(S) УСТРОЙСТВО для ОСЕВОЙ НАСТРОЙКИ
ПРОКАТНОЙ КЛЕТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для осевой настройкипРОКАТНОй КлЕТи | 1979 |
|
SU839640A1 |
| Устройство для осевой настройки валков прокатной клети | 1980 |
|
SU942827A1 |
| Способ настройки роликовой проводки прокатной клети и устройство для его осуществления | 1981 |
|
SU975132A1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| Устройство для осевой настройки прокатной клети | 1978 |
|
SU782899A2 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Устройство для автоматической коррекции осевой настройки валков сортопрокатной клети | 1981 |
|
SU969344A1 |
| Устройство для осевой настройки прокатной клети | 1977 |
|
SU682296A1 |
I
Изобретение относится к области вспомогательного оборудования для прокатного производства, в частности к конструкциям устройств для осевой настройки сортовых прокатных клетей;
По основномуавт. св. № 839бЮ известно устройство для осевой настройки прокатной клети, включающее контрольный шаблон, установленный своим профилированным концом в калибре валков, а противоположным концом - внутри корпуса роликовой проволоки по его оси с возможностью перемещения вдоль оси и поворота вокруг нее, контролирующие устройства, втулку, установленную в корпусе с возможностью ее поворота, причем втулка кинематически связана с контролирующим устройством, выполненным в виде сельсина-датчика и указателя угла поворота. Профилированный конец контрольного шаблона выполнен в виде клина с острыми ребрами, боковые поверхности которого
соответствуют профилю задаваемого раската р.
В известном устройстве осевую настройку клети производят при помощи контрольного шаблона, смонтированного в поворотной втулке и введенного в калибр валка, причем фиксацию осевого смещения валков осуществляют за счет поворота конт10рольного шаблона вокруг сэоей оси при помощи измерительного устройства, включающего сельсин-датчик.
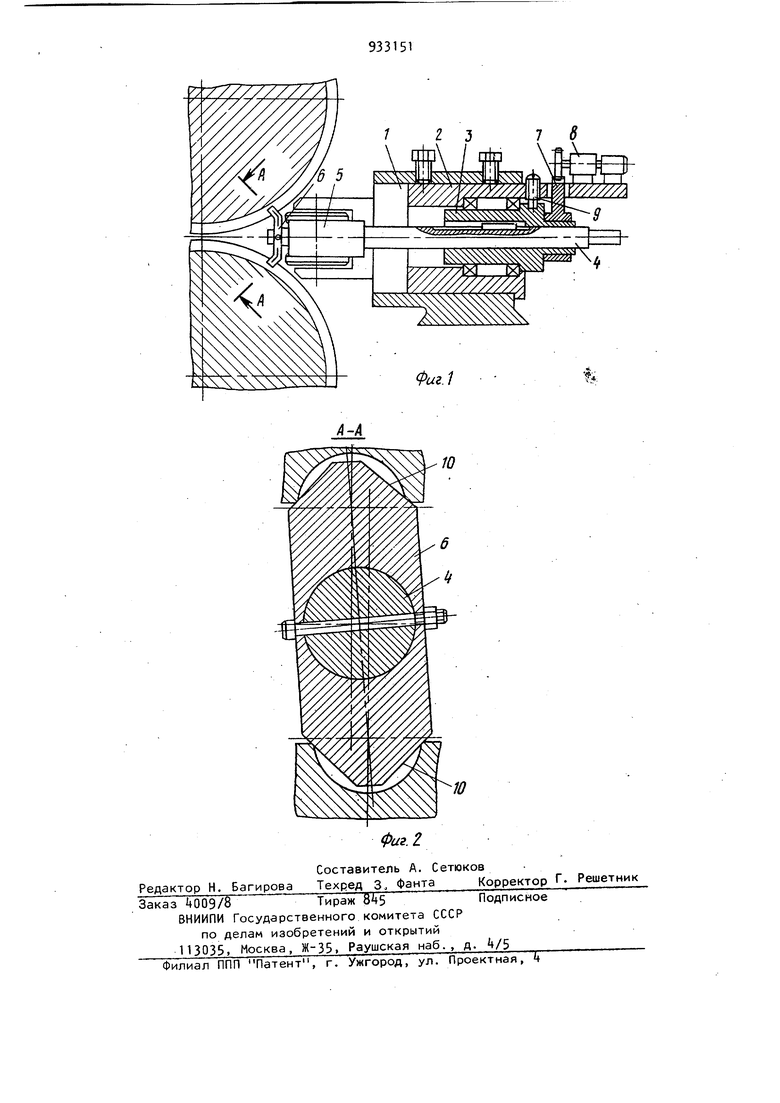
В тех случаях, когда дно калибра не имеет хорошо выраженных углублений (ящичные, овальные, круглые и другие калибры) поворот контрольного шаблона вокруг своей оси затруднен или вообще невозможен, т.е. технологические возможности извест20ного устройства ограничены (в некоторых случаях применение его возможно, но без обеспечения требуемой точности). 39 Целью изобретения является повышение точности настройки валков с калибрами, не имеющими резких перех дов профиля. Для достижения этой цели в известном устройстве для осевой настройки прокатной клети по авт. св. № контрольный шаблон снабжен дополнительной насадкой, выполненно в виде жестко связанного в его сред ней части С шаблоном двуплечего рычага, оба плеча которого, взаимодей ствующие с профилем калибра, выполнены в виде двустороннего клина. На фиг. 1 показано предлагаемое устройство (установленное на клети) на фиг. 2 - разрез А-А на фиг. 1 (п ложение, когда один валок смещен от носительно другого). В роликовой проводке 1 со снятым пропусками смонтированы кассета 2, поворотная втулка 3 и контрольный шаблон Ц. Боковые поверхности 5 контрольного шаблона Ц имеют форму и размеры задаваемого в клеть раската, а его передняя часть снабжена дополнительной насадкой 6, причем ее размеры по высоте выбирают из условия удобного и быстрого монтажа в пространстве, ограниченном валками клетей и роликами проводки, Поворотная втулка 3 кинематически связана при помощи зубчатой переда чи 7 с измерителем угла поворота втулки сельсином-датчиком 8. Винт 9 фиксирует втулку 3 от поворота в нерабочем положении. Насадка 6 выполнена в виде двуплечего рычага и имеет две рабочие поверхности 10 которые контактируют с калибром вер хнего и нижнего валков в плоскости отличной от плоскости оси валков, и имеют форму двустороннего клина. Осевую настройку клети с примене нием устройства производят, следующим образом. В проводке 1 монтируют кассету 2 со втулкой 3 и шаблоном 4. В передней части шаблона монтируют допо нительную насадку 6, выверяют ось проводки и ось, прокатки, освобождают втулку k от винта 9. шаблон 4 перемещают в сторону валков до контакта рабочих поверхностей 10 дополнительной насадки 6 с калибрами валков. В случае, когда калибры валков смещены в осевом направлении, дополнительная насадка 6 вместе с шаблоном k и втулкой 3 повернутся вокруг оси, что будет зафиксировано измерительным устройством, по показаниям которого смещают оси верхнего и нижнего калибров, после чего сводят до соприкосновения с шаблоном Ц, снимают дополнительную насадку 6, кассету 2 и устанавливают пропуска в проводку. . Так как рабочие поверхности насадки контактируют с поверхностью калибров в плоскости, отличной от плоскости оси валков, то в его крайних точках имеется возможность применения устройства при настройке круглых, овальных и других калибров с соответствующим повышением точности профилей, улучшением их качества и сокращением времени на настройку клетей. Формула изобретения Устройство для осевой настройки прокатной клети по авт. св. №8396 0, отличающееся тем, что, с целью повышения точности настройки валков с калибрами, не имеющими резких переходов профиля, контрольный шаблон снабжен дополнительной насадкой, выполненной в виде жестко связанного в его средней части с шаблоном двуплечего рычага, оба плеча коТОрого, взаимодействующие с профилем калибра, выполнены в виде двустороннего клина. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 839640, кл. В 21 В 39/16, 1979.
