(54) СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЬНО ДОПУСТИМЫХ ЗНАЧЕНИИ ТОКА ПРИ ОБРАБОТКЕ СЖАТОЙ ДУГОЙ
1
Изобретение относится к сварочному производству, к способам дуговой обработки, выполняемым плазменной дугой, и может быть использовано при резке и сварке металлов.
Известен способ плазменно-дуговой обработки, при котором предельно допустимое значение тока для сопла данного диаметра и прочих режимных параметров процесса определяют по возникновению первого импульса повышения напряжения между электродами и соплом, формирующим плазменную дугу 1.
Недостатком известного способа является то, что наличие первого импульса повышения напряжения между электродом и соплом не свидетельствует о предельно допустимом значении тока плазменной дуги вследствие того, что скорость изменения давления в камере дугового плазмотрона является более инерционной по сравнению с изменением тока.
Известен способ плазменно дуговой обработки, при котором режим определяют по изменению давления 2.
Недостатком известного способа является то, что определение давления производят при постоянном значении тока плазменной ду1-и, что не позволяет использовать его для определения величины предельно допустимого тока для сопла данного диаметра.
JИзвестен способ плазменно-дуговой резки, при котором повышение предельно допустимого значения тока обеспечивают за счет периодически повторяющегося двойного дугообразования в канале сопла дугового плазмотрона, обусловленного увеличени10 ем тока плазменной дуги 3.
Недостатком известного способа является то, что использование так называемого явления «автоприработка канала сопла, обусловленного сглаживанием микронеровностей на его поверхности, имеет место только при
15 ограниченных плотностях тока в канале сопла дугового плазмотрона, т. е. в тех случаях, когда величина пристеночного зазора в канале сопла минимальна. Однако всякое увеличение степени сжатия столба
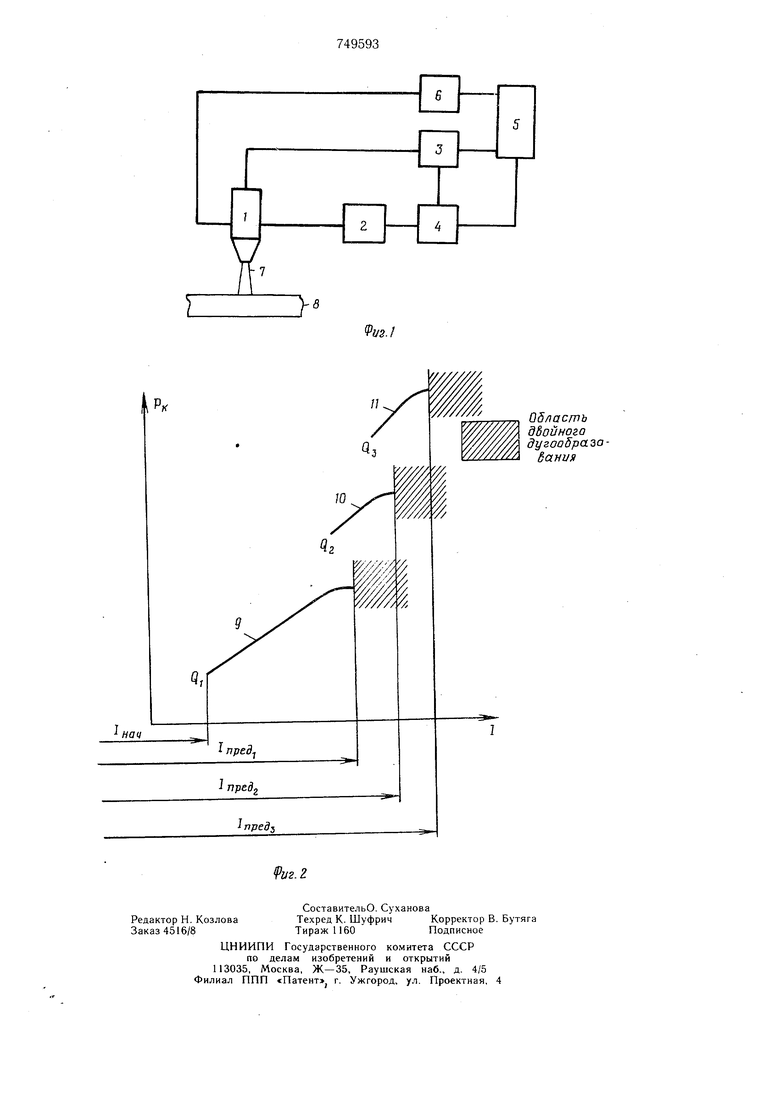
20 дуги обуславливает не сглаживание микронеровностей на поверхности канала сопла, а его разрушение, вследствие того, что при этом возрастает значение тока, шунтируемое соплом плазмотрона. Известен способ определения предельно допустимых значений тока при обработке сжатой дугой, при котором увеличивают ток дугового промежутка и фиксируют давление в камере плазмотрона 4. Недостатком известного способа является то, что он не обеспечивает определение оптимального предельно допустимого значения тока. Значение рабочего тока при данном способе, как правило, ниже предельно допустимого значения, в то время как значение расхода газа преднамеренно завышено. Хотя предлагаемый способ и гарантирует отсутствие двойного дугообразования, однако его использование связано со снижением производительности обработки и техникоэкономических показателей процесса. Целью предлагаемого изобретения является повышение производительности обработки сжатой дугой и увеличение ресурса работы плазмотрона путе.м исключения образования «двойной дуги. Для этого увеличение тока осуш.ествляют в несколько этапов, уменьшая на 10- 20% величину прироста тока от этапа к этапу и соответственно увеличивая при этом расход газа на 20-30%, а давление фиксирует между этапами, причем последующее увеличение тока производят, если Чу предыдущего этапа больше нуля, а предельно допустимое значение тока определяют при условии - О ,где Р - давление в камере при установившемся процессе; I - значение тока плазменной дуги. На фиг. 1 показана блок-схема устройства, реализующего предлагаемый способ; на фиг. 2 - диаграммы влияния тока на изменение давления в камере формирования режущей дуги для различных расходов плазмообразующего газа. Дуговой плазмотрон 1 связан с блоком 2 регистрации производной давления - в камере .плазмотрона и блоком 3 регистрации производной тока Блоки 2 и 3 осуществляют регистрацию на каждом этапе увеличения тока. Блоки 2 и 3 связаны с блоком 4 сравнения производных являющегося блоком регистрации градиента повышения давления - Блок 4 через блок 5 управления параметрами плазменной дуги, связанного с блоком 3, соединен с исполнительным устройством 6 изменения расхода плазмообразующего газа для формирования плазменной дуги 7 при обработке изделия 8. На фиг. 2 приняты следующие обозначения: 9, 10, 11 - графики изменения давления в камере плазмотрона от величины тока при различных расходах плазмообразующего газа; РК - давление в камере плазмотрона; Qi; Qg; Qj - расходы плазмообразующего газа, причем Q i Q 2 Оз; I - значение тока плазменной дуги; I нлч,- начальное значение тока плазменной дуги; 1пН-1 1пН- предельно допустимые значения тока плазменной дуги, соответствующие расходам тока Q ь Q а и Q зСпособ реализуют следующим образом. При начальном значении тока плазменной дуги IHAM. , который выбирают существенно меньше предельно допустимого значения, между плазмотроном 1 и обрабатываемь1м изделием 8 возбуждают плазменную дугу 7. Расход плазмообразующего газа при этом выбирают равны Q . С помощью блока 2 регистрируют производную давления в камере формирования плазменной дуги плазмотрона 1 и подают сигнал в блок 4, который регистрирует градиент повышения давления - Затем плавно повышают величину тока плазменной дуги 1 на величину Д1. Это изменение тока обеспечивают с помощью блока управления 5. Соответствующую производную тока регистрирует блок 3. Указанные операции, связанные с повыщением тока, повторяют в несколько этапов, причем на каждо.м этапе уменьшают прирост тока на 10-20% по сравнению с его приростом на предыдущем этапе. Данное повышение тока производят до тех пор, пока градиент повышения давления при О прекращают повышение тока, так как к данному моменту давление РК свидетельствует о достижении на кривой 9 предельно допустимого значения тока infje.iПредлагаемый способ обеспечивает определение предельно допустимого значения тока для данного расхода плазмообразующего газа. Отсутствие повышения градиента давления свидетельствует о том, что дальнейщее повышение тока плазменной дуги лишено смысла, так как его увеличение при данном расходе плазмообразующего газа, обуславливает возникновение двойного дугообразования и разрушение вследствие этого сопла дугового плазмотрона. Поэтому при достижении током значения 1пЬеа с помощью устройства 6 производят увеличение расхода плазмообразующего газа до значения Qg и вновь производят увеличение тока (коивая 10), пока для данного расхода газа не станет равно нулю. Этому УСЛОВИЮ соответствует значение тока .a , которое характеризует предельно допустимое значение тока, соответствующее расходу Q г- При этом вновь повышают расход плазмообразующего газа до значения Qa и производят дальнейшее повышение тока (кривая 11), пока градиент изменения давления не станет равным нулю. Этому расходу газа соответствует предельно допустимое значение тока 1преЭ,зТаким образо.м при выполнении предлагаемого способа плазменной обработки определяют предельно допустимое значение тока для данного расхода плазмообразующего газа в несколько этапов за счет соответствующего увеличения рабочего значения тока, после чего повышают на некоторую величину расход плазмообразующего газа и для этого расхода вновь определяют предельно допустимое значение тока, затем вновь увеличивают расход плазмообразующего газа и т. д.
Повышение градиента обуславливается увеличением скорости истечения пристеночного потока газа в канале сопла. Чем больше значение тока, тем соответственно больше диаметр столба дуги в канале сопла, т. е. тем больший диаметр столба дросселирует отверстие сопла плазмотрона. Данное обстоятельство и обуславливает повышение давления в камере плазмотрона. Рост давления в камере свидетельствует о повышении скорости пристеночного потока газа,так как большая часть газа, подаваемого в камеру плазмотрона, идет не на плазмообразование, а обеспечивает создание пристеночного потока газа, электрически и термически отшнуровываюшего столб дуги от стенок канала сопла плазмотрона. Отсутствие двойного дугообразования при - О свидетельствует о таких режимах работы -дугового плазмотрона, при которых повышение тока компенсируется увеличением скорости пристеночного потока газа.
Однако повышение скорости пристеночного потока газа возможно при данном его расходе только до некоторого предела. При некотором значении диаметра столба пути, которое соответствует условию Я. О, скорость пристеночного потока газа достигает скорости, равной скорости звука. Поэтому дальнейший рост скорости пристеночного потока газа при повышении тока невозможен, что и обуславливает возникновениедвойного дугообразования при повышении тока сверх некоторого предельно допустимого значения.
Увеличение расхода газа обуславливает большее сжатие столба дуги в канале сопла дугового плазмотрона. Поэтому значение тока, являющееся предельно-допустимым для меньшего расхода, перестает быть таковым при увеличении расхода газа.
За счет сжатия столба дуги возрастает эффективное проходное сечение в канале сопла, определяющее истечение пристеночного потока газа, что в свою очередь делает возможным повышение скорости пристеночного потока газа до того значения, пока она не достигнет скорости, равной скорс ти звука, что соответствует условию О и т. д.
Это повышение расхода газа от цикла к циклу принимают равным 20-ЗО /о. При
0 этом за счет последовательного увеличения расхода газа обеспечивают определение максимального значения предельно допустимого тока для данной внутренней геометрии плазмотрона. Это повышение расхода газа производят до тех пор, пока AQ не станет равно нулю, где AQ - повышение расхода газа для случая горения дуги на предельно допустимом токе для предыдущего цикла, связанного с изменением расхода газа.
При этом поскольку на каждом этапе увеличения тока у.меньшают его прирост и увеличивают расход газа вероятность двойного дугообразования по .мере роста тока плазменной дуги уменьшается. 1Г1овышение
тока до предельного значения на максимальном расходе плазмообраз5ющего газа позволяет избежать образования двойной дуги. Пример осуществления способа. Определяе.м предельно допустимое значение тока плазменной дуги при выполнении
плазменной обработки (резки) в среде технического азота. Диаметр сопла, формирующего плазменную дугу, составлял 0,5 мм, глубина утопления электрода 5,0 мм. В нижеприведенной таблице представлены данные, характеризующие соответствующее изменение тока и давления в камере.
Сравнение значений предельно допустимых токов, полученных при использовании данного способа и известного, когда предельно допустимый ток определяют по возникновению двойной дуги показало, что разница в величинах тока не превышает 3-5% (см. таблицу). Предлагаемый способ плазменной обработки металлов позволяет повысить производительность процесса за счет выполнения его на предельных значениях тока. Кроме того, повышается срок службы плазмотрона за счет отсутствия двойного дугообразования. Формула изобретения Способ определения предельно допустимых значений тока при обработке сжатой дугой, при котором увеличивают ток дугового промежутка и фиксируют давление в камере плазмотрона, отличающийся тем, что, с целью повышения производительности обработки сжатой дугой и увеличения ресурса работы плазмотрона путем исключения образования «двойной дуги, увеличение тока осуществляют в несколько этапов, уменьшая на 10-20/о величину прироста-тока ОТ этапа к этапу и соответственно увеличивая при этом расход газа на 20-30%, давление фиксируют между этапами, причем последующее увеличение тока производят, если градиент повышения давления предыдущего этапа больше нуля, а предельно допустимое значение тока определяют при условии f О, где Рц - давление в камере при установившемся процессе; I - Эначение тока плазменной дуги. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 316294, кл. В 23 К 9/10, 1972. 2.Авторское свидетельство СССР № 453009, кл. В 23 К 5/16, 1974. 3.Авторское свидетельство СССР № 283447, кл. В 23 К 9/16, 1970. 4.Шапиро И. С. и др. Плазменно-дуговая обработка, Ж. «Сварочное производство, 1976, № 12, е. 12-15.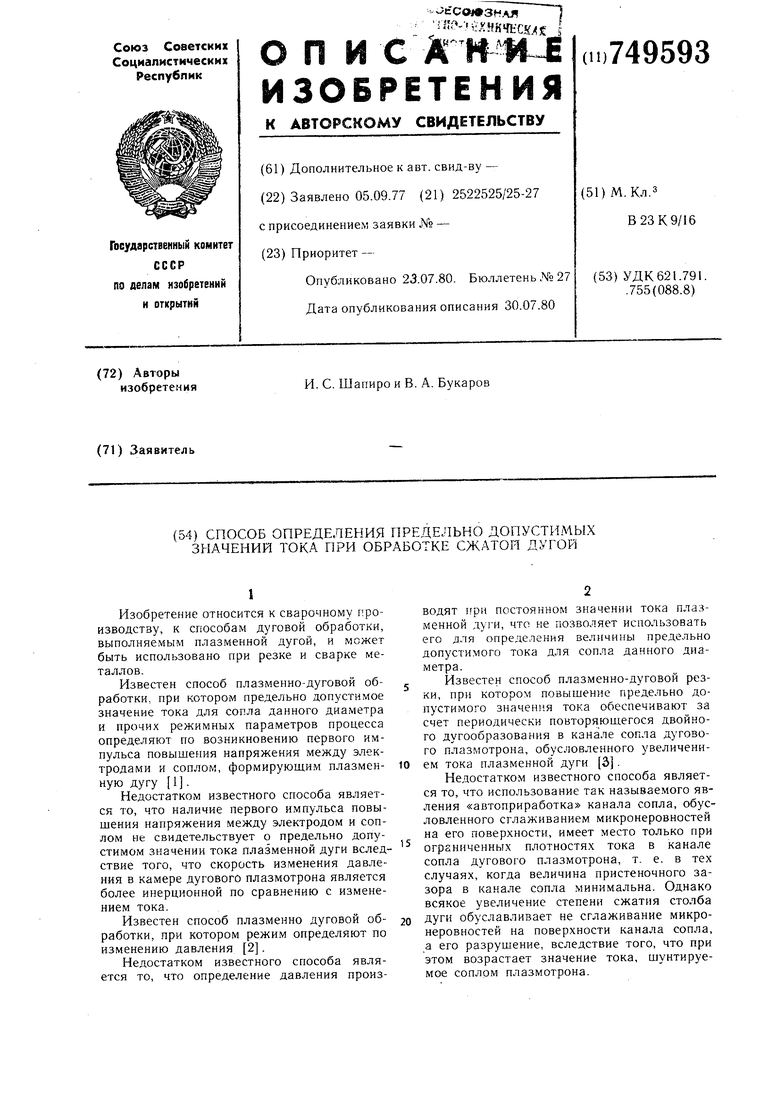

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки режима плазменно- дуговой резки | 1977 |
|
SU716738A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU782973A1 |
| Способ плазменно-дуговой обработ-Ки | 1979 |
|
SU812482A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU742086A1 |
| Установка для плазменно-дуговой резки | 1978 |
|
SU716746A1 |
| Способ генерации сжатой дуги переменного тока | 1978 |
|
SU772763A1 |
| Способ обработки металлов плазменной дугой | 1980 |
|
SU912429A1 |
| Горелка для резки сжатой дугой | 1977 |
|
SU698733A1 |
| Устройство для плазменно-дуговой резки | 1978 |
|
SU716747A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU707730A1 |