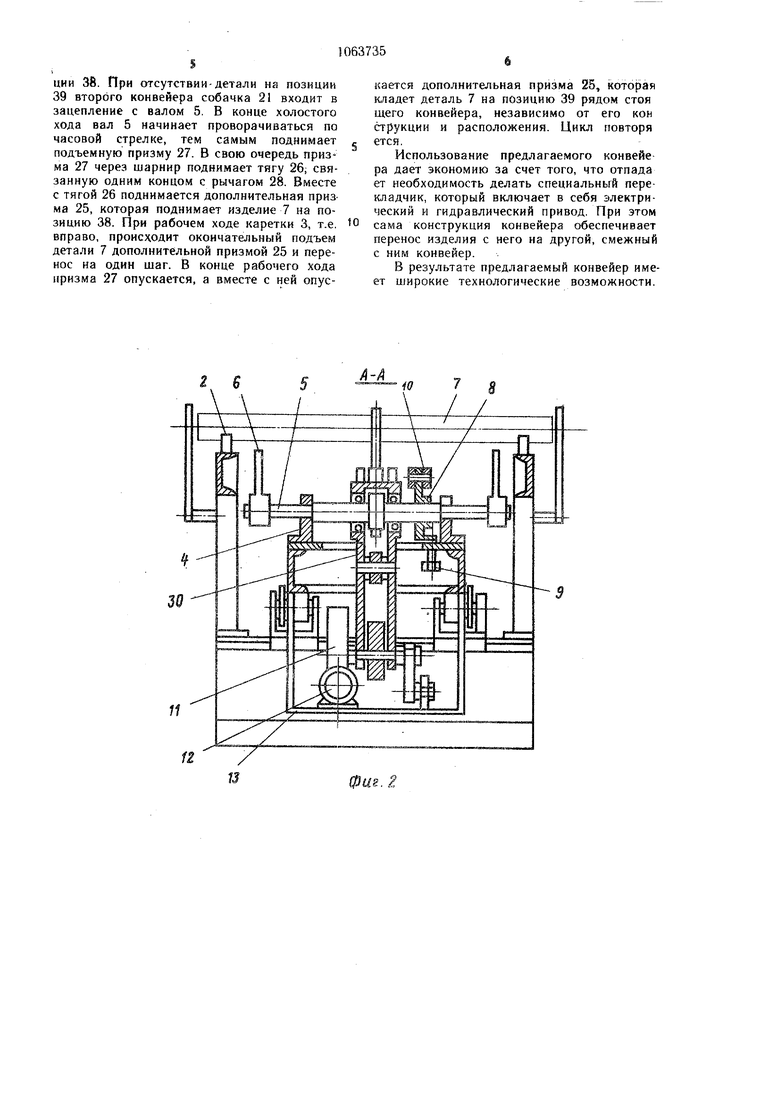
Изобретение относится к станкостроению и предназначено для включения в комплексы автоматических линий и станков автоматов, обрабатывающих детали типа валов. Известен шаговый конвейер для транспортирования деталей автоматической линии, включающий каркас с позициями, подвижную каретку, привод, при этом подвижная каретка имеет ряд независимых валиков, снабженных подъемн,1ми рычагами и кронштейнами с регулировочными винтами, и устройство для поворота валиков подъемных рычагов ij. Наиболее близким тех 1ическим решением к предлагаемому является шагов)1Й конвейер, содержаИ1ий основание с опорными призмами, каретку, на которой закреплен механизм подъема изделий с рядом валов и устаьювлепиьгми на них подъемными призма1 и, собачки со щупами и механизм б токировки собачек, и привод 2J. Недостатком конвейеров является то, что гни не передают обрабатываемые детали на ;:русой конвейер, который может быть продолжением комплекса автоматических линий, или на конвейер, расположенный перпендикулярно к нему. В результате конвейеры имеют узкие технологические возможности. .1.ель изобретения - расширение техно логических воз.можностей конвейера. Указанная це.ль достигается тем, что ша|ОБЫЙ конвейер, содержап1ий основание с опорными призма.ми, каретку, на которой закреплены механизм подъема изделий с рядом вало.м к установленными на них подъемными призмами, собачки со идунами и механизм блокировки собачек, и привод, снабжен дополнительной призмой, тя1ой и рычагом, при это.м допо; нительная призма жестко закреплена на тяге, которая шарнир но связана с установленной на последнем по ходу nejiCMeтения изделий в ряду валу подъе.мной призмой и рычагом. П1арнирно закреплспнь. на предпоследнем в ряду валу. .На фиг. 1 изображен участок шагового конвейера; на фиг. 2 --- сечение А-А на фиг. I; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 -- вид В на фиг. 3. nJaroBbni конвейер включает в себя оскопание 1 с неподвижными опорными приз.мами 2, tia котором установлена с возможнос1ью позвратно-поступательногО перемеИ1ен Я подвижная каретка 3. На каретке 3 заьрсплеп механизм подъема изделий с ря;:.()м установлениь х в пЬдшипникх 4 валоп 5, tia которых крепятся подъемные приз ibi 6, которые при повороте валов 5 поднимявтг изделие (деталь) 7, над неподвижными призмами 2 и переносят изделие с позиции на .ледующке позиции. .Цля регулировки подъемных призм б и исходном положении на валах 5 установлены кронштейны 8. опирающиеся на регулировочные винты 9. С по.м()П1ью крон1нтейнов 8 подъе.мные п 1измы 6 объединеги., в секнии по несколько Н1тук. Для этого верхнне концы кронгитейнов 8 соединены тягой 10. Поворот валов 5 для нодъе.ма изделий над неподвижны.ми ириз.мами 2 и пере.меп ение каретки с изделием, лежантим на подзижных подъемных призмах 6, с одной позиции на другую осуществляется с номоп1ью привода в виде криво нипно-н1атунного механизма, который крепится fia подвижной каретке. В этот механизм входит червячный редуктор I 1 и электродвигатель 12. Редуктор с электродвигателем жестко крепятся к карегке 3 через кронштейн 13. На выходном валу редуктора крепится кулачок 14 и криво нии 15 с шатуном 16. Второй конец нгатуна 16 через кронн тейн 17 шарнирно связан с основанием 1 конвейера. Кулачок 14 взаи.модействует с роликом 18 механизма поворота валов 5 по..мных призм 6, выполненного в виде тяги 19, образуюн ей с подвижной кареткой 3 многозвенный шарнирный параллелограмм, нижние концы рычагов 20 которого шарнирно связаны с тягой 19, а верхние через собачку 21, крепяш,уюся к это.му же рычагу с помощью оси 22, с валами 5 подъемных призм 6. На каретке 3 закреплены также собачки 21, снабженные щупами 23, которые контролируют наличие изделия 7 на позициях конвейера. При наличии изделий собачки 21 посредством ш,уиа 23 выводятся из зацепления с валами 5. Для зацепления собачек с валами 5 на последних выполнены пазы, в которые под собственным весом входят зубья собачек 21. Когда изделие на.жимает на шуп 23, собачка 21 поворачивается вокруг своей оси 22 и зуб собачки выходит из паза. При работе конвейера в составе станка или автоматической линии возникает необходимость задержки изделия на некоторых позициях конвейера. С этой целью каретка 3 снабжена механизмом 24 блокировки собачек двух смежных валов подъемных призм б, который выполнен в виде гидравлического или пневматического цилиндра двойного действия, штоки которого взаимодействуют с собачками 21, выводя их из зацепления с валами 5 при необходимости. Количество этих механизмов ставится по потребности. Для переноса изделий на другой конвейер в конце конвейера крепится дополнительная призма 25, жестко закрепленная на тяге 26, которая щарнирно связана с установленной на последнем по ходу пере.мешения изделий в ряду валу 5 подъемной призмой 27 и рычаго.м 28, шарнирно закренленным на предпоследнем в ряду валу 5. На валу 5, а также на подшипниках 29 смонтирован рычаг 30, который во взаимодействии с роликом 18 и кулачком 14 приводит в jo uiDKeinie рычаги 20, которые также вращаются на подшипниках 29. Цифрами 31---39 на чертежах обозначены позиции конвейера. Конвейер работает следующим образом. Когда на позициях конвейера нет деталей, все собачки 21 под собственным весом входят в зацепление с валами 5. При включении двигателя 12 начинает вращаться кулачок 14 совместно с кривошипом 15. При этом кулачок 14 взаимодействует с роликом 18. Поскольку подшипники 4 рычага 30 закреплены неподвижно относительно подвижной каретки 3, ролик 18 начинает перемец аться влево, и через тягу 19, рычаги 20 и собачки 21 он передает это движение валам 5, поворачивая их по часовой стрелке. Вместе с валами поворачиваются и подъемные призмы 6. Закрепленный на одном валу с кулачком 14 кривошип 15 вращается вместе с кулачком. Так как он связан с шатуном 16, который шарнирно прикреплен к основанию 1, и перемешаться не может, начинает перемещаться влево подвижная каретка 3, т.е. холостой ход, в.месте с поднимающимися подъемными призмами 6. Как только ролик 18 пройдет по кривой кулачка, соответствующей величине подъема, подъемные призмы 6 своими углублениями под изделия проходят точно по центрам позиций конвейера, а кривошип 15 с шатуном 16 минуют точку максимального перемещения влево и начинают перемешать подвижную каретку 3 вправо, т.е. рабочий ход, до тех пор, пока кривошип 15 не повернется на 180°, что соответствует крайнему правому положению подвижной каретки 3 или шагу конвейера. В это время подъемные призмы 6 своими углублениями проходят точно по центру неподвижных опорных призм 2 конвейера и, если в этом время они несут изделиегТс) кладут их точно на неподвижные призмы 2 конвейера. При дальнейшем повороте кулачка 14 и кривошипа 15 подъемные приз-, мы 6 занимают свое нижнее положение, а подвижная каретка 3 возвращается в свое. исходное положение и начинается второй цикл. Конвейер работает непрерывно. При поступлении на позицию 31 обрабатываемого изделия 7 подъемные призмы поднимают его над позицией, а при перемещеНИИ каретки 3 оно переносится на следующую позицию и так до последней. Поскольку изделия поступают непрерывно, то сразу после перемещения изделия с позиции 31 на позицию 32, на позицию 31 снова поступает изделие. На позиции 32 изделие нажимает на щуп 23 и выводит собачку 21 из зацепления с валом 5. В случае, если вал 5 позиции 31 не связан с тягой 10 последующими валами, призма 6 позиции 31 не поднимается до тех пор, пока на позиции 32 лежит изделие. Предположим, что валы 5 позиций 31 - 33 конвейера связаны с тягой 10, с позиции 35 манипулятор берет заготовку и на ее место укладывает обработанную деталь. На позиции 35 установлен датчик наличия изделия, который выдает команду при наличии на этой позиции изделия 7. На позиции 35 установлен механизм 24 блокировки, который выводит из зацепления с валом 5 собачки 21. Валы позиций 34-37 не связаны тягой 10. Перечисленные условия наиболее часто встречаются при работе конвейера в составе станок-автомат или в составе автоматической линии в сочетании с манипулятором. Так как валы 5 позиций 31-33 связаны тягой 10, а на позиции 34 заготовки нет, то собачка 21, поднимающая призму б позиции 33, сцеплена с валом и в процессе следующего цикла поднимает эту призму, а через тягу 10 и призмы с деталями позиции 31 и 32. Изделия перемещаются на шаг, а еще через цикл изделие с позиции 34 проходит на позицию 35. В этом случае призмы на позициях 31-33 при последующих циклах совершают возвратно-поступательные движения без подъема, так как собачки 21 на всех трех позициях выведе.ны из зацепления с валами. Как только изделие проходит на позицию 35, срабатывает датчик изделий и дает команду на механизм блокировки, который срабатывает и выводит собачки 21, поднимающие призмы б на 34 и 35 позициях, из зацепления с валами. Этим предотвращается перемещение изделия дальше по конвейеру. При наличии сигналов от датчика заготовок и механизма 24 блокировки рука загрузочная манипулятора берет с позиции 35 изделие-заготовку, а рука разгрузочная укладывает на ее место обработанную деталь. В верхнем положении рука разгрузочная манипулятора выдает команду механизму 24 блокировки, который, срабатывая, освобождает собачки 21 позиций 34 и 35 конвейера, и они входят в зацепление с соответствующими валами. Теперь препятствий для перемещения изделия-заготовки с позиции 34 на позицию 35 и обработанной детали с позиции 35 на позицию 36 нет. Таким образом заготовка снова попадает на позицию 35, срабатывает датчик заготовки, и механизм блокировки удерживает заготовку, не пропуская ее дальше. Обработанная деталь с позиции 35 последовательно перемещается на позицию 36 и т.д. При наличии на позиции 38 детали щуп позиции 37 выводит из зацепления собачку 21, призма б позиции 37 не поднимается и, следовательно, не может принести на позицию 38 еще одну деталь. Перенос детали с одного конвейера на другой происходит следующим образом. При движении каретки влево, т.е. при холостом ходе, допо.пните.тьиая при.чмп 2,) подходит под издс.1ие 7, ,ic v4Htei на пгми
ции 38. При отсутствии-детали на позиции 39 второго конвейера собачка 21 входит в зацепление с валом 5. В конце холостого хода вал 5 начинает проворачиваться по часовой стрелке, тем самым поднимает подъемную призму 27. В свою очередь призма 27 через шарнир поднимает тягу 26; связанную одним концом с рычагом 28. Вместе с тягой 26 поднимается дополнительная приз ма 25, которая поднимает изделие 7 на позицию 38. При рабочем ходе каретки 3, т.е. вправо, происходит окоичательный подъем детали 7 дополнительной призмой 25 и перенос на один шаг. В конце рабочего хода призма 27 опускается, а вместе с ней опускается дополнительная призма 25, которая кладет деталь 7 на позицию 39 рядом стоя щего конвейера, независимо от его кон струкции и расположения. Цикл повторя ется.
Использование предлагаемого конвейе ра дает экономию за счет того, что отпада ет необходимость делать специальный перекладчик, который включает в себя электрический и гидравлический привод. При этом сама конструкция конвейера обеспечивает перенос изделия с него на другой, смежный с ним конвейер.
В результате предлагаемый конвейер имеет широкие технологические возможности.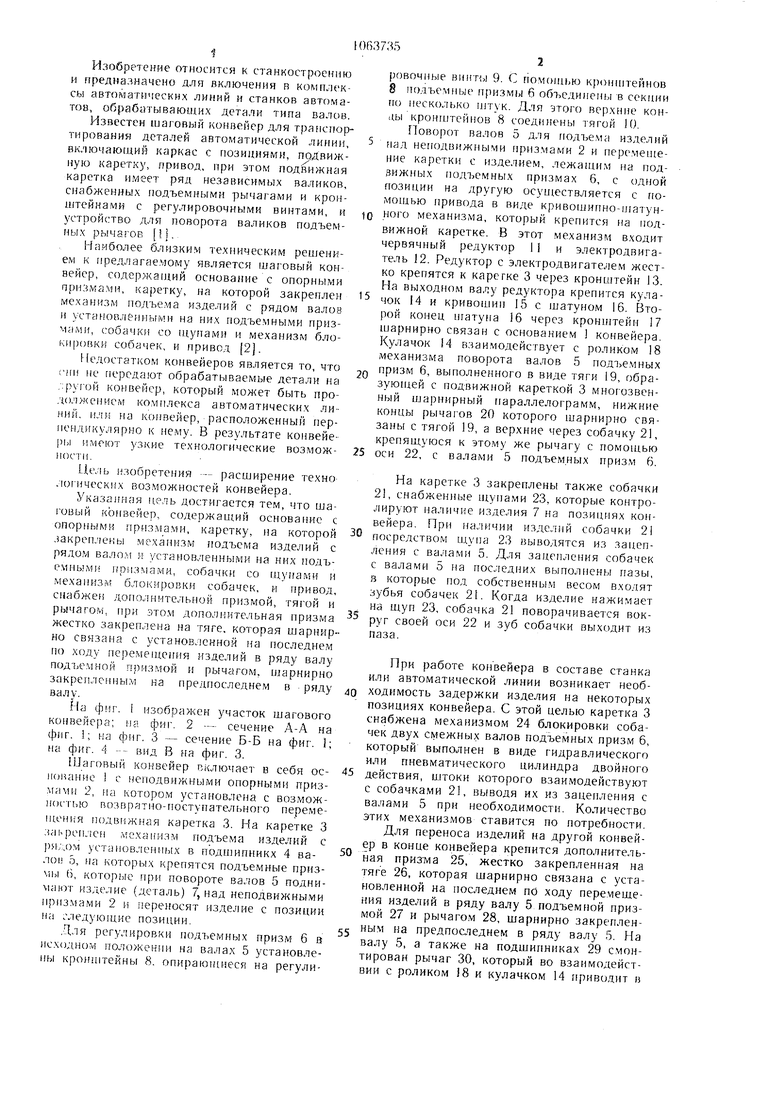

| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| Шаговый конвейер | 1977 |
|
SU747777A1 |
| Шаговый конвейер | 1990 |
|
SU1787881A1 |
| Шаговый конвейер | 1982 |
|
SU1025612A1 |
| Делительная машина | 1958 |
|
SU118618A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1313774A1 |
| Стеллаж для сыра | 1988 |
|
SU1519600A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство к уточно-мотальным початочным автоматам для укладки початков в ящики | 1957 |
|
SU113091A1 |
| Загрузочное устройство | 1986 |
|
SU1342670A1 |
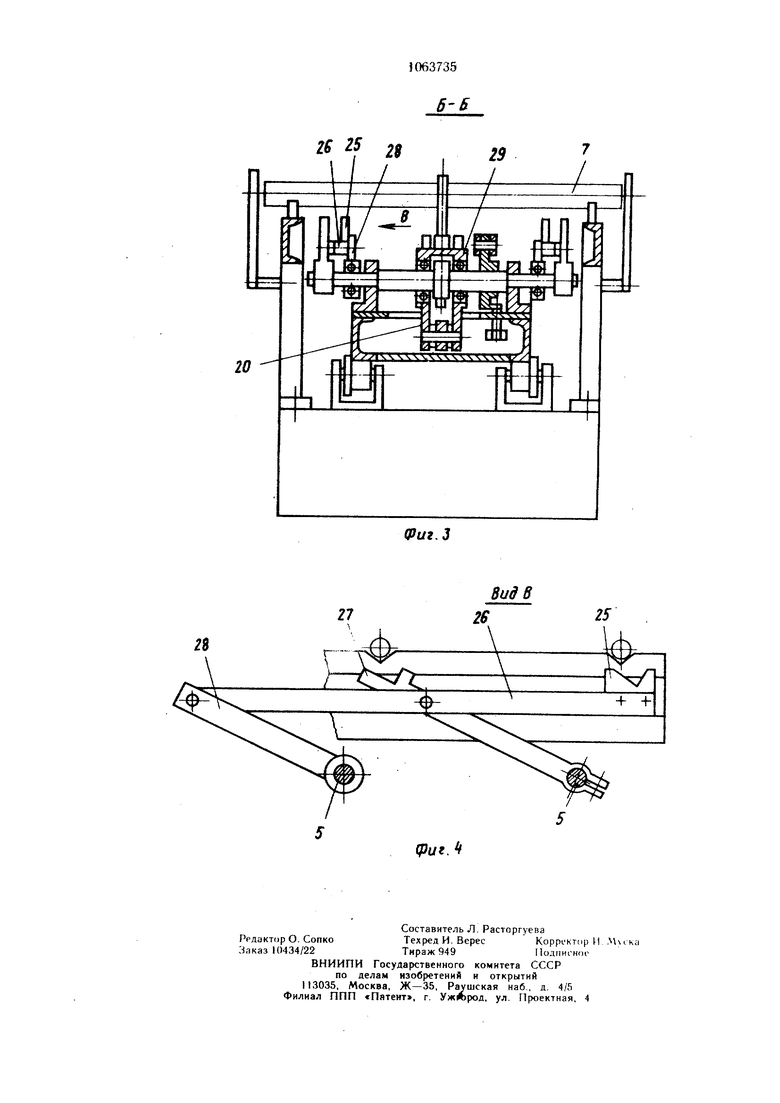
ШАГОВЫЙ КОНВЕЙЕР, содержащий основание с опорными призмами, каретку, на которой закреплены механизм подъ ема изделий с рядом валов я установленными на них подъемными призмами, собачки со щупами и механизм блокировки собачек, И привод, отличающийся тем, что, с целью расширения технологических возможностей конвейера, он снабжен дополнительной призмой, тягой и рычагом, при этом дополнительная призма жестко закреплена на тяге, которая щарнирно связана с установленной на последнем по ходу перемещения изделий в ряду валу подъемной призмой и . рычагом, п арнирно закрепленным на предпоследнем в ряду валу. оэ Од
I 6
11
12
Фш. Ё
J063735 6f
Вид В
(Рие.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шаговый конвейер | 1977 |
|
SU747777A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
