(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОПОЧНЫХ ФОРМ С ВЕРТИКАЛЬНЫМ РАЗЪЕМОМ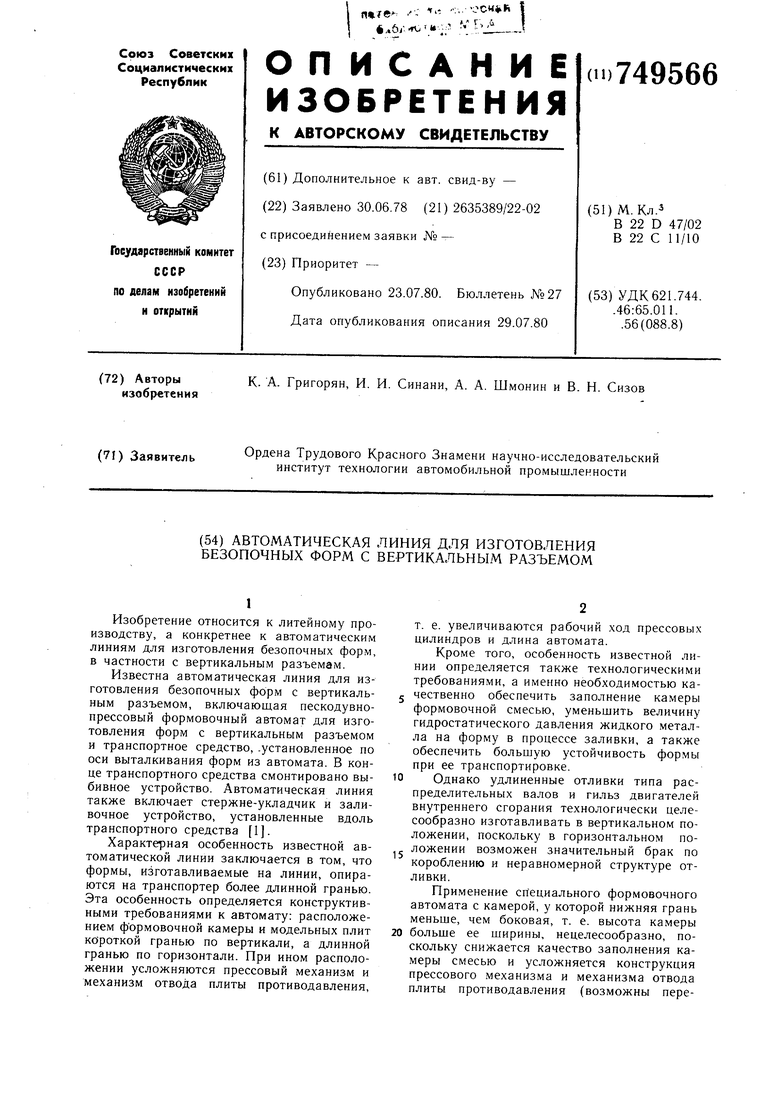

| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Автоматическая линия для безопочной горизонтально-стопочной формовки | 1978 |
|
SU738766A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Автоматическая линия для получения отливок в стопочных формах | 1976 |
|
SU662268A1 |
1
Изобретение относится к литейному производству, а конкретнее к автоматическим линиям для изготовления безопочных форм, в частности с вертикальным разъемам.
Известна автоматическая линия для изготовления безопочных форм с вертикальным разъемом, включающая пескодувнопрессовый формовочный автомат для изготовления форм с вертикальным разъемом и транспортное средство, .установленное по оси выталкивания форм из автомата. В конце транспортного средства смонтировано выбивное устройство. Автоматическая линия также включает стержне-укладчик и заливочное устройство, установленные вдоль транспортного средства 1.
Характерная особенность известной автоматической линии заключается в том, что формы, изготавливаемые на линии, опираются на транспортер более длинной гранью. Эта особенность определяется конструктивными требованиями к автомату: расположением формовочной камеры и модельных плит короткой гранью по вертикали, а длинной гранью по горизонтали. При ином расположении усложняются прессовый механизм и механизм отвода плиты противодавления.
т. е. увеличиваются рабочий ход прессовых цилиндров и длина автомата.
Кроме того, особенность известной линии определяется также технологическими требованиями, а именно необходимостью качественно обеспечить заполнение камеры формовочной смесью, уменьшить величину гидростатического давления жидкого металла на форму в процессе заливки, а также обеспечить большую устойчивость формы при ее транспортировке.
10 Однако удлиненные отливки типа распределительных валов и гильз двигателей внутреннего сгорания технологически целесообразно изготавливать в вертикальном положении, поскольку в горизонтальном положении возможен значительный брак по короблению и неравномерной структуре отливки.
Применение специального формовочного автомата с камерой, у которой нижняя грань меньше, чем боковая, т. е. высота камеры
20 больше ее ширины, нецелесообразно, поскольку снижается качество заполнения камеры смесью и усложняется конструкция прессового механизма и механизма отвода плиты противодавления (возможны перекосы и значительно увеличиваются габариты) .
Использование специальной формовочной линии для изготовления отливок удлиненной формы в условиях единичного производства экономически не оправдано.
Известны формовочные автоматы, в которых формовочная камера выполнена с возможностью поворота 2.
Однако такой автомат не отличается универсальностью, так как поворот камеры осуществляется в каждом цикле, т. е., автомат предназначен для производства форм только для одного типа отливок, например удлиненных.
Известна также автоматическая линия для изготовления безопочных форм с вертикальным разъемом,-содержащая формовочный автомат, имеющий прессовыталкивающую плиту, установленную на штоке порщневого привода, и последовательно расположенные по оси выталкивания кантов-атель форм, транспортер и выбивное устройство 3.
Указанная линия имеет те же недостатки. Цель изобретения - повышение универсальности линии.
Указанная цель достигается тем, что кантователь вьиюлнен с возможностью поворота форм вокруг оси вьЕталкивания, прессовыталкивающая плита установлена на штоке с возможностью поворота относительно друг друга, а транспортер выполнен подвижным в вертикальной плоскости.
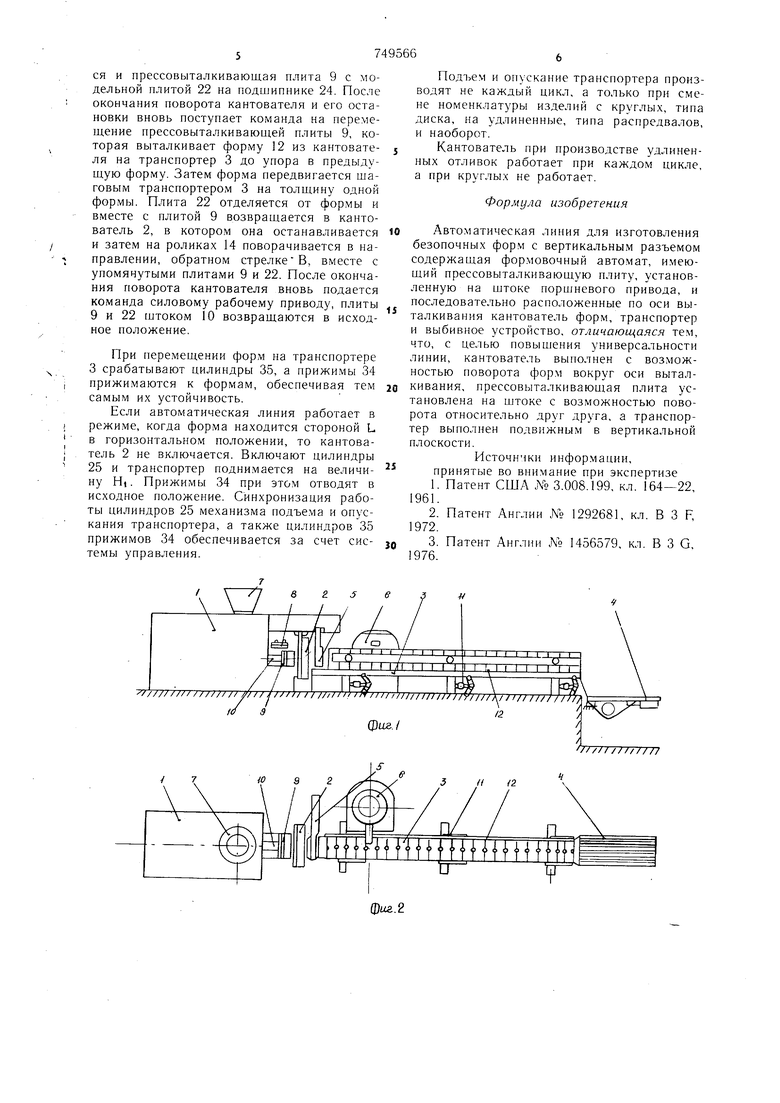
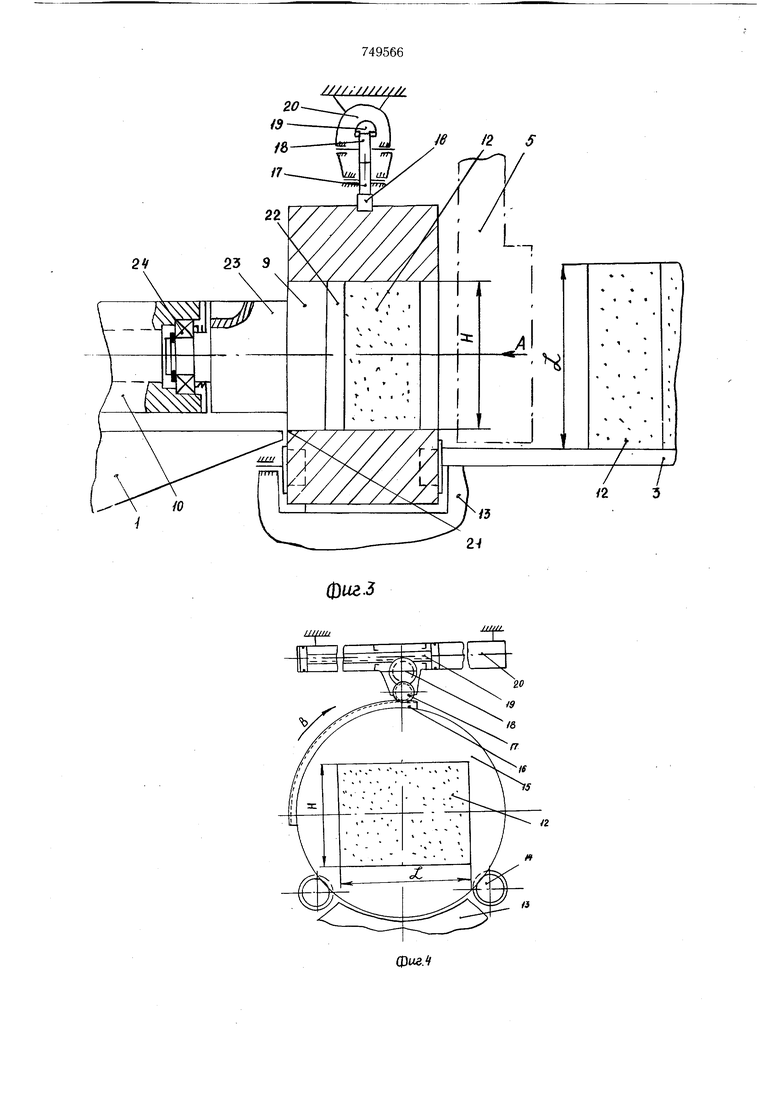
На фиг. 1 изображена линия, общий вид (сбоку); на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез кантователя; на фиг. 4 - вид по стрелке А на фиг. 3; на фиг. 5 - вид на механизм подъема и опускания; на фиг. 6 - поперечный разрез Б-Б на фиг. 5.
Автоматическая линия содержит формовочный пескодувно-прессовый автомат 1 с вертикальным расположением модельнопрессующих плит (на чертеже не показаны), кантователь 2 барабанного типа, последовательно расположенные шагающий транспортер 3 и выбивное устройство 4. Рядом с транспортером 3 размещены стержнеукладчик 5 и заливочное устройство 6. Формовочный автомат 1 снабжен воронкой 7 для засыпки формовочной смеси, плитой 8 противодавления, закрепленной на корпусе автомата с возможностью поворота вокруг горизонтальной оси и прессовыталкивающей плитой 9, закрепленной на штоке 10 рабочего силового привода (последний на чертеже не показан).
Шагающий транспортер 3 снабжен механизмом подъема и опускания его с формами 12 в случае, когда работает кантователь 2, а также для подъема в исходное положение. Кантователь состоит из опорной рамы 13, в которой смонтированы ролики 14. На роликах свободно с возможностью поворота установлен корпус 15 кантователя. На корпусе жестко закреплен зубчатый сектор 16, который через шестерни 17 и 18 связан со щток-рейкой 19 рабочего цилиндра 20.
Окно корпуса 15 кантователя имеет размеры, соответствующие размерам формы 12 с гарантированным зазором для учета увеличения габаритов формы в результате раздутия после ее выталкивания из формовочной камеры (на чертеже не показана) автомата за счет обратных деформаций смеси.
Заходные фаски 21 на контуре окна корпуса 15 (величина фасок порядка 5-10°) также служат для обеспечения надежного захода формы в упомянутый корнус.
На прессовыталкивающей плите 9 установлена модельная плита 22. Прессовыталкивающая плита снабжена хвостовиком 23, на котором смонтирован подшипник 24 качения. Механизм 11 подъема и опускания транспортера (см. фиг. 5) содержит рабочий цилиндр 25, связанный шарниром 26
с опорой 27 и шарниром 28 с рычагами 29 и 30. Рычаг 29 через щарнир 31 связан с основанием опоры, а рычаг 30 через шарнир 32 с транспортером 3. Опора 27 выполнена в виде , внутри которой по скользящей посадке установлена скалка33, жестко связанная с транспортером 3. Транспортер снабжен приводными боковыми прижимами 34, установленными с двух боковых сторон формы 12 (см. фиг. 6). Каждый боковой прижим закреплен на штоке цилиндра 35 и имеет направляющие 36. Цилиндр 35 закреплен на кронштейне 37, жестко связанном с транспортером.
Форма 12 имеет ширину L и высоту Н. Поворот кантователя 2 происходит по стрел ке В. При повороте на 90° ширина становится высотой, а высота - шириной. В этом случае транспортер опущен на высоту HI , которая равна
-ТАвтоматическая линия работает следую0 щим образом.
Формовочную смесь через воронку 7 подают в автомат 1, на котором изготовляются пескодувно-прессовым способом безопочные формы 12 с вертикальным разъемом. Из автомата формы выталкиваются прессовы талкивающей плитой 9 (плита 8 противодавления при этом отведена вверх). При выталкивании форма 12 входит в окно корпуса 15 кантователя 2. Когда форма полностью вощла в кантователь, поступает команда на прекращение перемещения штока 10 рабочего силового привода. Через небольшой интервал времени последовательно дается команда на цилиндр 20 кантователя. Он срабатывает, шток-рейка 19 перемещается и через шестерни 18 и 17 воздействует на сектор 16. Происходит поворот кантователя на ролика-х 14 вместе с формой по стрелке В на 90°. При этом ширина L становится высотой, а высота Н - шириной. Вместе с кантователем поворачивается и прессовыталкивающая плита 9 с модельной плитой 22 па подшипнике 24. После окончания поворота кантователя и его остановки вновь поступает команда на перемещение прессовыталкивающей плиты 9, которая выталкивает форму 12 из кантователя на транспортер 3 до упора в предыдущую форму. Затем форма передвигается шаговым транспортером 3 на толщину ojinoii формы. Плита 22 отделяется от формы и вместе с плитой 9 возвращается в каптователь 2, в которо.м она останавливается и затем на роликах 14 поворачивается в направлении, обратном стрелкеВ, вместе с упомянутыми плитами 9 и 22. После окончания поворота кантователя вновь подается команда силовому рабочему приводу, плиты 9 и 22 щтоком 10 возвращаются в исходное положение. При перемещении форм на транспортере 3 срабатывают цилиндры 35, а прижимы 34 прижимаются к формам, обеспечивая тем самым их устойчивость. Если автоматическая линия работает в режи.ме, когда форма находится стороной L в горизонтальном положении, то кантователь 2 не включается. Включают цилиндры 25 и транспортер поднимается на величину HI. Прижимы 34 при этом отводят в исходное положение. Синхронизация работы цилиндров 25 механизма подъема и опускания транспортера, а также цилиндров 35 прижимов 34 обеспечивается за счет сиетемы управления. Подъем и опускание транспортера производят не каждый цикл, а только при смепе номенклатуры изделий с круглых, типа диска, на удлиненные, типа распредвалов, и наоборот. Кантователь при производстве удлиненных отливок работает при каждом цикле, а при круглых не работает. Формула изобретения Автоматическая линия для изготовления безопочных форм с вертикальны.м разъемом содержащая формовочный автомат, имеющий прессовыталкивающую плиту, установленную на щтоке поршневого привода, и последовательно расположенные по оси выталкивания кантователь форм, транспортер И выбивное устройство, отличающаяся тем, что, с целью повышения универсальности линии, кантователь выполнен с возможностью поворота форм вокруг оси выталкивания, прессовыталкивающая плита установлена на штоке с возможностью поворота относительно друг друга, а транспортер выполнен подвижным в вертикальной плоскости. Источники информации, принятые во внимание при экспертизе 1.Патент США N° 3.008.199, кл. 164-22, 1961. 2.Патент Англии № 1292681, кл. В 3 F, 1972. 3.Патент Англии № 1456579, кл. В 3 G, 1976.
фиг.З
////////
fi
///// //////1/// // ////////////
