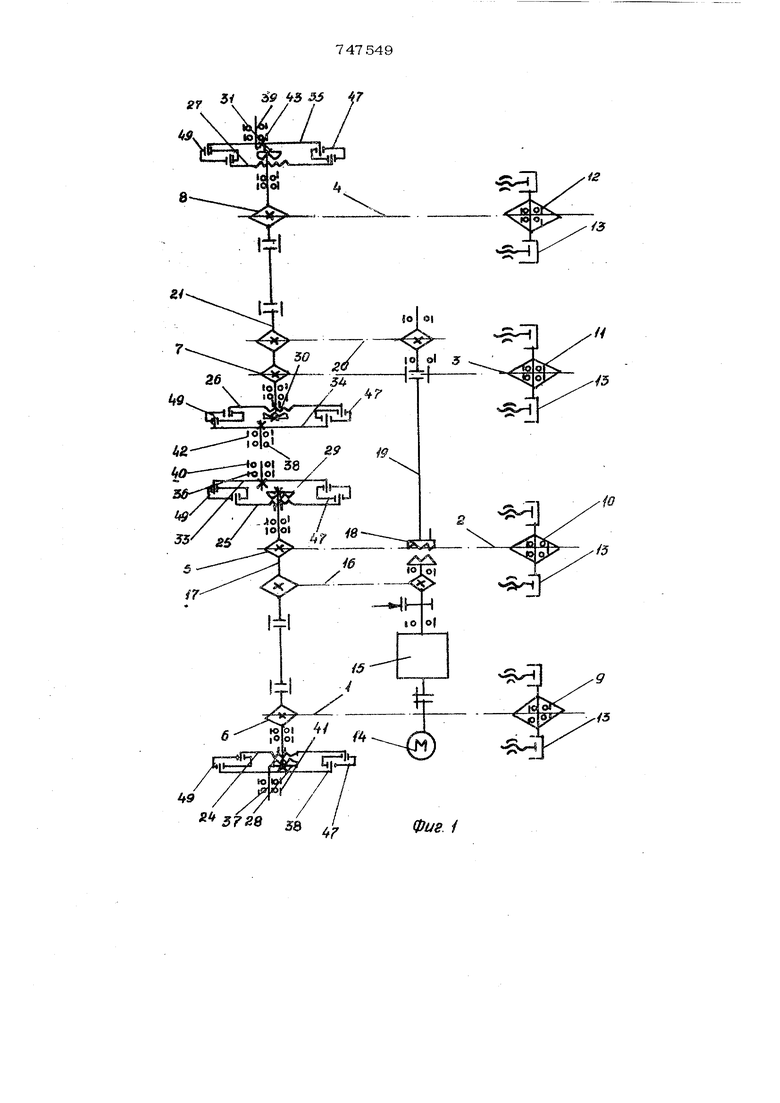
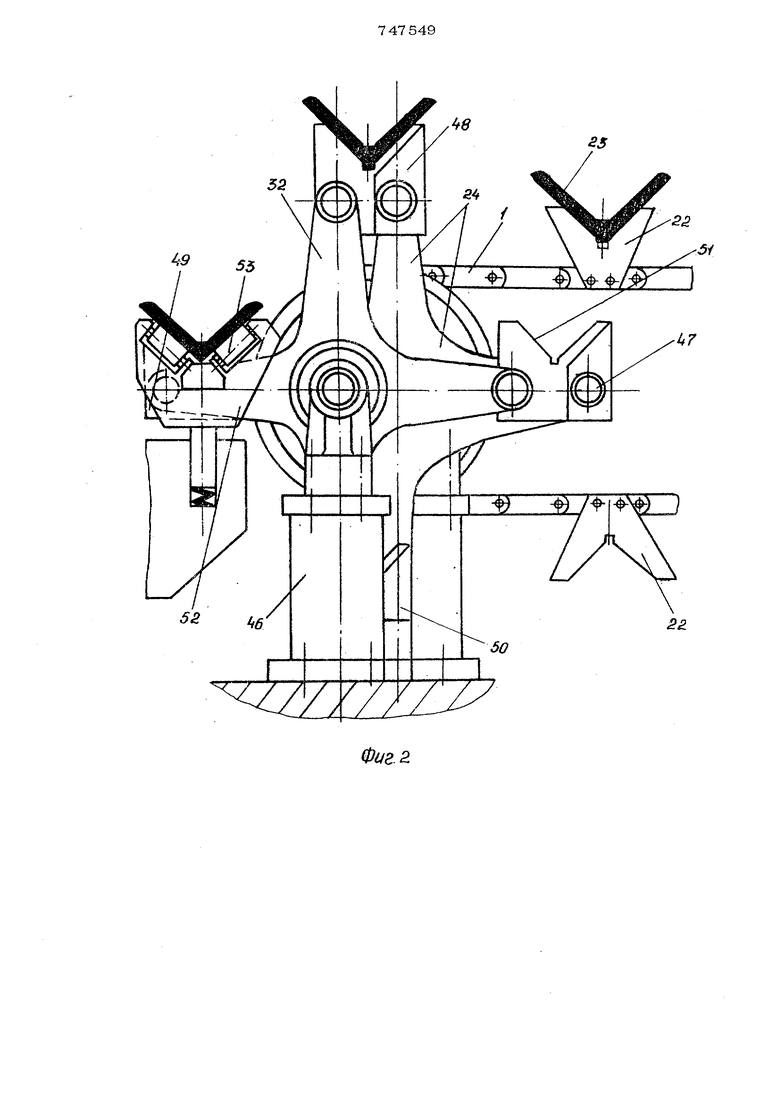
На. фго, 1 ивображена ккнек-гатическ.ая схема прэдлагаемого устрой-гва:, на фиг 2 то же, вид сбоку; на №J 3 то же, йяд спереди.
Устройство для длиннс;мерного фасонногс гфоката на рольганг обрабатывающей машины содержи г рас голой-ляные в вертикальной плоскости ло.ралле.пь ные , ценные транспортеры .1--4;, надетые на ведущие звездочки 5-8 к ведсыые авеадочки 9-12s снабженные натяжлыми устройствами IS, привод укааавных тра.нспортеров, включающий в себя элек-тродвигатедь 14, редуктор 1.5, выходной Бал которого посредством цепной переда-чи 16 связан с валом 17s ыа котором посажены ведупще звеадочки 5-6,и через управляемую кулачковую муфту IS, вал 19 и цепную передачу 20 с валом 21, несущим на себе ведущие звездочки
94
;-сЗ.. Не, :::с.::,ВЯл iiojiraoro яз транспортеpo.tj 1-4 сьонтированы лоясементы 22, служащие для ориентации длинномерного проката 23 в заданном положении при его
загрузке на цепные транспортеры 1-4.
Кахсдый. из цепных транспортеров 1-4 снабжен рс1ЛД1ально располол.еннь5ми четырехшарнирными параллелограммными ме хйНйЯ :.;ами;,5 ведущие звенья которых 24-27
зшгреплень с воаможностью угловой реTv jiTOoBKii при помощи зубчатых муфт (с мышиным зубом) 28-31 на кошшх в.алов 17 и 21 несущих ведущие звездочки 5-8, а вэдомые звенья 32-35 на
осях 36-39 установлены в подшш - .tnoiax смонтированных в опорах 44 и 45, аа фепленных на основании .фенспортеров 46:, Перемещаемые по круговой TpaieiCTOpHH;, зах-Ваты 47--50 расположены
на кошде..к ведущих звеньев 24-27 и ведомых .звеньев 32-35 и шарнир но соединены с; ними, захвать; 47-50 .:1неиы с опорными ловерхностяущ 51 под фасошиз1й прокат идентичными опорншк--;
поверкаостям ложементов 22 и уставэйле;аь1 на концах звеньев 24-27 и 32-35;;.; шагом, осСТВэтстБующим шагу пожема;:тоз 22 на транспортерах 1-4, причем соответствие Гаага ложементов .2;1- к зал,ватов 47-50 достигается за, C:4:JT угловой регулиров1ш п.ослед1-юх пр- домошл ауолатых муфт- 28-31,
Рольганг 52 обрабатывающей :..ашкнь 1, не показано) служит для пркэиа п.роката в ориентированном положекии, причем захваты 47-50 перемещаются между приемными роликами 53 рольгы-гга 52.. Устройство дл подачи длин-номерного профильного проката, на рольганг
обрабатывающей машины рабо1 ает сле дуьощим образом.
