Устройства для установки обечаек при их сборке с последующей сваркой с использованием вводимой в обечайку разжимной головки с радиально перемещающимися башмаками (кулаками) известны .
Отличительной особенностью предлагаемого устройства того же типа является применение, для радиального перемещения башмаков (кулаков), телескопически входящих один в другой полых винтов, из которых наружный винт находится под воздействием вращающейся гайки, а внутренний осевой винт соединен с бащмаком (кулаком), связанным с направляющими его телескопическими втулками. Такое выполнение предлагаемого устройства обеспечивает возможность его использования для центрирования обечаек больщого диаметра.
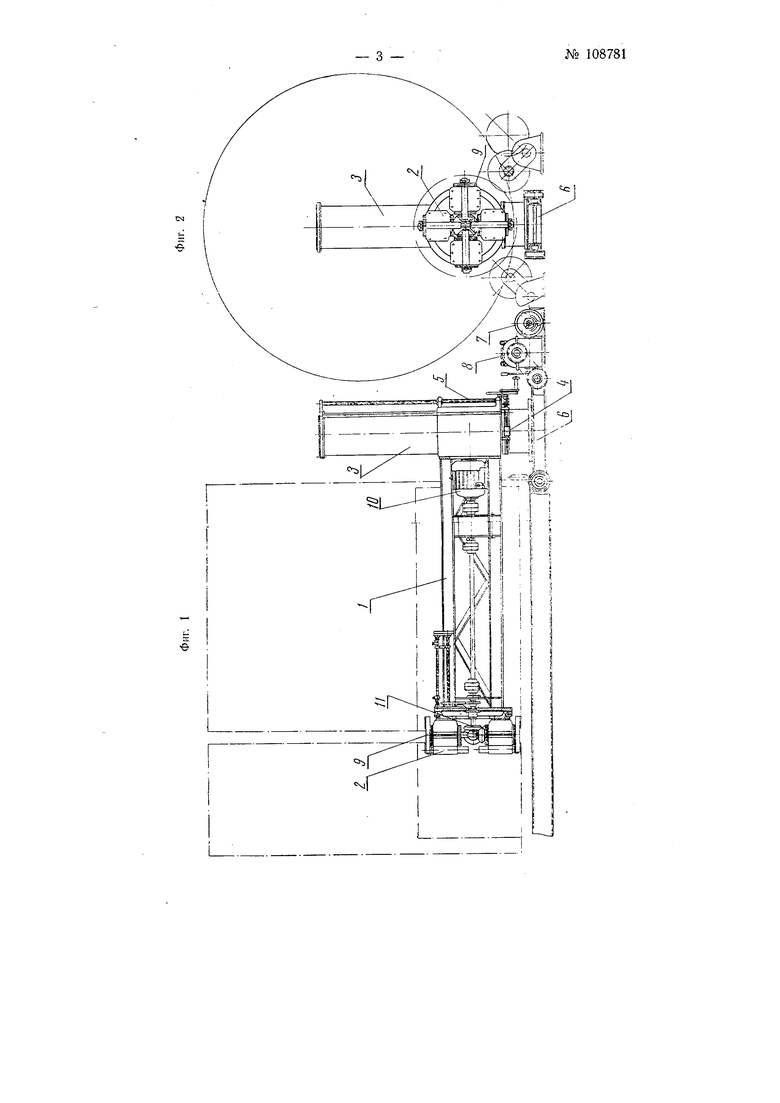
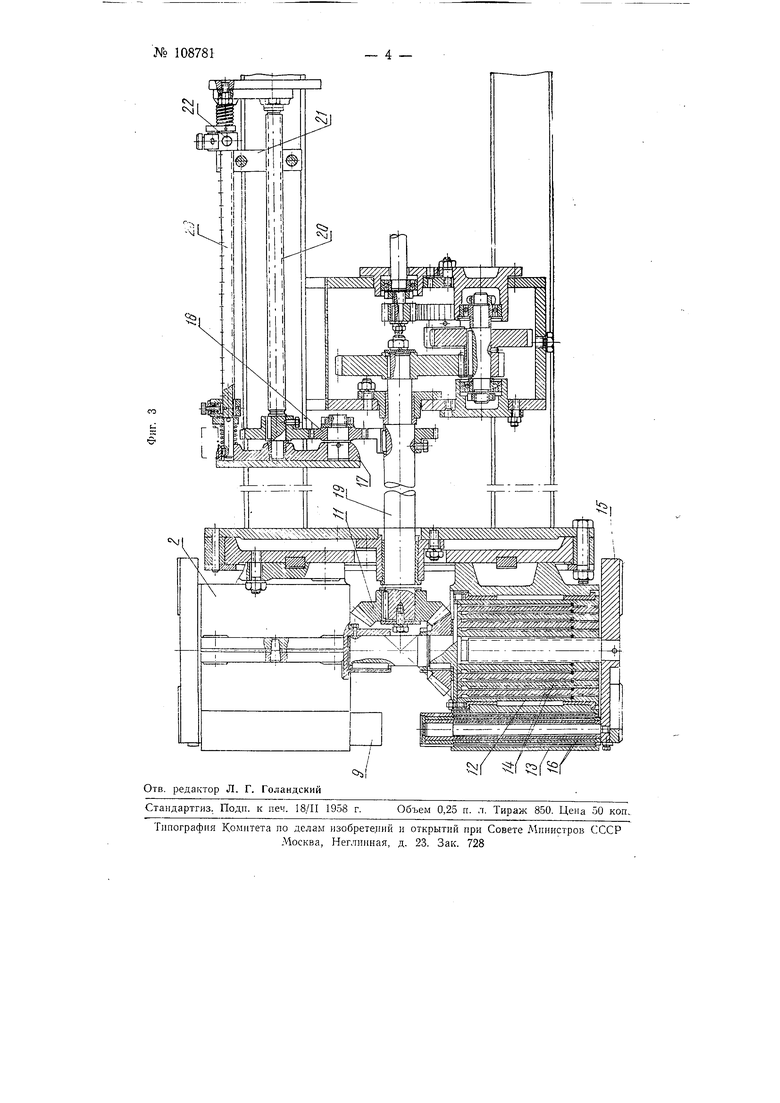
Предлагаемое устройство показано на фиг. 1 сбоку; на фиг. 2 - спереди; на фиг. 3 дана отдельно в осевом разрезе разжимная головка.
