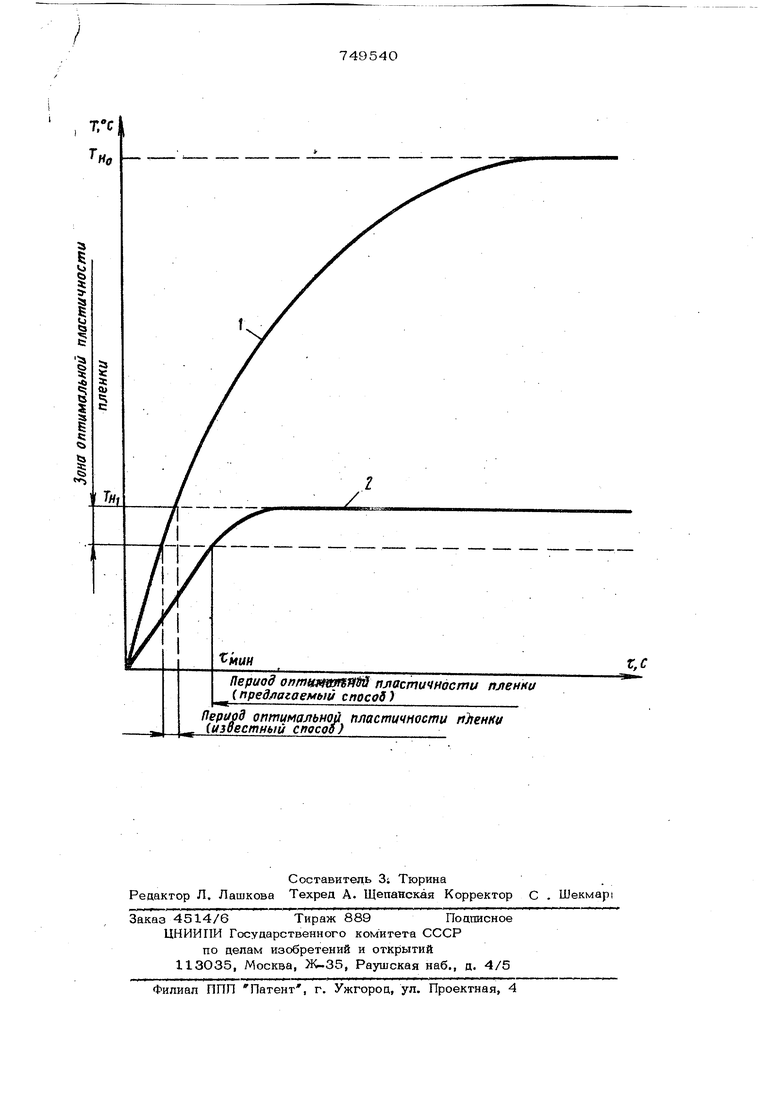
(54) СПОСОБ НАЛОЖЕНИЯ ПЛЕНКИ НА МОДЕЛЬ ПРИ ВАКУУМНОЙ ФОРМОВКЕ Изобретение относится к области литейного производства, в частности, к способам наложения синтетической пленки пр изготовлении- литейных форм методом вакуумной формовки. По условиям вакуумной формовки на модель наносят синтетическую пленку. В процессе нанесения- пленка подвергается пластической деформации, для чего и нагружают избыточным давлением воздуха, создающим напряжение, превышающее предел упругости материала пленки. Пленка имеет отклонения по толщине поэтому, при равномерном нагружении, в тонких частях пленки возникают большие напряжения, чем в толстых. Причем в тонких частях происходит эсколация напряжения: они деформируются (утоняются), тем большие напряжения возникаютвних (при неизменной нагрузке). Результатом этого является местное вытяжение,что инот да приводит к разрыву пленки.Чем выше прочность пленки, тем больше неравномерность напряжений в ней, обусловленная колебаниями толщины пленки. С приближением прочности пленки к нулю, влияние отклонений ее толщины на неравномерность напряжений, становится несущественным, так как деформация пленки происходит при минимальнь1х нагрузках, даже под собственным весом. Поэтому, - с целью выравнивания напряжений по всей площади пленки, последнюю нагревают. Оптимальную пластичность пленка приобретает при температурах,близких к темпера-1 туре ее плавления. Известен способ наложения синтетической пленки при вакуумной формовке, при котором пленку нагревают излучением до состояния оптимальной пластичности, накладывают ее на рабочие поверхности модели и созйают разряжение между пленкой и рабочими поверхностями модели Р. . Нагрев пленки осуществляют электрическими или газовыми нагревателями. Для большей равномерности нагрева пленки., ее располагают на значительном расстоянииОТ излучателей. В цепях интенси фикации нагревания пленки температура излучателей поццерживается на порядок выше температуры плавления пленки. ПО этому во избежание перегрева: к расплавления пленки необхооимо строго выдерживать заданный интервал температур состо яния оптимальной пластичности пленки. В производственных условиях контроль температуры пленки и равномерности ее нагрева по этому способу производят косвенным путем, по продолжительности нагревания. Вследствие этого действительная температура пленки может колебаться в широких пределах {в зависимости от квалификации обслуживающего персонала, работы оборудования и т. п.), acc) яние пленки в момент наложения ее на модель не будет соответствовать условиям оптимальной пластичности. Недостатком известного способа наложения синтетической пленки на рабочие поверхности модели является сложность сохранения условий ее оптимальной пластичности. При транспортировке от нагревателя к модели пленка охлаждается, поэтому ее температуру желательно держать на верхнем пределе. В то же время перегрев пленки приводит к ее прогоранию и окончательному браку. Поэтому, при нагревании пленки по известному способу, во избежание перегрева,ее температуру поддерживают на нижнем уровне оптимальной пластичности, что существен но ухудшает условия нанесения пленки. Кроме того, при нагревании пленки по,из вестному способу, велик расход энергии, ввиду малого коэффициента теплопередйчи. Целью настоящего изобретения явл51ется разработка способа наложения синте тической пленки на рабочие поверхности модели при вакуумной формовке, обеспечивающего сохранение условий оптимальной пластичности пленки в момент нанесения ее на модель. Указанная цель достигается за счет того, что нагрев пленки осуществляют на предварительно нагретом пористом теплоносителе. Пленку перед нагреванием нак ладьщают на пористый теплоноситель, по мещенный в корпус с нагревателем и ср ством вакуумирования, затем создают ра ряжение в корпусе, которое поддерживаю до окончания нагревания и совмещения пленки с рабочими поверхностяк и модели при этом, теплоноситель нагревают до т пературы оптимальной пластичности пленки и постоянно поддерживают ее на заданном уровне, что обеспечивает достижение поставленной цели. Предлагаемый способ осуществляют следующим образом. Пористый теплоноситель, который может быть выполнен в виде блока из формовочной смеси, например, химического твердения, помещают в корпус со штуцером для подсоединения к вакуумной системе. Внутри блока теплоносителя расположены нагревательные элементы (ТЭНы). Электрическая схема содержит термореле, датчик температуры которого установлен в поверхностном слое теплоносителяТеплоноситель разогревают до температуры равной верхнему пределу оптимальной пластичности пленки и терморегулятором поддерживают ее на заданном уровне постоянно. Так для Ьтечественной пленки типа сэвнлен верхний температурный предел составляет 90 С. После достижения теплоносителем заданной температуры (90 С) на него накладывают пленку и одновременно включают вакуумнасос (остаточное давление в теплоносителе 0,95 кГс/см ). Атмосферное давление плотно прижимает пленку к теплоносителю. Происходит естественный теплообмен между теплоносителем и пленкой и нагревание последней. Нагрев пленки толщиной 0,05 мм до температуры оптимальной пластичности происходит через 5-7 секунд, при толщине пленки ОД ммчерез 9-11 с. В связи с тем, что процесс нагревания не лимитирует цикл изготовления формы, который составляет несколько минут, пленку можно выдерживать на теплоносителе в течение 1-2 минут.Так как температура теплоносителя ограничена верхним пределом оптимальной пластичности пленки, длительное нагревание ее не приводит к перегреву или прогоранию. Нагретую пленку вместе с нагревателем транспортируют к собранной модель ной оснастке. После совмещения пленки с модельной оснасткой в корпусе нагревателя восстанавливают атмосферное давление и затем создают разргжение в модельной оснаст ке. При этом пленка отделяется от теплоносителя и плотно накладьтается на рабочие поверхности модели за счет атмосферного давления. Нагревание пленки на пористом теплоносителе позволит улучшить теплопередачу, обеспечивает равномерность нагрева пленки. Поскольку теплоноситель имеет значительную, по сравнению с пленкой толщину, его температуру, а следовательно, и температуру пленки можно контролировать, регулировать и поддерживать с высокой точностью, что позволяет нагревать пленку в пределах ее оптимальной пластичности, исключает перегрев пленки и обеспечивает получение качества нанесения пленки значительно выше, чем при наложении пленки по известному способу. На прилагаемом графике представлены зависимости скорости нагревания пленки по известному способу - кривая 1 и прегь лагаемому - кривая 2. Как следует из графика, температура нагревателя {Тцо известного и Тн-, - предлагаемого) определяет процесс нагревания пленки. При нагревании по известному способу (кривая 1), период оптимальной прочности пленки относительно узок и возможен перегрев и прогорание пленки, поэтому н обхо щмо строго контролировать продолжительность нагревания. При нагревании по предлагаемому способу (кривая 2) додостаточно выдержать минимальную необходимую продолжительность нагрева (Т )
Дальнейший (в том числе и неограниченный) нагрев не ухудшает пластичности пленки и не приводит к ее прогораг нию, так как температура нагревателя (Тн4 ) равна верхнему температурному пределу зоны оптимальной пластичности пленки.
Формула изобретения
Способ наложения пленки на модель при вакуумной формовке, включающий нагрев пленки, совмещение ее с рабочими поверхностями модели и создание разряжения между пленкой и рабочими поверхностями модели, отличающийся тем, что, с целью поддержания температур ры пленки, соответствующей состо5шию ее оптимальной пластичности, нагрев пленки осуществляют на предварительно нагретом пористом теплоносителе.
Источники информации, принятые во внимание при экспертизе
1. Экспресо-инфсрмация ВИНИТИ Технология и оборудование литейного производства, № 5, с. 13-14. 1974.
t.C
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейной формы и оснастка для его осуществления | 1986 |
|
SU1340888A1 |
| Способ облицовки пленкой модели при вакуумной формовке | 1985 |
|
SU1276425A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU984633A1 |
| Способ наложения пленки на модельный комплект при вакуумной формовке | 1986 |
|
SU1371758A1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ ПРИ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКЕ | 1991 |
|
RU2020028C1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| Способ вакуумно-пленочной формовки | 1990 |
|
SU1688969A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1990 |
|
SU1780518A3 |
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |