(54) РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1977 |
|
SU622516A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Устройство уравновешивания валков прокатного стана | 1983 |
|
SU1134252A1 |
| Устройство уравновешивания валков прокатного стана | 1981 |
|
SU954126A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU899175A1 |
| Прокатная клеть | 1981 |
|
SU990353A1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| Гидромеханическое нажимное устройство прокатной клети | 1983 |
|
SU1122386A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
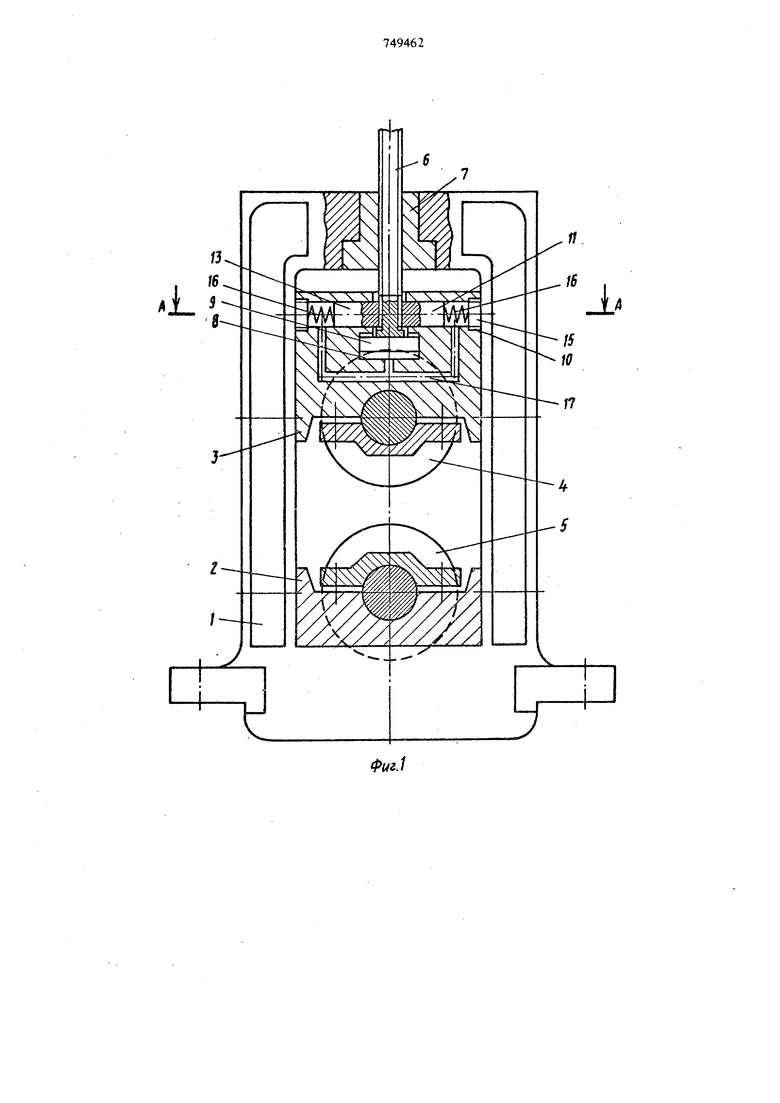

Изобретение относится к конструкциям прокатного оборудования и касается усовершенствования рабочей клети прокатного стана npeHMymecTBetfflo блюминга. Известна рабочая клеть прокатного стана, включающая станины, прокатные валки, винтовые нажимные механизмы прокатных валков, в подушках которых в плоскости осей валков установлены гидроцилиндры, образующие автономную замкнутую полость с дополнительными гидрощиптдрами, расположенным в подуижах 1 . Недостатком известной конструкции является значительное время перемещения подвижного валка, поскольку из условия самоторможения нажимного винта угол подьема его рез бы ограничен. Описываемая рабочая клеть прокатного стана лишена указанного недостатка и отличается тем, что винтовые нажимные механизмы выполнены несамотормозяшими, а в подушках подвижного валка в упомянутой замкнутой полости выполнены дополнительные каналы в направлении, перпендикулярном оси винта наж ного механизма п в них монтированы дополнительные плунжеры с примыкающими к винту поверхностями. На фиг. 1 изображен поперечный разрез рабочей клети в плоскости одной из двух станин (от нажимного механизма показан один из двух нажимных винтов); на фиг. 2 и 3 показан разрез по оси дополнительных гидроцилиндров, расположенных nepneHnHKi iKpHO оси нажимных винтов, соответственно: А-А для случая, когда примыкан)1дие к винту поверхности плунжеров дополнительных гидроцилиндров и цил1шдрическая поверхность винта имеют зубья; AI-Aj - для случая, когда примыкающие к винту поверхлости плунжеров дополнительных гидрош Л шдров и цилиндричсских поверхностей винта образуют парьг трения. Клеть содержит две неподвижные станины 1, в окнах которых размещаются подуп1ки 2 и 3 прокатных валков 4 и 5. В Kopirycc по.аупгек подвижного валка 4 под нажимными вянтами 6, вращающимися в гайках 1 вмоятир(1ваны гидроцштиндры 8, с плунжерами ), а в направлении перпендикулярном оси нажимных пинтов 6 монтированы пб два дополнительных гидроцилиндра 10. Дополнигельные гидроцилиндры 10 имеют плунжеры 11, обращенные к цилиндрической поверхности винта 6. Примыкающие к винту поверхности плунжеров 12 (фиг. 2), 13 (фиг. 3) и цилиндрические поверхности винта 14 (фиг. 2, фиг. 3) могут быть выполнены с зубьями или без них. С наружной стороны гидроцилиндры закрыты пробками 15, соединенными с плунжерами возвратнымй пружинами 16. Гидроцилиндры 8 и 10 соединены друг с другом при помощи каналов 1 в корпусах подушек и тем самым образуют общие замкнутые автономные полости, которые заполнены рабочей жидкостью.
Устройство работает следующим образом. При прокатке слитка, как только металл попадает в прокатные валки 4 и 5 усилие прокатки через подушки 3 передается на нажимные винты 6 и через гайки на станину. Указанное уси лие через торцевую опорн то поверхность нажимных винтов 6 передается на плунжеры 9 гидроиилнндров 8. При этом в полости гидроцилиндров 8 повысится давление и станет наивысшим, отвечагошим усилию прокатки.
Так как гидроц 1линдры 8 и 10 соединены друг с другом соединительными каналами 17, давление повысится и в. полости гидроцилиндров 10, которые с наружной стороны закрыты пробками 15. Давление в полости гидроцилиндров 10 передается на плунжеры 11, которые, прижимаясь к цилиндрической поверхности винта с определенным усилием, создают тормозной момент, пропорциональный усилию прокатки, обеспечивая, тем самым, надежное стопорение от самоотвинчивания нажимного винта при углах подъема винтовой нарезки
близких к углу трения. После выхода металла из прокатных валков 4 и 5 давление в полости гидроцилинщ ов 8 понижается до минимума и система возвращается в исходное положение за счет пружин 16, Торможение винта или его захват зубьями прекращается.
За счет создания тормозного момента возможна увеличение угла подъема винтовой нарезки винтовой пары нажимного механизма до углов, близких к углу трения, т.е. 5° i 6°.
Формула изобретения
Рабочая клеть прокатного стана, включающая станины, прокатные валки, винтовые нажимные механизмы прокатных валков, в подушках которых в плоскости осей валков установлены гидроцилиндры, образующие автономную замкнутую полость с дополнительными гидроци.г1индрами, расположенными в подушках, отличающаяся тем, что, с целью сокращения времени перемещения подвижного валка при условии надежного стопорения от самоотвинчивания нажимных винтов, винтовые нажимные механизмы выполнены несамотормозящими, а в подуццсах подвижного валка в упомянутой замкнутой полости выполнены дополнительные каналы, в направлении, перпендикулярном оси винта нажимното механизма, и в них вмонтированы дополнительные плунжеры с примыкающими к винту поверхностями.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2453024, кл. В 21 В 13/00, 1977.
АгА