Траверса /, на которой закреплена разжимная головка 2, установлена на колонне 5 и может поворачиваться вокруг колонны и перемещаться вдоль нее. Поворот осуществляется червячной передачей 4.
Передвижение траверсы вдоль колонны осуществляется винтовой передачей 5.
Тележка 6 колопны снабжена приводным мотором 7, при помощи которого через редуктор 8 и дополнительные передачи она может получать две скорости: ускоренную для ее передвижения и зa eдлeнную-для установки головки 2 под стыком и для подвода торцов стыкуемых обечаек после разжима головки 2.
Разжимная головка 2 состоит из четырех бащмаков (кулаков) 9, которые приводятся от мотора 10 через редуктор и конические щестерни //. Для перемещения бащмаков 9 в радиальном направлении коническая щестерня // приводит во вращение гайку /2, закрепленную в подщипнике 13; при врац ении гайки полые винты 14,
связанные через башмак 15 с телескопическими втулками 16, не могут провернуться и получают перемещение вдоль оси. Каждый винт снабжен буртиком, и поэтому, когда один винт вывернется полностью, он потянет за собой следующий и т. д. По достижении определенного установленного диаметра (длнны выхода винта) срабатывает конечный вык.гючатель и отключает мотор 10.
Механизм 17 установки на диаметр состоит из щестерен 18, которые получают вращение от ведущего вала 19 и вращают винт 20, но которому движется разъемная гайка 21.
При вращении винта 20 гайка 21 передвигается по винту до фиксатора 22, упирается в него и сдвигает валик 23, при этом срабатывает конечный выключатель.
В обечайку вводится головка 2 и устанавливается под стыком. Траверса / опускается вниз до тех пор, пока бащмак 9 не встанет на обечайку.
Затем включают мотор 10 и телескопические полые винты 14 головки 2 начинают раздвигаться; нижний винт, стоящий на обечайке, поднимает траверсу / вверх. Если один из боковых винтов прижмется к обечайке, траверса повернется. Так происходит до тех пор, пока башмаки 9 не начнут разжимать стыкуемые обечайки.
По достижении установленного диаметра (длины выхода винта) срабатывает конечный выключатель и отключает мотор. Для того, чтобы свести торцы обечаек, включают мотор 7, и тележка 6 получает медленную екорость; подвижная колодка бащмака, прижатая к обечайке, скользит в направляющих бащмака, а неподвижная вместе со станком и разжатой обечайкой продвигается. После того, как торцы обечаек сведены, включают мотор, врапхающий ролики устройства, обечайка вращается вместе с головкой, укрепленной во вращающейся пяте, сварщик, стоя на месте, прихватывает стыкуемые обечайки.
П р е д м е т и з о б р е т с и и я
1.Устройство для установки обечаек при их сборке с последующей сваркой и использованием вводимой в обечайку разжимной головки с радиально перемещающимися башмаками (кулаками), отличающееся тем, что, с целью получения возможности центрирования обечаек бо.пьщого диапазона диаметров, для радиального перемещения бащмаков (кулаков) применены телескопически входящие один в дрЗгой полые винты, из которых наружный винт находится под воздействием вращающейся гайки, а внутренний осевой винт соединен с башмаком (кулаком), связанным с телескопическими направляющими его втулками.
2.Устройство но п. 1, отличающееся тем, что разжимная головка поворотно укреплена на траверсе, подвижной по вертикали и поворотной вокруг колонны, установленной на тележке.
«
:J--n
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Устройство для обработки концов деталей типа труб | 1974 |
|
SU536010A1 |
| Установка для изготовления крупногабаритных цилиндрических и конических сварных изделий | 1975 |
|
SU749604A1 |
| Устройство для стыковки труб | 1981 |
|
SU988741A2 |
| БИБЛИО | 1973 |
|
SU371046A1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1984 |
|
SU1235688A1 |