1
Изобретение относится к сварочной технике, в частности к сварочному оборудованию, которое может быть использовано в производстве сварных труб и обечаек.
Известна установка для сварки внутренних и наружных швов обечаек, содержаЕкая станину с приводной планшайбой и задней бабкой, оснащенной подъемно-вьщвижной консолью со -сварочной головкой- и вьщвижной консолью площадкой для сваррдика 1 .
Недостатком такой установки является наличие индивидуальных консолей со сварочной головкой и консоли с площадкой для сварщика, что приводит к усложнению конструкции и к необходимости поднастройки положения пло- . щадки для сварщика относительно перемещаемой сварочной головки, то есть к дополнительным технологическим операциям.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для сварки обечаек, содержащая опоры для изделия и колонну с подъемной кареткой. Подъемная каретка снабжена выдвижной конс9лью, оснащенной направляющими для ее перемещения относительно каретки, сварочной головкой и установленной внутри консоли с возможностью переме1цения вдоль нее площадкой для сварщика 2.
Однако эта установка не обеспечивает свирку обечаек в широком диапазоне диаметров. Площадка для сварщика, размещенная внутри консоли, увеличивает габарит последней, не позво10ляя сваривать обечайки диаметром менее 1000 мм. При этом сварщик находится в неудобной позе (лежа).
Кроме того, выполнение направляющих для площадки сварщика внутри
15 консоли значительно усложняет конструкцию.
Целью изобретения является упрощение конструкции и улучшение условий труда.
20
С этой целью площадка для сварчика установлена на направляющих консоли, и снабжена фиксаторами для ее закрепления на подъемной каретке.
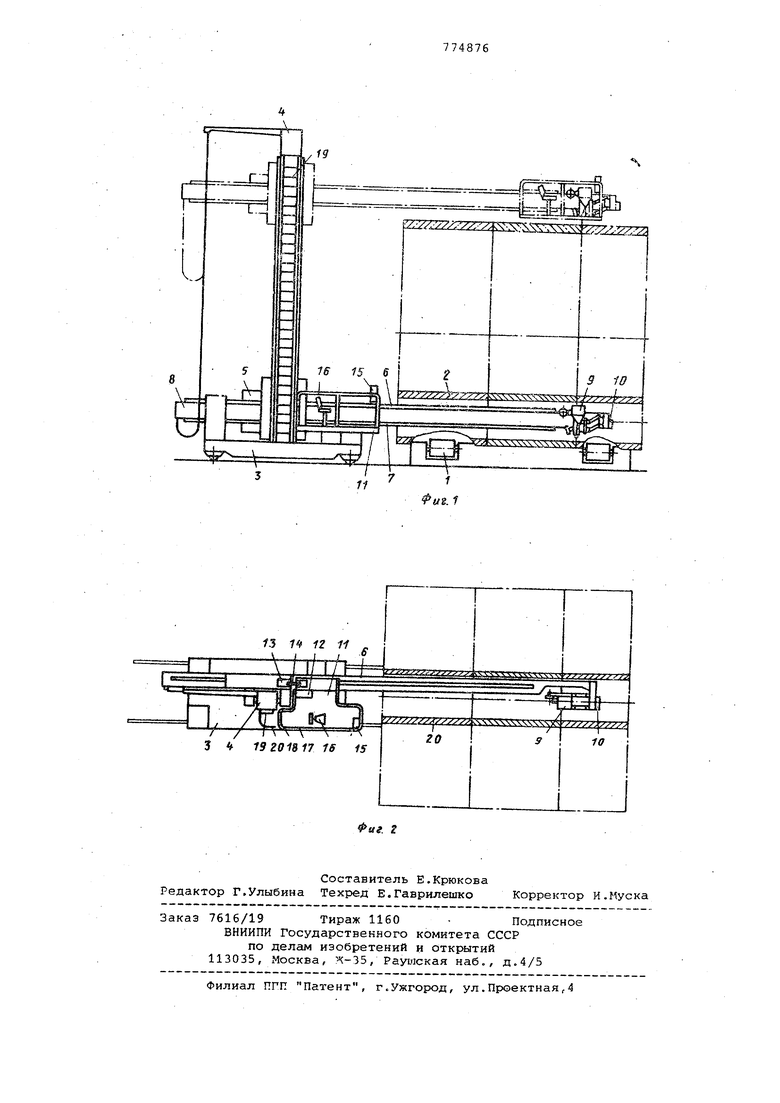
25 На фиг.1 изображена предложенная установка; на фиг.2 - то же, вид сверху.
Установка для сварки содержит опоры 1 для изделия 2 и тележку 3,
30 перемещаемую вдоль изделия. На тележке 3 закреплена колонка 4 с установленной на ней подъемной кареткой 5, В каретке 5 посредствЬм направляющих б и 7 установлена консоль 8, снабженная закрепленными на конце сварочной, головкой 9 и пулЬтом управления 10. На направляющих б и :7 консоли 8 установлена с возможностью независимого перемещения вдоль нее площадка 11 для сварщика. Перемещение площадkи 11 осуществляется приводом 12, На каретке 3 закреплены упоры 13 а на площадке 11 фиксаторы 14, взаимодействунэщие с упорами каретки. На площадке 11 установлены также пульт управления 15 и кресло 16 для сварщика. По всему периметру площадки расположены ограждения 17, имеющие входной проем 18, закрываемый дверцей. На колонне 2 закреплена лестница 19 с ограждением 20. Входной прием 18 выполнен в ограждении, примыкающем к лестнице 19. Установка работает следующим образом. Тележка 3 перемещает колонну с консолью в район предполагаемой работы и с помощью каретки 5 перемещаемой на вертикали по колонне 4, устанавливает консоль 8 в необходимое положение, например, для сварки внутренних швов обечаек. Если производится сварка внутренних швов обечаек малого диаметра, то площадка H консоль 8 со сварочной головкой 9, устанавливанэт ее на стык, подлежащий сварке. Управление осуществляется либо с пульта управления 10 на сварочной головке, либо дистанционно с пульта управления 15, на площадке 1 Если внутренний диаметр позволяет то площадка 11 может находиться в р йоне сварочной головки 9. Перемещая консоль 8 со сварочной головкой 9, устанавливают последнюю на стьж, под лежащий сварке. Все управление осущ ствляется с пульта управления 15.По ле настройки электрода по стыку и установки необходимых режимов включ сверху. При необходимости сварщик вместе с площадкой 11 приводом 12 в район каретки 5, дистанционно выпол няя управление процессом сварки. В этом случае площадка фиксируется на каретке с помощью фиксаторов 14. По ле выполнения сварки внутренних сты ков консоль 8 со сварочной головкой 9 выводится из обечайки 2, каретка вместе с консолью поднимается на не обходимую высоту, затем консоль перемещают в район расположения наружного стыка. При этом рабочая площадка 11 может находиться как в районе сварочной головки 9, обеспечивая наладку и необходимое обслуживание, так и в районе каретки 5,.обеспечивая дистанционное управление процессом сварки. На площадку 11 сварщик поднимается по лестнице 19 через входной проем 18. При этом выход и вход на площадку 11 возможен в любом по вертикали положении каретки 5, когда на ней зафиксирована рабочая площадка для .сварщика, Применение предлагаемой сварочной Установки позволяет выполнить сварку как: внутренних, так и наружных швов обечаек, в широком диапазоне диаметров без применения дополнительного подъемно-транспортного оборудования и без дополнительного сварочного оборудования. Обслуживание сварочной головки с помощью рабочей площадки, выполненной в виде подвижной платформы, расширяет технологические возможности сварочной установки и упрощает наладку и выполнение процесса сварки. Обслуживание и управление сварочной установки упрощается также тем, что подъем на рабочую площадку, зафиксированную на каретке, возможен при любом положении последней . Экономический эффект от внедрения сварочной установки в зависимости от программы свариваемых стыков составит 20-30 тыс.руб. Формула.изобретения в Установка для сварки внутренних и наружных швов обечаек, содержащая смонтированные на основании опоры для изделия и- колонну с установленной на ней подъемной кареткой с выдвижной консолью, оснащенной направляйхчими для перемещения консоли относительно каретки, сварочной головкой и установленной с возможностью перемещения вдоль консоли площадкой для сиарщика о т л ич а ющ а я с я тем, что, с целью упрощения конструкции, площадка для сварщика установлена на направляющих консоли и снабжена фиксаторами для ее закрепления на подъемной каретке. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 257648, кл. В 23 К 37/04,23.09.68. 2.Оборудование для комплексной механизации сварочного производства. Оборудование для поворота свариваемых изделий. OflTPM 5436-003-65, ч.1, М. , НИИИНФОРМА 11, 1965, с. 126-127.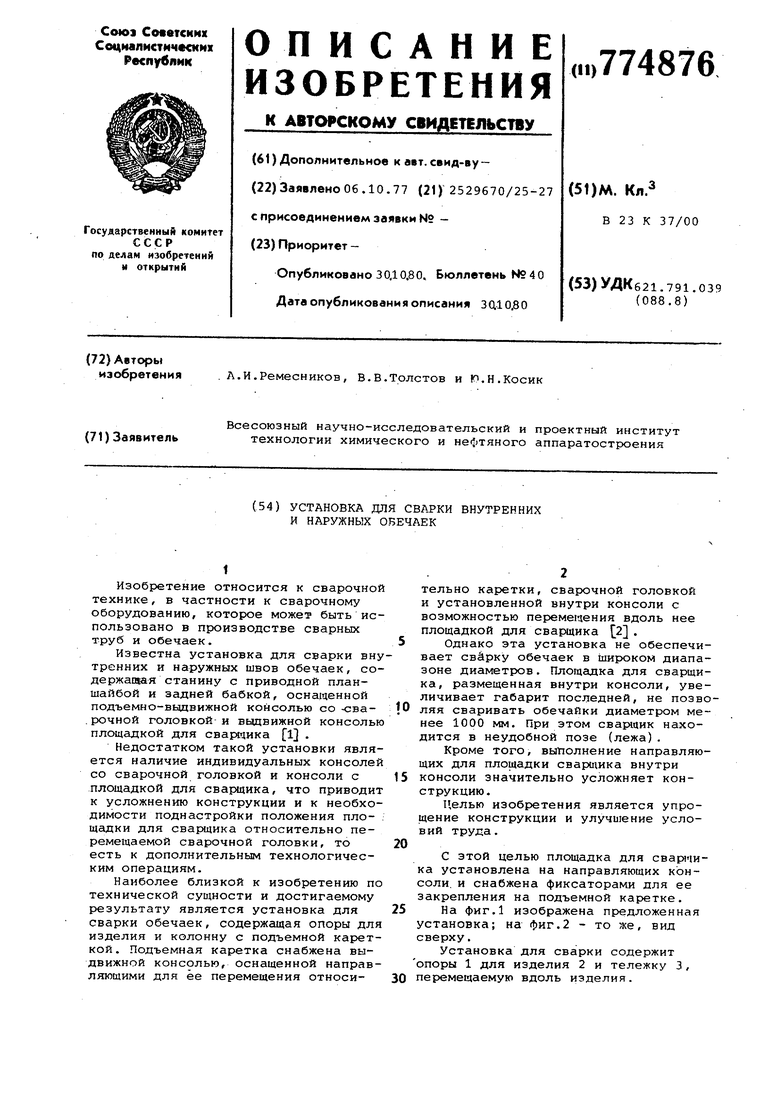
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления крупногабаритных цилиндрических и конических сварных изделий | 1975 |
|
SU749604A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Установка для сварки | 1983 |
|
SU1080940A1 |
| Установка для вварки фланцев в сферические днища | 1977 |
|
SU721303A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |