(54) УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб | 1978 |
|
SU747561A2 |
| Устройство для сварки труб | 1980 |
|
SU902888A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1984 |
|
SU1186447A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Установка для сварки продольных швов цилиндрических обеаек | 1975 |
|
SU554985A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ | 1973 |
|
SU419351A1 |
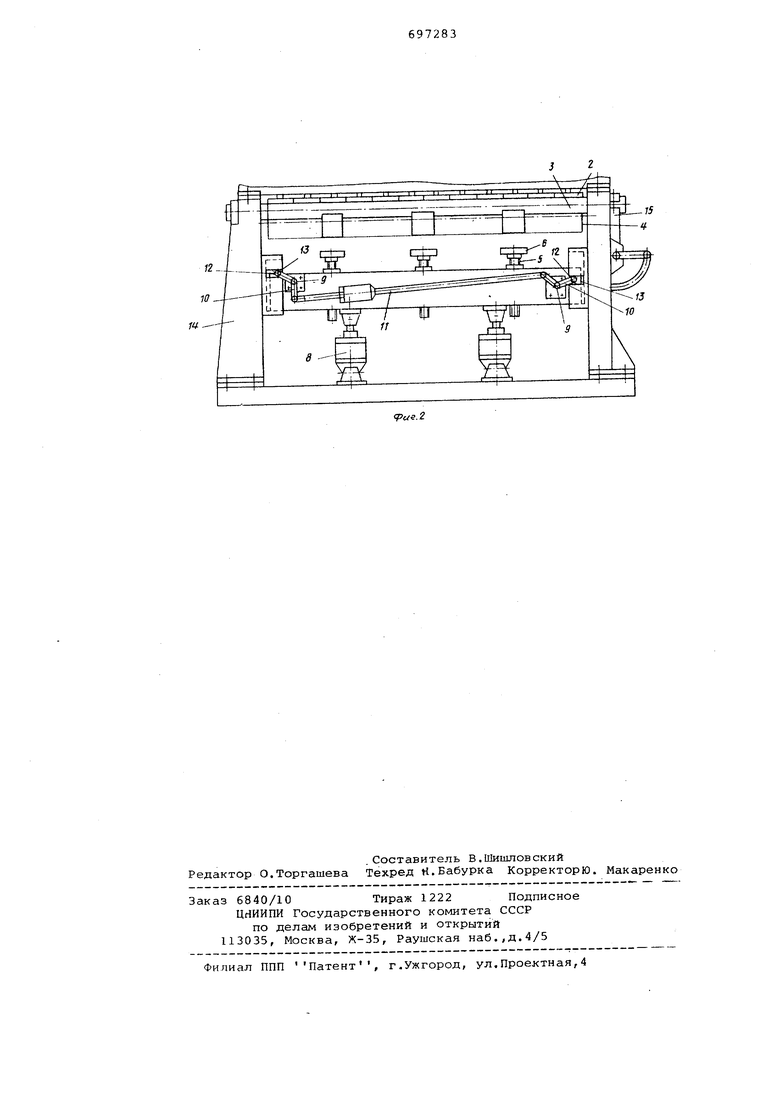
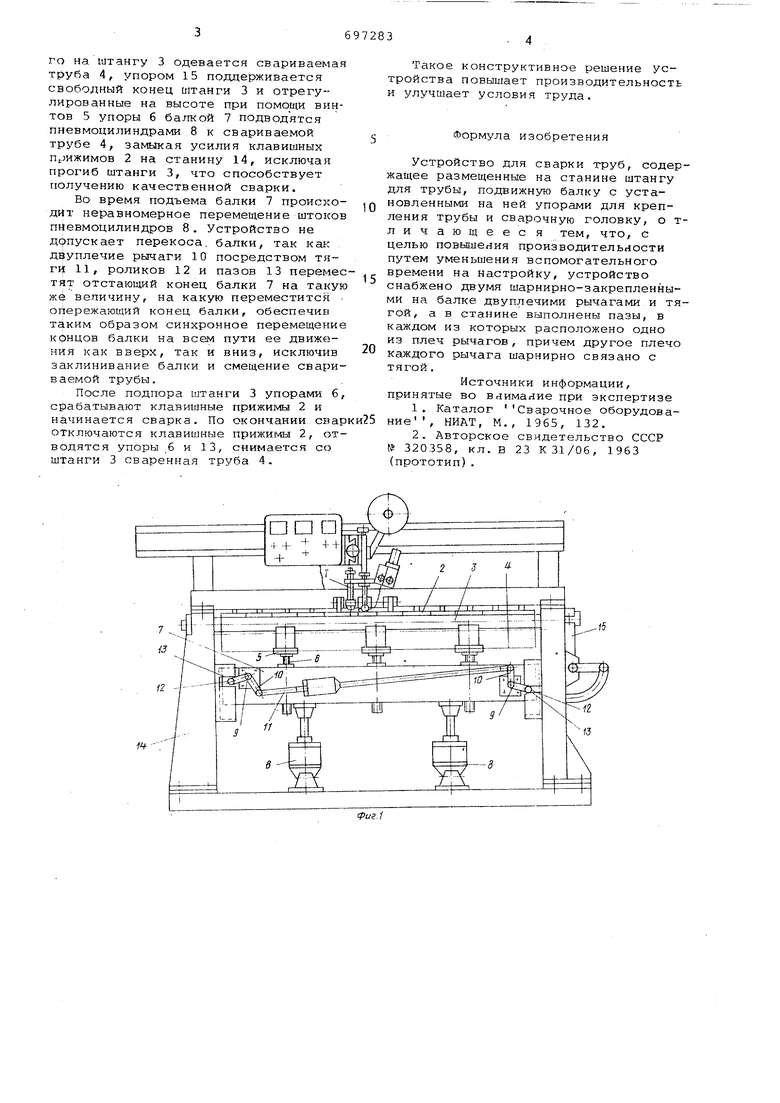
Изобретение относится к области, сварки и может быть использовано для дуговой сварки продольного шва труб малого диаметра (менее 100 мм) и малой толщины стенки (менее 2 мм) из предварительно сформованных конечных длин заготовок.. Известно устройство, содержащее штангу, на которую одевается свариваемая трубная заготовка мерной длин клавишные прижимы для надежного под жатия свариваемых кромок трубы к шта ге и сварочную головку, движущуюся вдоль стыка неподвижной трубы 1. Известно также устрой:;тво для сварки труб, содержащее эазмещеннне на станине штангу для трубы, подвижную балку с установленными на ней упорами для крепления трубы и сварочс1ую головку 2 . Недостатком этого устройства является значительное вспомогательное время на настройку. Целью изобретения является повышение производительности путем умень шения вспомогательного времени на настройку. Цель достигается тем, что устройство снабжено двумя шарнирно-закреп ленными на балке двуплечими рычагами и тягой, а в станине выполнены пазы, 3 каждом из которых расположено одно из плеч рычагов, причем другое плечо каждого рычага шарнирно связано с тягой. ria фиг.1 показано устройство с поднятой балкой, когда упоры балки взаимодействуют с подвижными упорами штанги; на фиг.2 - то же, с опущенной вниз балкой, когда упоры балки не касаются упоров штанги. Устройство состоит из сварочной головки 1, клавишных прижимов, 2, штанги 3 с подвижными упорами, на которую одевается свариваемая труба 4. Упоры 5 поддерживают штангу 3 и регулируются при помощи винтов 6. Подвижная балка 7 перемещается пневмоцилиндрами 8. rfa балке 7 смонтированы оси 9 двуплечих рычагов 10, одни плечи которых связаны тягой 11/ другие при помощи роликов 12 взаимодействуют с пазами 13, выполненными на станине 14. Штанга 3 одним концом жестко закреплена на станине 14, другой конец штанги поддерживается откидываемым упором 15. Работа устройства начинается с откидызалия упора 15 и опускания балки 7 с упорами 6 вниз. После этого на штангу 3 одевается свариваема труба 4, упором 15 поддерживается свободный конец штанги 3 и отрегулированные на высоте при помощи вин тов 5 упоры б балкой 7 подводятся пневмоцилиндрами 8 к свариваемой трубе 4, замыкая усилия клавишных прижимов 2 на станину 14, исключая прогиб штанги 3, что способствует получению качественной сварки. Во время подъема балки 7 происхо дит неравномерное перемещение штоко пневмоцилиндров 8. Устройство не дс пускает перекоса, балки, так Kai-: двуплечие рычаги 10 посредством тяги 11, роликов 12 и пазов 13 переме тят отстающий конец балки 7 на таку же величину, на какую переместится опережающий конец балки, обеспечив таким образом синхронное перемещеьше концов балки на всем пути ее движения как вверх, так и вниз, исключив заклинивание балки и смещение свариваемой трубы. После подпора штанги 3 упорами б срабатывают клавишные прижимы 2 и начинается сварка. По окончании евар otключaютcя клавишные прижимы 2, отводятся упоры б и 13, снимается со штанги 3 сваренная труба 4. Такое конструктивное решение устройства повышает производительность и улучшает условия труда. Формула изобретения Устройство для сварки труб, содержащее размещенные на станине штангу для трубы, подвижную балку с установленными на ней упорами для крепления трубы и сварочную головку, о тличающееся тем, что, с целью повышения производительности путем уменьшения вспомогательного времени на настройку, устройство снабжено двумя шарнирно-закрепленными на балке двуплечими рычагами и тягой, а в станине выполнены пазы, в каждом из которых расположено одно из плеч рычагов, причем другое плечо каждого рычага шарнирно связано с тягой. Источники информации, принятые во внимание при экспертизе 1,Каталог Сварочное оборудование , НИАТ, М., 1965, 132. 2.Авторское свидетельство СССР № 320358, кл. В 23 К31/06, 1963 (прототип).