В исходном положении лоухйменты 22 транспортеров 1 и, 2 загружеи.ы при помощи магнитоу1шедчшса (не показан)
длинномерным профил..1 прокатом, наnpiHMep -уголковым, муфта 18 разомкн т-а. а рояьганг 52 иодго-говлегн к приему проката. При .зключении электродвигателя 1-4 редуктор 15 передает .вращенле чеpas депную передачу 16 на вал 17, несущий ведущие звеадочки 5 и 6, в результате чего оди:овременно приводятся в р ьиженне ложементы 22, несущие угол.ковый ирокатг ведущие Звенья 24-27
и ведомы.е звенья 32-35 шарнир.сю сое дщюнные между .побои захватами 47-50.
Вследствие синхронного перемещений .можементов 47--5О с одинаковым щагом,.
захваты 47 подходят под уголковый прокат, причем опорные поверхности 51 указанных захватов оказываются сориентированными с опорными поверхностями ложементов 22 к производят съем длинномерного уголкового проката с ложементов 22 и перенос го на рольганг 52. Переносный в ориентированном положении на рольганг 52 уголковый прокат, задается в рабочую зону обрабатывающей машины.
При очередном подходе следующих захватов 48-5О под уголковый прокат, уложенный на соответствующих ложементах 22, цикл работы устройства повторяется в той же последовательности, как было описано.
В случае, если длина длинномерного фасонного проката значительно превышает расстояние между транспортерами 1 и 2, укладка проката производится и на соответствующие ложементы 22 транспортеров 3 и 4ч, Для ciiHxpoHHoft работы указа1шых транспортеров снабженных четырехшарнирными параллелограммными механизмами; несущими захваты 48-50, производится сцепление кулачковой муфты 18, чем достигается передача врашеки от редуктора 15 через цепные передачи 16, 2О валам 17, 21.
Таким образом, предложенное техничем ское решение обеспечивает ориентированную подачу длинномерного материала на рольганг обрабатывающей машины, что дает возможность производить обработку профильного проката на мащинах с ЧПУ, кроме того, снижаются габариты устройства для подачи длинномерного проката, а также его вес за счет уменьшения числа приводов, расширяются его технологические возможнсх ги.
Экономический эффект от его использования составит ЗОООО руб. в год.
Формула изобретения
Устройство для подачи проката на рольганг, содержащее основание, установленные на основании опоры и смонтированные в опорах валы, насаженные на ведущие валы и ведомые звездочки, установленные на звездочки цепные транспортрь с ложементами, рольганг и механизм подачи проката с транспортера на рольганг с захватами, отличающееся тем, что, с целью повышения надежности работы и уменьшения габаритов, механизм для подачи проката с транспортера на рольганг выполнен в виде четырехшарннрного параллелограммного механизма, имеющего ведущие звенья, установлеиные на валу ведущей звеадочки с возможностью угловой регулировки , оси с опорами, установленными на основании и ведомые звенья, размещенные на этих осях, а захваты расположены на концах указанных звеньев с щ.агом, соответствующим шагу ложеме гов транспортеров.
HcTOHHHKii шсформациИ; принятые во внимание при экспертизе
1.Патент США № 3498167, кл, 83-71, 1971.
2.Технолопы, организация и механизация куанечно-прессового и заготовителыюго производства, информационный листок, серия 1О-06, № О015-72.
3/ & s .ss
A
/3
Фие. /
Фиг. 2.
Фи5.Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Устройство для укладки в стопу плоских предметов | 1975 |
|
SU648432A1 |
| Транспортер для брусьев с автоматическим отсекателем | 1949 |
|
SU81199A1 |
| Приводной рольганг | 1990 |
|
SU1722973A1 |
| Приводной рольганг | 1978 |
|
SU727524A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Устройство для затяжки и открытия контактных зажимов алюминиевых электролизеров | 1978 |
|
SU751841A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |