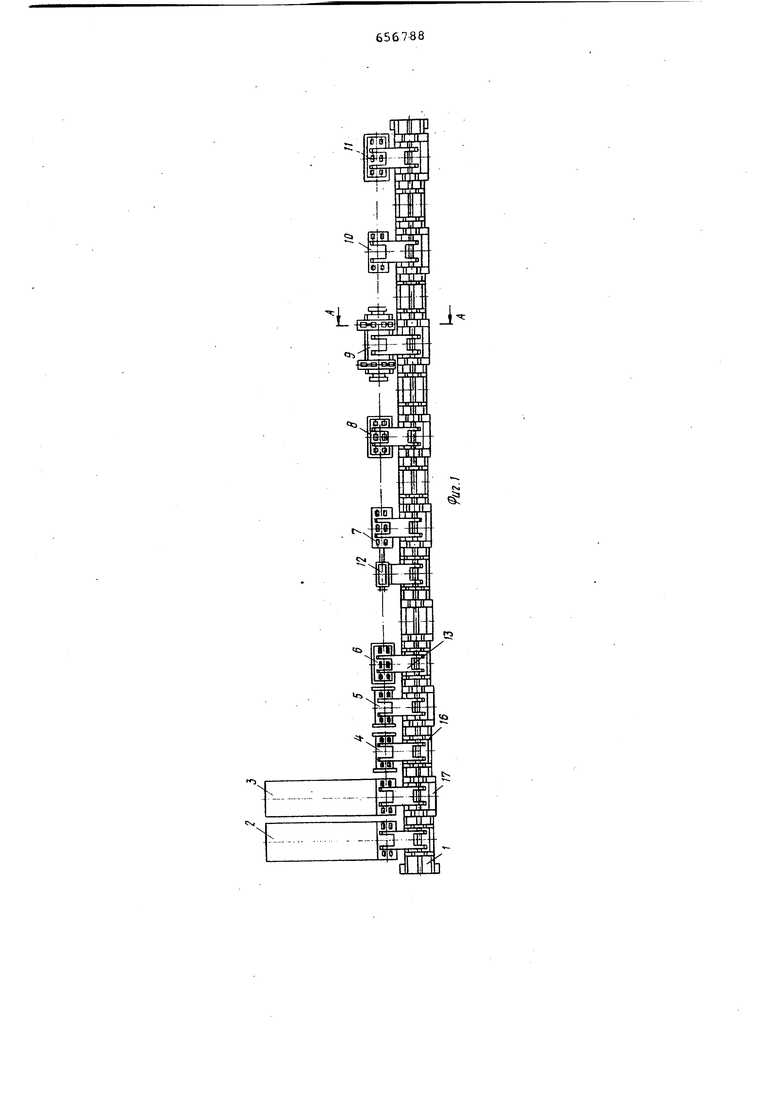
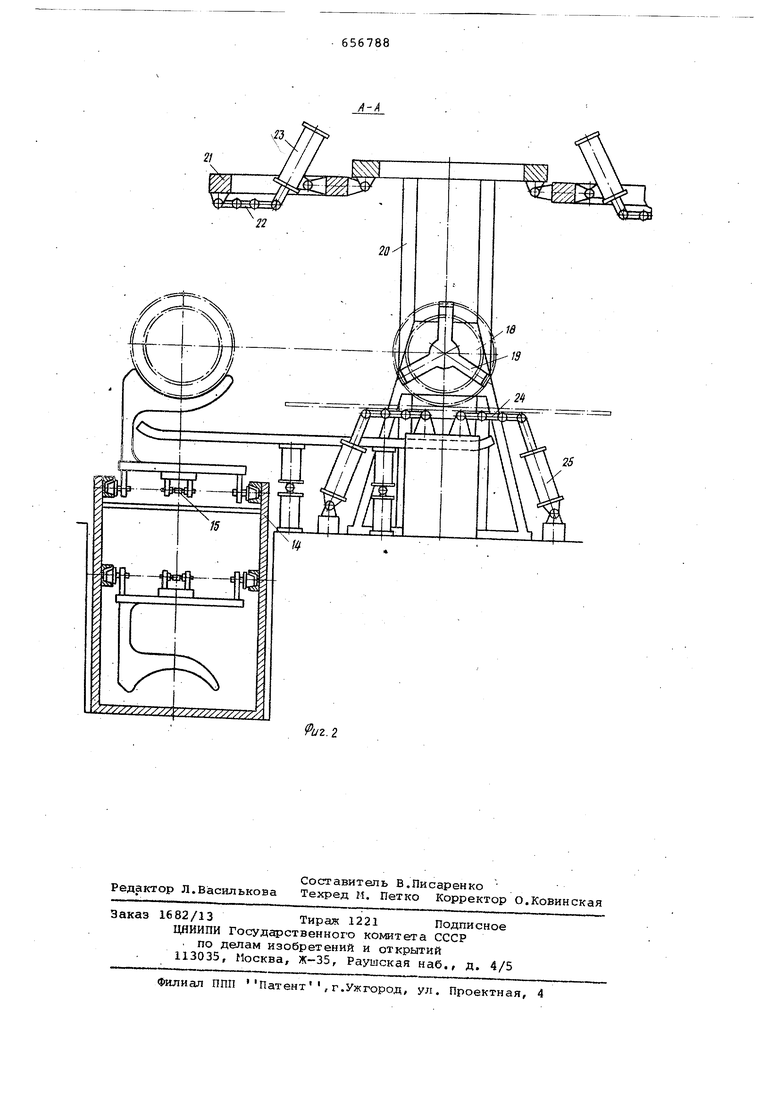
гнческое оборудование выполнено в ви де стенда сборки и сварки внутренних обечаек, установки для проверки свар ных швов внутренних обечаек на герметичность, стенда сборки и сварки наружных обечаек, установки для проверки сварных швов наружных обечаек на герметичность, стенда для сборки одна в другую обечаек и сварки их, стенда для обертывания наружной обечайки полотнищем кожуха, кан тователя для сварки обечаек в сборе и установки для проверки на герметич ность сварных швов, причем каждая единица технологического оборудования для обработки внутренних обечае чередуется с каждой единицей технологического оборудования для обработки наружных обечаек, а указанная группа единиц технологического обору дования для обработки обечаек в сбо ре размещена за последней единицей технологического оборудования для наружных обечаек. На фиг. 1 показана предлагаемая поточная линия сборки и сварк ки металлоконструкций, преимуществен но корпусов теплогенераторов; вид в плане; на фиг. 2 - разрез по А-А на фиг. 1. Поточная линия сборки и сварки металлоконструкций, преимущественно корпусов теплогенераторов, содержит шаговый транспортер 1 и смонтированное вдоль шагового транспортера 1 технологическое оборудование: накопи тель 2 внутренних обечаек,, накопитель 3 наружных обечаек, стенд 4 ДЛЯ сборки и сварки внутренних обечаек , стенд 5 для сборки и сварки наружных обечаек, установку 6 испытания герметичности внутренних обечаек, стенд 7 для сборки,и сварки одна в другую указанных обечаек, установку 8 испытания герметичности сварных швов, стенд 9 для обвертывания наружной обечайки полотнищем кожуха, роликовый кантователь 10 для сварки цилиндрического корпуса теплогенератора и установку 11 для испытания герметичности цилиндрического корпуса теплогенератора, а также перегружатель 12. Между технологическим оборудованием 2-11, а также перегружателем 12 и шаговы транспортером 1 установлены наклонные скаты 13. Перегружатель 12 установлен с возможностью перемещения паьраллельно основанию шагового тран портера 1 и смонтирован соосно со стендом 7 для сборки и сварки одна другую внутренних и наружных обечае Шаговый транспортер 1 состоит из рамы 14, приводной цепи 15, на кото рой закреплены на одинаковом, равно шагу транспортера 1 расстоянии друг от друга чередующиеся вдоль основания транспортера 1 группы ложемен ментов 16, выполненных по форме по884верхности внутренней обечайки,и локементов 17,выполненных по форме поверхностей наружной обечайки и цилиндрИ ческого корпуса теплогенератора. Стенд 9 для обвертывания наружной обечайки полотнищем кожуха состоит из кантователя 18 с захвата 19, смонтированного внутри пространственного каркаса 20, на верхней части которого закреплены поворотные приводные рамки 21, на каждой из которых установлена обжимка 22 с пневмоприводом 23, На нижней части пространственного каркаса 20 также закреплены обжимки 24 с пневмоприводами 25. Накопитель 2 внутренних обечаек, стенд 4 для сборки и сварки внутренних обечаек и установка б (испытания герметичности, а также перегружатель 12в исходном положении установлены по ходу технологического процесса изготовления внутренних обечаек соосно с ложементами 16 шагового транспортера 1. Накопитель 3 наружных обечаек, стенд 5 для сборки и сварки обечаек, стенд 7 для сборки и сварки одна в другую внутренних и наружных обечаек, установка 8 испытания герметичности сварных швов, стенд 9 для обвертывания наружной обечайки полотнищем кожуха, кантователь 10 для сварки и установка 11 для испытания герметичности цилиндрического корпуса теплогенератора установлены также по ходу технологического про.цесса и соосно с ложементами 17 шагового транспортера 1. РабЬта поточной линии для сборки и сварки металлоконструкций, преимущественно цилиндрических корпусов теплогенераторов, осуществляется следующим образом. Предварительно в накопитель 2 и . накопитель 3 загружают соответствующие обечайки. После этого включают отсекатели (на чертеже не показаны) накопителей 2 и 3, при этом внутренняя обечайка подается из накопителя 2 на размещенный напротив него скат 13, а наружная обечайка подается из накопителя 3 на соответствующий последнему скат 13. Затем включают приводы (на чертеже не показаны) скатов 13для их наклона в сторону шагового транспортера 1, после чего по скатам 13 в соответствующий ложемент 16 перекатывается внутренняя обечайка, а в ложемент 17 - наружная обечайка. Включением обратного хода привода (на чертеже не показаны) скаты 13 наклоняются в сторону, противоположную шаговому транспортеру 1, который после включения привода (на чертеже не показаны) цепи 15 перемещает ложементы 16 и 17 на шаг. Скаты 13/ размещенные между транспортером 1 и стендом 4 для сборки и сварки внутренних обечаек и стендом S ими ((jjpc.H и сварки Fiapy.;:Hfaix об;чаек, после остановки транспортера наклоняются в сторону стендов 4 и 5 После этого каждая обечайка перекат вается F; соответствующий ей стенд 4 или стенд 5, устанвливаетсяв их за ваты (на чертеже не показаны), закрепляется и собирается с перегоро ками и фланцами, а затем сваривает раскрепляется и освобождается от за ватов стенда 4 или стенда 5. Затем скаты 13 наклоняются в сторону шаго вого транспортера 1. При этом внутренняя и наружная обечайки перекатываются на соответствующие ложемен ты 16 или 17, после чего шаговьгй транспортер 1 перемещает ложементы и 17 на шаг. Наклоном следующего ската 13 вну ренняя обечайка перекатывается в сторону установки 6 испытания герме тичности швов, устанавлива ется и закр епляется в ее захватах. После этого отверстия внутренней обечайки заглушаются пробками (на чертеже не показаны), а в полость ее обечайки установкой 6 подается п давлением воздух, по выделению кото рого из сварных соединений судят о герметичности. Испытанная внутрення обечайка освобождается от пробок и раскрепляется в захватах установки 6 Наклоном ската 13 в сторону шагового транспортера 1 испытанная внутренняя обечайка перекатывается в ложемент транспортера 1. После этого включается шаговый транспортер 1 и перемещает ложементы 16 и 17 на шаг. Наклоном следующих скатов 13 в сторону, противоположную транспортеру 1, внутренняя обечайка перекатывается в перегружатель 12, а наружная обечайка - в стенд 7 для сборки и сварки одна в другую указанных обечаек. Эта операция осуществляется после закрепления наружной обечайки в захватах стенда 7 путем перемещения в его сторону перегружателя 12 на расстояние, равное расстоянию между ложементом 16 и ложементом 17, расположенными в одной их группе на транспортере 1. После окончания операции (Сборки и сварки внутренней и наружной обечаек, расположенных одна в другой, перегружатель 12 удаляется от стенда 7 в исходное положение, а скаты 13 наклоняются в сторону шагового транспортера 1. При этом по скату 13, расположенному соосно со стендом 7, наружная обечайка в сборе с внутренней обечайкой перекатывается на ложемент 17 шагового транспортера 1, который после включения привода цепи 15 перемещается на шаг транспортера 1. Наклоном ската 13, расположенного напротив установки 8 испытания герметичности, наружная обечайка перека тывается, устанавливается и закрепля ;н6 ется в захватах установки 8 лля испм-танкя гермр-тичности . После этого отверстия наружной обечайки заглушаются пробками, а в полость обечайки установкой 8 подается под давлением воздух, по выделению которого из сварных соединений судят о герметичности. Испытанная наружная обечайка освобождается от пробок и раскрепляется в захватах установки 8. Наклоном ската 13 в сторону шагового транспортера 1 наружная обечайка перекатывается в ложемент 17. После этого включается шаговый транспортер 1 и перемещает ложемент 17 с расположе нной -на нем наружной обечайкой на шаг. Наклоном следующего ската 13 в сторону, противоположную транспортеру 1, наружная обечайка перекатывается в стенд 9 и закрепляется в захватах 19 кантователя 18. После этого под закрепленную в стенде 9 наружную обечайку подводят полотнище кожуха и включают пневмоприводы 25 обжимок 24. При этом полотнище кожуха обвертывается вокруг нижней части наружной обечайки. Затем включают приводы (на чертеже не показаны) поворота рамок 21 и пневмоприводы 23 обжимок 22 и обвертывают полотнище вокруг верхней части наружной обечайки. Обвернутое полотнище . сваривают с, наружной обечайкой, закрепленной в захватах 19, при вращении последних в кантователе 18, после чего отключают пневмоцилиндры 23 и 25 обжимок 22 и 24 и отводят в стороны поворотные рамки 21.Далее наклоном ската 13 в сторону шагового транспортера 1 цилиндрический корпус теплогенератора перекатывается в ложемент 17, а после включения транспортера 1 он перемещается на шаг. После этого наклоном ската 13, расположенного напротив роликового кантователя 10, цилиндри-ческий корпус теплогенератора перекатывается и устанавливается в кантователе 10 на роликоопоры (на чертеже не показаны), после чего он окончательно сваривается и защищается от брызг металла по наружной, поверхности. Наклоном ската 13 в сторону шагового транспортера 1 окончательно сваренный цилиндрический корпус теплогенератора перекатывается в ложе- мент 17, а после включения транспортера 1 перемещается на шаг. Затем скат 13, расположенный напротив установки 11 для испытания герметичности цилиндрического корпуса теплогенератора, наклоняется в сторону, противоположную шаговому транспортеру 1, а цилиндрический корус теплогенератора перекатывается в установку 11, где устанавливается и закрепляется в ее захватах. После этого отверстия корпуса теплогенератора заглушаются пробками, а в его полость установкой 11 подается под давлением воздух, по вьаделению которого из сварных соединений судят о герметичности. Испытанный цилиндрический корпус теплогенератора освобождают от пробок и раскрепляют в захватах установки 11, после чего. он удаляется из установки 11 разгрузочным устройством (на чертеже не показано), поточной линии, а скат 13 наклоняют в исходное положение в сторону транспортера 1. Формула изобретения Поточная линия для сборки и сварк металлоконструкций, преимущественно цилиндрических корпусов теплогенераторов, состоящих из концентрично расположенных внутренней и наружной обечаек, обернутых полотнищем кожуха содержащая установленное в линию технологическое оборудование, накопи тели и расположенный параллельно линии уаговый транспортер с ложементами, ai также смонтированные между каждой единицей технологического оборудования и шаговым транспортером перпендикулярно его основанию наклон ные скаты, отличающаяся тем, что, с целью повышения производительности путем обеспечения одно временной обработки в потоке обечаек разного диаметра, технологическое оборудование выполнено в виде стенда сборки и сварки внутренних обечаек, установки для проверки сварных шров внутренних обечаек на герметичность, стенда сборки и сварки наружных обечаек, установки для проверки сварных швов наружных обечаек на герметичность, стенда для сборки одна в другую обечаек и сварки их,стенда для обертывания наружной обечайки полотнищем кожуха, кантователя для сварки обечаек в сборе и установки для проверки на герметичность сварных швов, причем каждая единица технологического оборудования для обработки внутренних обечаек чередуются с каждой единицей технологического оборудования для обработки наружных обечаек, а указанная группа единиц технологического оборудования для обработки обечаек в сборе размещена за последней единицей технологического оборудования для наружных обечаек. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство 410904, кл, в 23 К 37/04, 1971. 2.Гуляев А.И. Технология то-чечной и рельефной сварки сталей , Мацшностроение, М., 1969, с. 82-84,
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Механизированная линия для изготовления триангелей тормозной рычажной передачи тележек грузовых железнодорожных вагонов | 1977 |
|
SU763054A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |