1
Изобретение относится к машинотроению, в частности к электроэроионному изготовлению сопрягаемых еталей прессово-штамповой оснастки. Цель изобретения - повьшение точности сопряжения деталей за счет повьппения точности элекроэроэионной обработки сопрягаемых деталей оснастки .
На фиг.1 приведена схема, поясняющая механизм образования гребешка, препятствующего сопряжению деталей оснастки; на фиг.2 - то же, вариант-, на фиг.З - выполнение выхода на контур j на фиг.4 - одновременное вырезание. контуров электродов-инструментов на фиг.5 - схема прошивания методом прямого копированияi на фиг.6- схема прошивания методом обратного Копирования.
На фиг.1 и 2 показан участок матрицы 1 в момент ее обработки электродом-инструментом 2. Зоны а и б искровых; разрядов, идущих от сторон реза выхода на контур 1 и m и граней А и Б, либо не пересекаются (фиг.1), либо пересекаются не полностью (фиг. 2) что и обуславливает образование гребешка В. Наличие достаточно большого гребешка снижает точность сопряжения и требует дополнительных затрат на его удаление, а также ограничивает технологические возможности данного способа, делая его пригодным лишь для изготовления рабочих деталей ма- лоразрлдных вьфубных штампов.
Если при изготовлении вырубных штампов, сопрягаемые детали которых имеют небольшую высоту, прошивание Ь{ожно вести на мягких режимах, что позволяет уменьшить боковой межэлектродный зазор при прошивании и диаметр электрода-проволоки, используемой для вырезания электродов-инструментов, а тем самым и величину гребешка, то при изготовлении прессово- штамповой оснастки, например, для порошковой маталлургии недостатки, обусловленные возникновением гребешка при прошивании, сказываются довольно существенно. Большая высота сопрягаемых деталей оснастки приводит к необходимости использовать более производительные режимы прошивания и техно- gg при прошивании , где д - припуск.
логические схемы обработки, требую- пще достаточно большой ширины реза при вырезании контура электродов-инструментов , что увеличивает высоту
удаляемый при прошивании электродом- инструментом, содержащим рез выхода на контур. Изменением диаметра электрода-проволоки можно изменять толь
гребешка и снижает тем самьш точность сопряжения деталей оснастки. Удаление гребешка слесарно-механическими способами является весьма трудоемким и сложным вследствие большой высоты деталей.
Выход на контур и вырезание отверстия для ввода рабочего электрода- проволоки, применяемого для вырезания контура электродов-инструментов, выполняют вспомогательным электродом- проволокой, диаметр которого определяют из условий
d«.n i2-ji(2S
Bcn
бох.пр. 2S
blf
при Z S
бел
БОХ.Пр.
2(S.,
-9
бок.пр
при Z S
где Z
бок. чр
р
бок. п
Р
рабочий зазор между со- 5прягаемыми деталями оснастки;J
боковой межэлектродный зазор при прошивании электродом-инструментом; 0 S a,,p, - межэлектродный зазор
при вырезании вспомогательным электродом-проволокой.
Условия, определяющие выбор диа- 5 метра вспомогательного- электрода-проволоки, выведены из следующей предпосылки. Высота гребешка h после прошивания электродом-инструментом, содержащим рез выхода на контур, долж- 0 на быть не больше величины рабочего зазора Z между сопрягаемыми деталями оснастки, т.е. hiZ, что обеспечивает возможность сборки сопрягаемых деталей оснастки без удаления гребеш- 5 ка. При образовании гребешка возможны два случая. В первом случае (фиг.1) гребешок В на матрице 1 образовывается в результате неперекрытия зон а и б искровых разрядов от граней А и Б и сторон 1 и m реза выхода на контур электрода-инструмента 2. При этом вы1рота гребешка h является независимой от условий обработки и определяется только припуском U , удаляемым
0
удаляемый при прошивании электродом- инструментом, содержащим рез выхода на контур. Изменением диаметра электрода-проволоки можно изменять только ширину гребешка в. Так как в этом случае высота гребешка h становится неуправляемой и, следовательно, не может быть обеспечено выполнение условия , то следует исключить возможность образования гребешка от реза выхода на контур в результате непрекрытия зон а и б. А это возможно при выполнении условия
всп,
+25,..„.
выр
Бок.пр.
де S
Bbip
межэлектродный зазор при вырезании вспомогательным электродом-проволокой;
боковой межзлектродный зазор при прошивании электродом-инструментом. Отсюда можно определить диаметр
г,р.
электрода-проволоки,
б
разрядов
а
и
. 2( -S,p).
Указанное условие должно обязательно выполняться при подборе вспомогательного электрода-проволоки.
Выполнение указанного ограничения приводит к второму случаю образования гребешка (фиг.2): гребешок В на матрице 1 образуется в результате неполного перекрытия зон а и б ис-.. кровых разрядов, идущих от кромок А и Б электрода-инструмента 2. В этом случае высота гребешка ограничена Ьб -S ок кроме того, должно выполняться . Диаметр электрода- проволоки, при котором высота гребетка составляет Z, можно определить из геометрических соображений (фиг.2). Из прямоугольного лАШ
AMN TJ/AM/ -/MN/ decn.
/AN/
SOK.I
+S
),-z;
ebi
P/AM/ S,
+S
бы
БОК. пр.
-(S
60К.П1
-zr
2-Js
г
Бок.пр.
-s;
+2Seo..,p.«
,
d5cn.2HZ(2S
7 -7Q
sot.пр. .
Таким образом, для того чтобы сопрягаемые детали после прошивания собирались при Z Sg „р , диаметр вспомогательного электрода-проволоки должен дополнительно к условию (1) удовлетворить условие (2)
10
d,.24i(
бок.пр,
(2)
Можно показать, что условие (2) является более жестким, чем условие (1), т .е. при выборе диаметра вспомогательного электрода-проволоки из условия (2) условие (1) заведомо выполнено.
Для этого рассмотрим граничный случай, когда .np. Тогда правая часть неравенства (2) преобразуется следующим образом:
2 (2S
бок.пр. - выр.
25
2-is 2(S
.пр.
(2S,
бок.пр, (
с
БОК.пр. выр
.),
30
40
следовательно, при Z S
Бок.пр.
0
5
(2S,,,,p.-Z)-2S,,,(S,,.j,.-Seb,p.)
и условие (2) гарантирует выполнение условия (1).
Таким образом, можно указать условия выбора диаметра вспомогательно- ного электрода-проволоки в„следующем виде:
при Z S soK.np.
d..„ ё (2S
sen
-71-74 бок.пр. выр,
45
при Z Sgo.np.
sen
2(S
-ч I
Бок. Пр. - вЫр/
Выполнение реза выхода на контур вспомогательным электродом-проволокой позволяет значительно расширить диапазон размеров рабочего электрода-проволоки, а следовательно, и диапазон исполнительных размеров выре- заемых электродов-инструментов, что позволяет в свою очередь расширить номенклатуру сопрягаемых деталей оснастки, прошиваемых с помощью указанных электродов-инструментов, т.е.
51
расширить технологические возможное- ти способа. Подбор диаметра вспомогательного электрода-проволоки исходя из изложенных условий позволяет уменьшить величину гребешка, образу- емого резом выхода-на контур, до величины, не превьш1ающей рабочий зазор между сопрягаемыми деталями оснастки что обуславливает повьш1ение точности их сопряжения и обеспечивает их со- бираемость без удаления гребешка. А это позволяет в ряде случаев полностью исключить слесарную доработку сопрягаемых деталей оснастки.
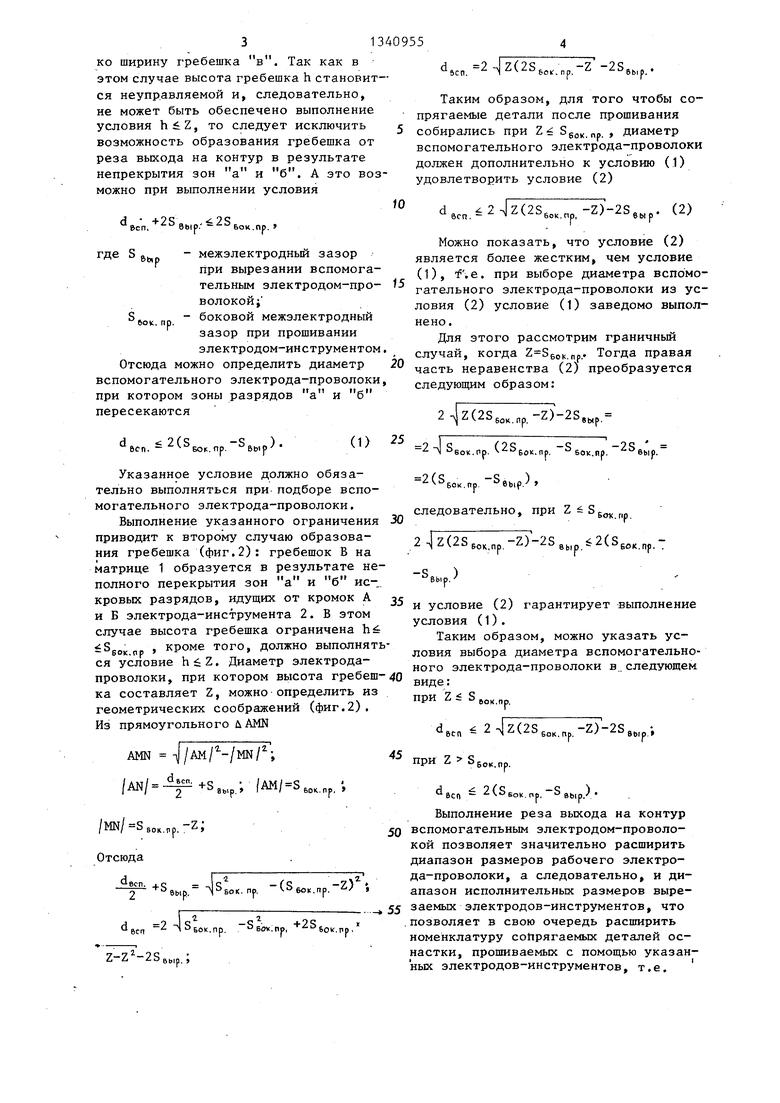
Фи г. 3 иллюстрирует выполнение выхода на контур п и вырезание вспомогательным электродом-проволокой отверстия р для рабочего электрода-проволоки в заготовке электродов-инстру- ментов.
На фиг.4 показано одновременное вырезание контура k электродов-инструментов 3 и 4 рабочим электродом- проволокой 5. При прошивании методами прямого (фиг.5) и обратного (фиг.6) копирования сопрягаемых деталей. 6 и 7 с помощью электрода-инструмента 3 с внутренней рабочей поверхностью и электрода-инструмента 4 с наружной рабочей поверхностью рез выхода на контур п может выполняться на электроде-инструменте как с наружной, так и с внутренней рабочими поверхностями.
ормула изобретения
Способ электроэрозионного изготовления сопрягаемых деталей прессово- штамповой оснастки, при котором в заготовке образуют выход на контур для заправки электрода-проволоки, вырезают по заданному контуру электроды- инструменты с внутренней и наружной рабочими поверхностями и формообра- зуют электроэрозионным.прошиванием сопрягаемые детали оснастки, о т- личающийся тем, что, с целью повьш1ения точности изготовления,- выход на контур осуществляют вспомогательным электродом-проволокой, диаметр d которого выбирают исходя из условия
ё 2
(25
век. по
-Z)-2S
вы р.
при Z S,
25
всп .пр. Звыр.Ь при Z
пр.
Бок.пр.
где Z
0
Box.Л(
8ыр.
-рабочий зазор между сопрягаемыми деталями оснастки;
-боковой межэлектродный зазор при прошивании электродом-инструментом;
-межэлектродный зазор при вырезании вспомога- , тельным электродом-проволокой .
I
I ||М| 1|| II I I///
А liiiililli Uli I || II I
0uff.f
фиёЗ
фигЛ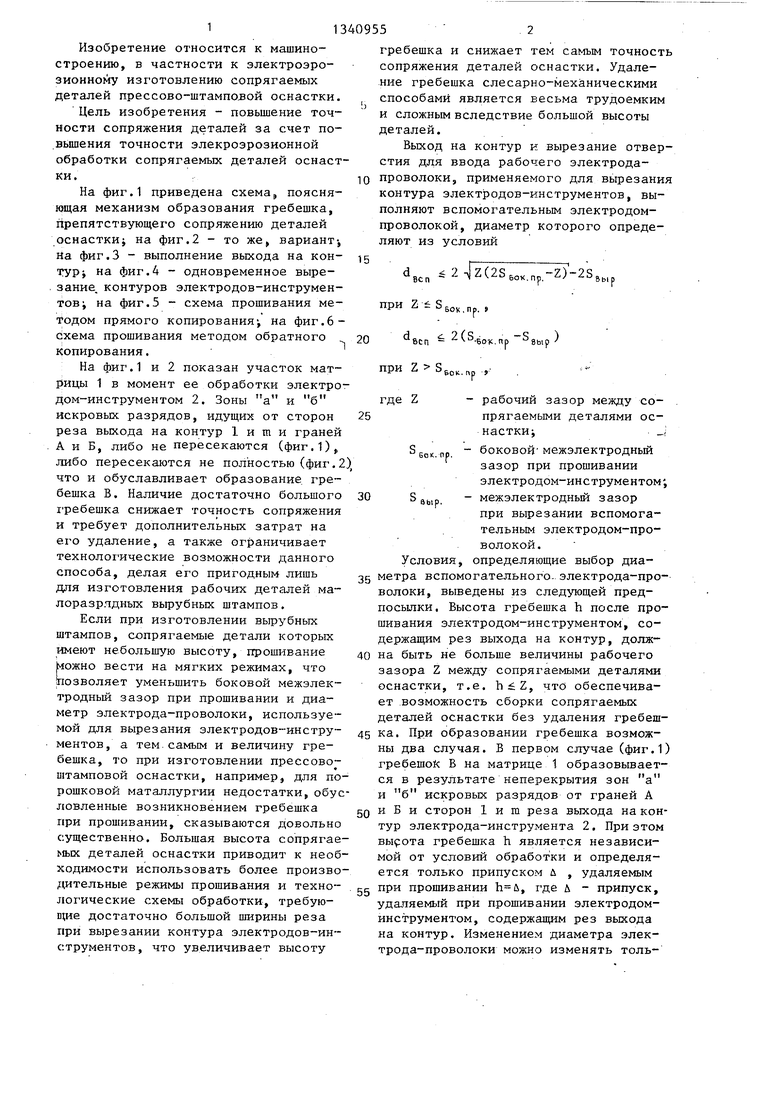

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| Способ электроэрозионной обработки деталей штампово-прессовой оснастки | 1985 |
|
SU1310137A1 |
| Способ электроэрозионного легирования | 1983 |
|
SU1121116A1 |
| ПАЛЬЧИКОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2442051C1 |
Изобретение относится к машиностроению, в частности к электроэрозионному изготовлению сопрягаемых деталей прессово-штамповой оснастки. Цель изобретения - повышение точнос- ти сопряжения деталей оснастки за счет повышения точности электроэрозионной обработки сопрягаемых деталей. В заготовке выполняют выход на контур вспомогательным электродом- проволокой, диаметр которого выбирают исходя из условия d gj i 24z(2S,,p -Z) -2S,,,p при ,„,,„р decn 2(8,„,,р -8вь,р) при г-8,„,„р , где Z - рабочий зазор между сопрягаемыми деталями оснастки, S - боковой межэлектродньщ зазор при прошивании электродом-инструментом; Sgt,|p - межэлектродный зазор при вырезании вспомогательным электродом-проволокой. Затем вырезают контур электродов-инструментов рабочим электродом-проволокой. Методами прямого и обратного копирований обрабатывают сопрягаемые детали оснастки с помощью электродов-инструментов с внутренней и наружной рабочими поверхностями . 2 ил. $ (/) оо о со О1 СП
Ш
фие.5
fpue.6
Редактор Н.Швыдкая
Составитель Ю.Пинчук Техред А.Кравчук
Заказ А386/18 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,-4
Корректор М.Пожо
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
