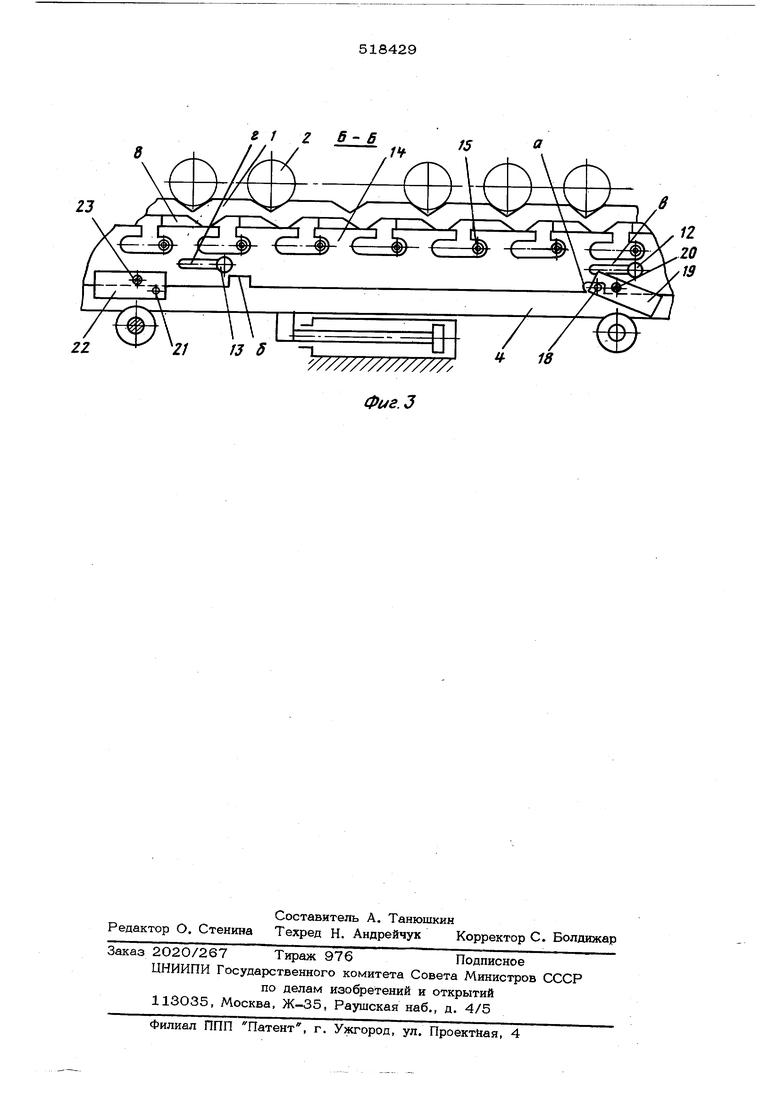
(54) ШАГОВЫЙ КОНВЕЙЕР и 13 установлена планка 14, ход которой равен шагу конвейера. Планка имеет перевернутые Т-образные пазы, расположенные с интервалом, равным шагу транспортера. В эти пазы помещены ролики 15, установленные на одной из осей 16 каждого параллелограмма с одной стороны конвейера. Так как длина роликов 15 больше толщины планки, то ролики 15 взаимодействуют еще и с упорами 17, жестко установленными на собачках 10. Планка имеет пазы а, б , в и г. Паз а служит для фиксации планки 14 при движении штока гидроцилиндра влево и взаимодействует с штифтом 18 собачки 19, расположенной шарнирно на оси 20, ткестко установленной в корпусе. Паз б служит для фиксации планки 14 при движении штока гидроцилиндра вправо и взаимодействует со штифтом 21 собачки 22, установленной шар нирно на оси 23, жестко закрепленной в KOp пусе. Пазы Б и г служат для закрепления планки 14 на пластине 4 и ограничения ее подвижности. При перемещении поршня гидроцилиндра вправо и влево (на фиг. 1 изображен конвейер в положении при перемещении поршня гидроцилиндра вправо; на фиг. 3 - то же, при перемещении поршня влево) ползун с пластинами 4 и призмами 8 перемещается тоже вправо. Планка же 14 остается неподвижной, так как штифт 18 собачки 19, установленной на оси 20, укрепленной в сто ке, введен в паз а планки 14. При этом ролики 15 перемещаются по горизонтальной части Т-образных пазов планки 14. На тех позициях конвейера, на которых лежат транс портируемые детали, собачки 1О наклонены и ролики 15 не взаимодействуют с упорами 17 этих собачек. На той позиции, где деталей нет и собачка занимает вертикальное положение, ролик 15 при своем ходе встречает упор 17 и перемещается по нему вверх поднимая деталь. Происходит поворот всех параллелограммных механизмов и подъем призм 8, расположенных слева от свободной позиции конвейера. Призмы, расположен ные справа от свободной позиции, не поднц маются, так как их ролики свободно проходят дальше по горизонтальной части паза в план ке. Ролик 15 первой поднимающейся призмы проходит упор 17 собачки 10, после чего ролики всех поднимающихся призм попадают в вертикальные части Т-юбразных пазов планки 14. Дальнейшим ходом пластин 4 серьги 7 поворачиваются до вертикального положения и наклоняются несколько влево. Так как после этого на планку 14 со стороны роликов действует усилие, направленное влево (на фиг. 3 - вправо), то между штифтом 18 и кромкой паза а планки 14 образуется зазор. Затем штифт 12 на движущейся пластине 4 встречает верхний хвостовик собачки 19, поворачивает ее и свободно, без усилия выводит штифт 18 из паза а планки 14. Так как штифт 12 доходит при этом до конца паза в в планке 14,то при дальнейшем ходе пластин 4 планка 14 перемещается вместе с ними на шаг конвейера детали, расположенные слева от свободной позиции, тоже переносятся на шаг. При этом упоры 17 собачек 1О не препятствуют перемещению роликов 15, так как те располагаются выше. В конце хода пластины 4 вправо (нафиг. 3 - влево), штифт 21 собачки 22 западает в паз б планки 14 под действием дебаланса этой собачки. При обратном движении пластин 4 планка 14 остается неподвижной до тех пор, пока штифт 13 не повернет собачку 22 и не выведет штифт 21 из паза б планки 14 и не дойдет до конца паза г в планке. При этом происходит обратный поворот параллелограммных механизмов, призмы 8 опускают детали на позиции траспортера, ролики 15 занимают относительно планки 14 исходное положение. Далее штифт 21 co6a4Kji 22 выводится из паза б планки 14, и ползун вместе с планкой 14 возвращается в исходное положение. Формула изобретения Шаговый конвейер для транспортирования деталей автоматической линий, включающий подвижную каретку с подъемными призмами и собачками, контролирующими наличие деталей на позициях конвейера, отличающийся тем, что, с целью повыщения надежности и упрощения конструкции устройства, подъемные призмы образуют с кареткой шарнирные параллелограммы, а каретка снабжена планкой с Т-образными пазами с размешенными в них роликами подъемных призм, а корпус и каретка имеют соответственно фиксаторы и кулачки.
Фиг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1977 |
|
SU747777A1 |
| Шаговый конвейер | 1982 |
|
SU1063735A1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| Шаговый конвейер-накопитель | 1978 |
|
SU747778A1 |
| Шаговый конвейер-накопитель | 1984 |
|
SU1266809A1 |
| Устройство для передачи деталей с одновременным их кантованием | 1974 |
|
SU512026A1 |
| Устройство для кантования обрабатываемых деталей на конвейере | 1987 |
|
SU1537623A1 |
| Шаговый конвейер-накопитель | 1978 |
|
SU781135A1 |
| Шаговый конвейер | 1982 |
|
SU1025612A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |

Ю Jtf 8 16 / / / /
А-А
8
/
/
Фиг. 2. 7/ 13 5 -1 //////////////// .д 18
