V
Изобретение относится к приспособлениям и оснастке, используемым при монтажных работах, и может найти применение в различных отраслях машиностроения при проведении сборочных работ.
Известно устройство для размещения детали в заданных координатах, представляющее собой тиски с двумя парами подвижных и неподвижных губок, на которых можно разместить, например, плиты с Т-образными пазами 1. На этих плитах можно закрепить детали, которые будут перемещаться с подвижными губками, расположенными относительно друг к другу взаимно перпендикулярно. Эти детали, таким образом, могут фиксироваться и крепиться в плоскости согласно заданных координат.
Наиболее близким по технической сущности к изобретению является устройство для размещения, детали в заданных координатах, содержащее плиту с Т-образными взаимно перпендикулярными пазами и подкладку 2.
Недостатком известных устройств является недостаточная точность фиксации деталей и неудобство эксплуатации из-за трудности обеспечения смещения базы.
Для повышения точности фиксации деталей подкладка выполнена в виде двух соединенных между собою и расположенных взаимно перпендикулярно друг к другу сменных планок с двумя прямоугольными выступами на каждой планке и установленными в Т-образном пазу плиты, а оси выступов каждой планки смещены относительно осей симметрии этих планок.
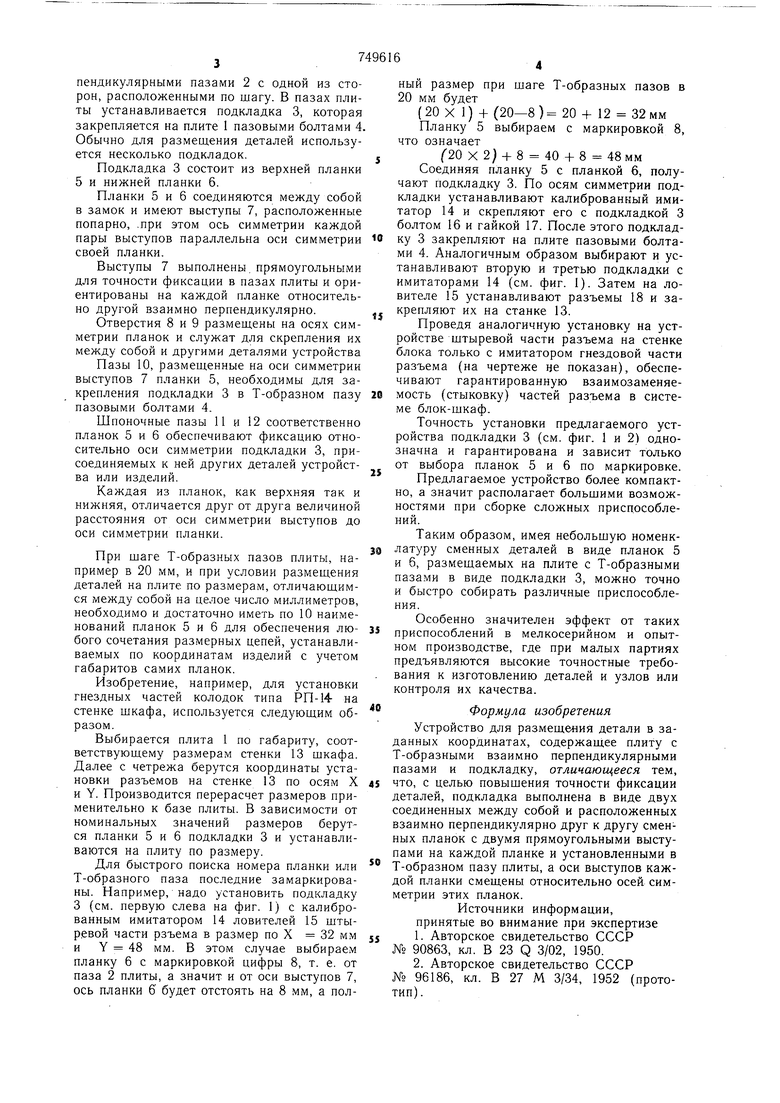
На фиг. 1 изображено предлагаемое устройство для размещения деталей в заданных координатах, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - подкладка в сборке, вид снизу; на фиг. 4 - то же, вид спереди; на фиг. 5 - то жб, вид сверху; на фиг. 6 - верхняя планка подкладки, вид снизу; на фиг. 7 - то же, вид спереди; на фиг. 8 - то же, вид сверху; на фиг. 9 - нижняя планка подкладки, вид сверху; на 20 фиг. 10 - то же, вид спереди; на фиг. 11 - то же, вид снизу.
Устройство для размещения деталей в заданных координатах состоит из плиты 1, снабженной Т-образными взаимно перпендикулярными пазами 2 с одной из сторон, расположенными по шагу. В пазах плиты устанавливается подкладка 3, которая закрепляется на плите 1 пазовыми болтами 4. Обычно для размещения деталей используется несколько подкладок.
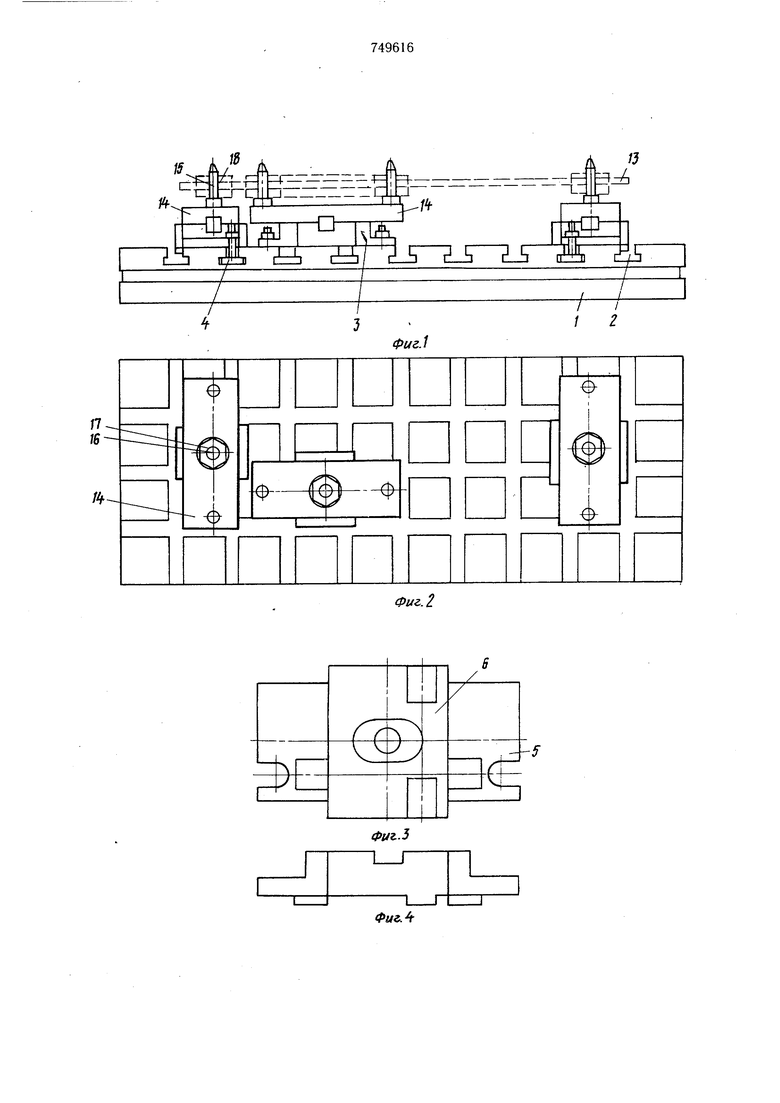
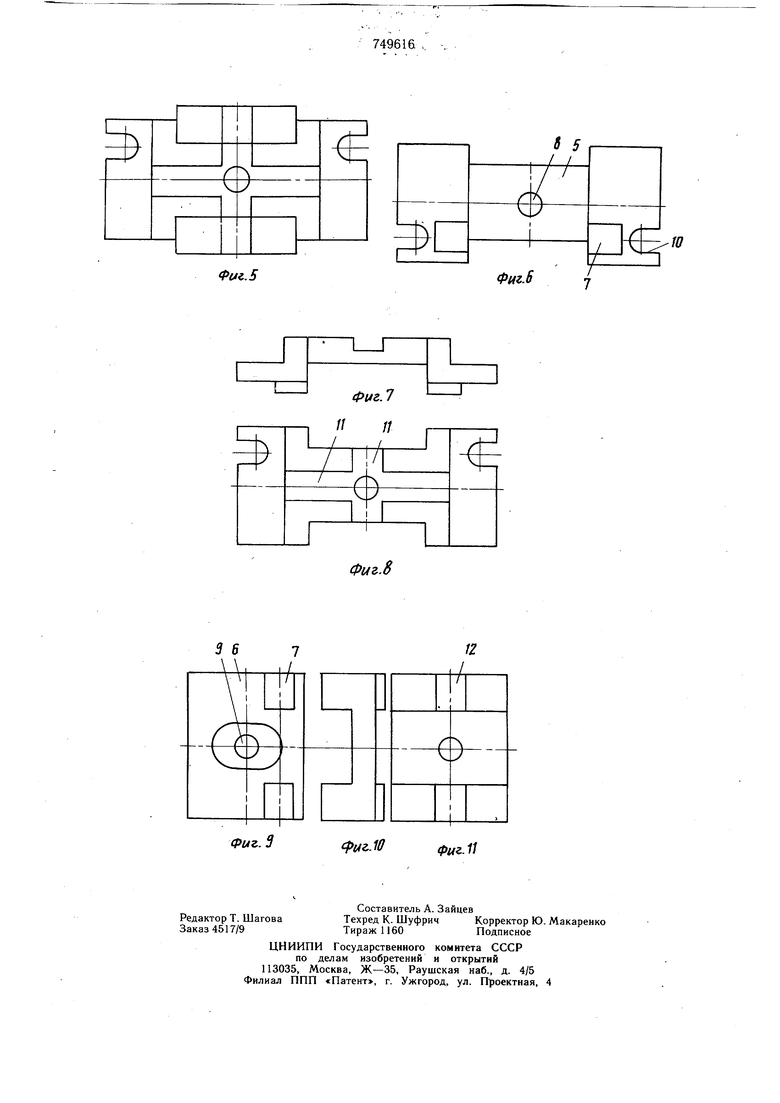
Подкладка 3 состоит из верхней планки 5 и нижней планки 6.
Планки 5 и 6 соединяются между собой в замок и имеют выступы 7, расположенные попарно, .при этом ось симметрии каждой пары выступов параллельна оси симметрии своей планки.
Выступы 7 выполнены, прямоугольными для точности фиксации в пазах плиты и ориентированы на каждой планке относительно другой взаимно перпендикулярно.
Отверстия 8 и 9 размещены на осях симметрии планок и служат для скрепления их между собой и другими деталями устройства
Пазы 10, размепденные на оси симметрии выступов 7 планки 5, необходимы для закрепления подкладки 3 в Т-образном пазу пазовыми болтами 4.
Шпоночные пазы 11 и 12 соответственно планок 5 и 6 обеспечивают фиксацию относительно оси симметрии подкладки 3, присоединяемых к ней других деталей устройства или изделий.
Каждая из планок, как верхняя так и нижняя, отличается друг от друга величиной расстояния от оси симметрии выступов до оси симметрии планки.
При шаге Т-образных пазов плиты, например в 20 мм, и при условии размеш,ения деталей на плите по размерам, отличающимся между собой на целое число миллиметров, необходимо и достаточно иметь по 10 наименований планок 5 и 6 для обеспечения любого сочетания размерных цепей, устанавливаемых по координатам изделий с учетом габаритов самих планок.
Изобретение, например, для установки гнездных частей колодок типа РП-14 на стенке шкафа, используется следующим образом.
Выбирается плита 1 по габариту, соответствующему размерам стенки 13 щкафа. Далее с четрежа берутся координаты установки разъемов на стенке 13 по осям X и Y. Производится перерасчет размеров применительно к базе плиты. В зависимости от номинальных значений размеров берутся планки 5 и 6 подкладки 3 и устанавливаются на плиту по размеру.
Для быстрого поиска номера планки или Т-образного паза последние замаркированы. Например, надо установить подкладку 3 (см. первую слева на фиг. 1) с калиброванным имитатором 14 ловителей 15 штыр.евой части рзъема в размер по X 32 мм и Y 48 мм. В этом случае выбираем планку 6 с маркировкой цифры 8, т. е. от паза 2 плиты, а значит и от оси выступов 7, ось планки 6 будет отстоять на 8 мм, а полный размер при щаге Т-образных пазов в 20 мм будет
( 20 X 1) + (20-8 ) 20 -f 12 32 мм
Планку 5 выбираем с маркировкой 8, что означает f20 X 2)-f 8 40 + 8 48мм
Соединяя планку 5 с планкой 6, получают подкладку 3. По осям симметрии подкладки устанавливают калиброванный имитатор 14 и скрепляют его с подкладкой 3 болтом 16 и гайкой 17. После этого подкладку 3 закрепляют на плите пазовыми болтами 4. Аналогичным образом выбирают и устанавливают вторую и третью подкладки с имитаторами 14 (см. фиг. 1). Затем на ловителе 15 устанавливают разъемы 18 и закрепляют их на станке 13.
Проведя аналогичную установку на устройстве штыревой части разъема на стенке блока только с имитатором гнездовой части разъема (на чертеже не показан), обеспечивают гарантированную взаимозаменяемость (стыковку) частей разъема в системе блок-щкаф.
Точность установки предлагаемого устройства подкладки 3 (см. фиг. 1 и 2) однозначна и гарантирована и зависит только от выбора планок 5 и 6 по маркировке.
Предлагаемое устройство более компактно, а значит располагает большими возможностями при сборке сложных приспособлений.
Таким образом, имея небольшую номенклатуру сменных деталей в виде планок 5 и 6, размещаемых на плите с Т-образными пазами в виде подкладки 3, можно точно и быстро собирать различные приспособления.
Особенно значителен эффект от таких приспособлений в мелкосерийном и опытном производстве, где при малых партиях предъявляются высокие точностные требо. вания к изготовлению деталей и узлов или контроля их качества.
оФормула изобретения
Устройство для размещения детали в заданных координатах, содержащее плиту с Т-образными взаимно перпендикулярными пазами и подкладку, отличающееся тем,
5 что, с целью повышения точности фиксации деталей, подкладка выполнена в виде двух соединенных между собой и расположенных взаимно перпендикулярно друг к другу сменных планок с двумя прямоугольными выступами на каждой планке и установленными в Т-образном пазу плиты, а оси выступов каждой планки смещены относительно осей симметрии этих планок.
Источники информации, принятые во внимание при экспертизе
5 1- Авторское свидетельство СССР № 90863, кл. В 23 Q 3/02, 1950.
2. Авторское свидетельство СССР № 96186, кл. В 27 М 3/34, 1952 (прототип). I 1 I 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Стойка универсально-сборочного приспособления для сборки под сварку | 1978 |
|
SU775949A1 |
| Универсальное сборочно-сварочное приспособление для сборки и сварки деталей прокатного профиля | 1980 |
|
SU884921A1 |
| Зажим универсально-сборочного приспособления | 1978 |
|
SU775948A1 |
| Устройство для крепления | 1977 |
|
SU747687A1 |
| Устройство для базирования и закрепления плоскостных и корпусных заготовок | 1985 |
|
SU1329919A1 |
| Кондуктор для сверления отверстий | 1983 |
|
SU1152720A1 |
| Устройство для крепления обмотки | 1980 |
|
SU951579A1 |
| Базовая опора универсально-сборочногопРиСпОСОблЕНия для СбОРКи пОд СВАРКу | 1979 |
|
SU804324A1 |
| Установка для наружной опрессовки труб | 1976 |
|
SU635858A3 |
| Устройство для сборки и сварки прямоугольных разъемов для плат печатного монтажа | 1978 |
|
SU766802A1 |
Фт.Б
Ф11г.7
Фиг.В
