f
Предлагаемое устройство предназначено для нанесения многоцветных лакокрасочных покрытий и может быть использовано при производстве деталей типа стержней, например каран- 5 дашей.
Известно устройство для многоцветной окраски стержневых элементов, содержащее бесконечный транспортер, загрузочно-ориентирующее приспособле- 0 ние, ванны для краски, сушильный шкаф и приспособление для разгрузки р. .
Однако это устройство сложно по конструкции и имеет значительные габариты.15
В предлагаемом устройстве бесконечный транспортер выполнен в виде многовитковой спиральной ленты с отверстиями для стержневых элементов, ролики 20 транспортера имеют кольцевые проточки для прохода стержневых элементов, а загрузочное устройство содержит клещи с установленным между их щека.ми пуансоном, связанный с ним пневмо- 25 цилиндр, воздухораспределитель с электромагнитом и конечные выключатели для управления последним, расположенные под лентой в зоне загрузки стержне,вых элементов.Это позволяет упростить 30
конструкцию устройства и уменьшить его габариты.
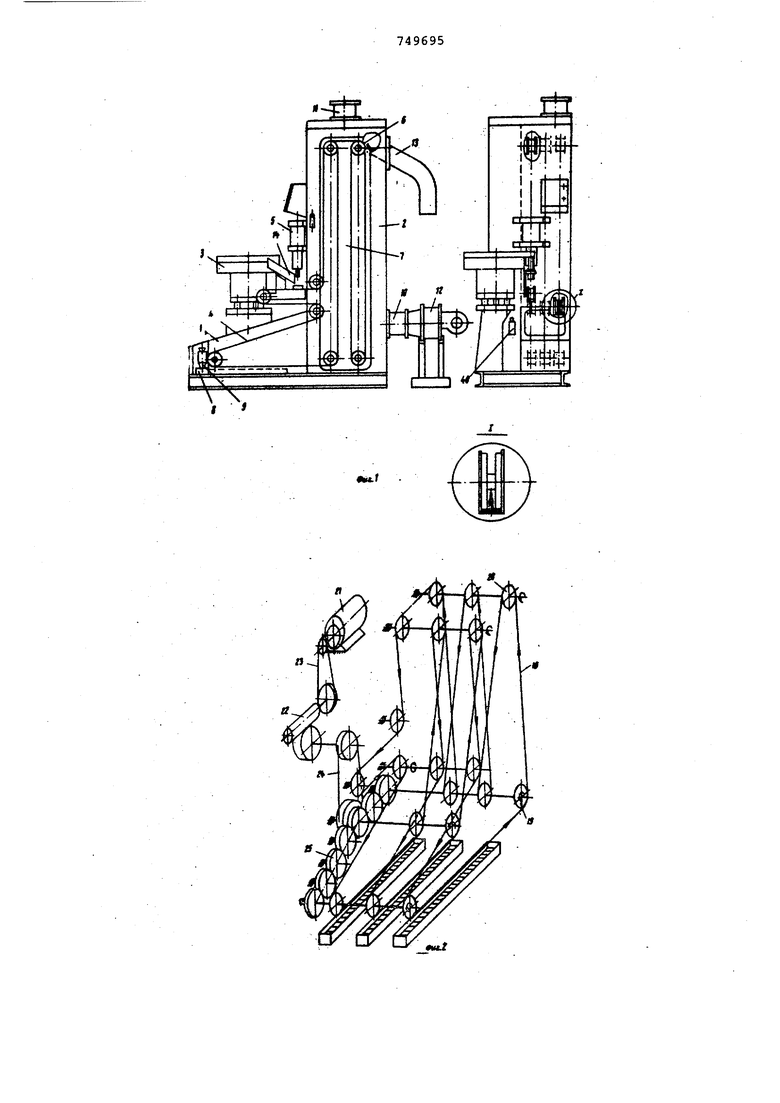
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - бесконечный многовитк.овый транспортер с приводом; на фиг. 3 - загрузочно-ориентирунидее приспособление; на фиг. 4загрузочное приспособление при зажатых клещах; на фиг. 5 - загрузочное приспособление в момент установки стержневого элемента в отверстие ленты; на фиг. 6 - принципиальная электрическая схема устройства.
Устройство для многоцветной окраски стержневых, элементов содержит красочное 1 и сушильное 2 отделения, вибробункер 3, транспортирующее устройство 4, загрузочное устройство 5 и сбрасыватель 6. Для наблюдения за процессом окраски и сушки дверь 7 устройства застеклена.
В красочном отделении 1 располджены Три ванночки, состоящие из резер-. вуара 8, в котором поддерживается заданный уровень краски устройством поплавкового типа, и подпитывающего сосуда 9. Сушильное отделение представляет собой вертикальный шкаф с патрубками 10 и 11 для подвода горячего воздуха от калорифера 12 и удаления отработанного воздуха, и лотком 13, по которому сбрасываются готовые стержневые элементы. От вибробункера 3 элементы подаются в ориентированном положении по лот ку 14 к механизму штучной подачи, состоящему из подпружиненных отсекателей 15 и 16 и рычагов управления отсе кателями 17. Транспортирующее устройство 4 состоит из бесконечной многовитковой прорезиненной ленты 18 с отверстиями и системы, приводных 19 и отклонякнцих 20 роликов. Движение ленте передается от элект родвигателя 21 через червячный редуктор 22, ременную 23 и цепную 24 передачи и набор зубчатых колес 25. Загрузочное устройство 5 состоит из пневмоцилиндра 26, пиноли 27, ползуна 28 с клещами 29, пуансона 30, пружин 31 и 32, механизма дополнитель ной ориентации деталей, состоящего из двух подпружиненных губок 33 специальной формы, механизма слежения, включающего подпружиненные рычаги 34 и 35 со штырями 36 и 37, конечные выключатели 38 и 39 и воз.пухораспределитель 40. Устройство для многоцветной окраски стержневых элементов работает следующим образом. Стержневые элементы А, подлежащие окраске, из вибробункера 3 поступают в лоток 14 и удерживаются отсекателем 16.. Электродвигателем 21 привода чере редуктор 22, цепную 24 и ременную 23 передачи и зубчатые колеса 25 приводятся во вращение приводные ролики 1 которые перемещают ленту 18. Штыри 36 и 37 подпружиненными рычагами 34 и 35 постоянно прижаты к ленте транс портера. При движении ленты 18 штырь 36 по падает в отверстие и освобождает рыч 34, который, воздействуя на конечный выключатель 38, обеспечивает подачу команды на включение воздухораспреде лителя 40 пневмоцилиндра 26. Сжатый воздух, поступая в верхнюю полость пневмоцилиндра 26/ опускает поршень с пинолью 27, ползун 28 с клещгсми 29 и-пуансон 30. При движении пиноли 27 вниз благодаря наличию пружин 31 и 32 цилиндрическая часть пуансона 30 перемещается относительно выступа кл щей 29, зажимая находящийся в них элемент. Ползун 28, доходя до упора, ос1ганавливается. Пуансон 30, продолжая движение, своей конической часть раздвигает клещи 29. При этом элемен освобождается и заталкивается торцом пуансона 30 в отверстие ленты 18. Пр альнейшем движении ленты 18 в отверстие западает другой штырь 37, воздействующий через рычаг 35 на конечный выключатель 39, который подает команду на возвращение пневмоцилиндра 26 в верхнее исходное положение. Тяга, связанная с пинолью 27, открывает отсекатель 15 и пропускает очередной элемент в приоткрытые клещи 29, а от/секатель 16 удерживает остальные элементы в лотке 14. В дальнейшем при подходе к загрузочному устройству 5 следующего отверстия в ленте 18 цикл работы загрузочного устройства повторяется. Элементы, установленные в отверстия ленты 18, проходят последовательно через резервуары 8 окрасочных ванночек и сушильное отделение 2. Резервуар 8 каждой ванночки заполнен краской определенного цвета до заданного уровня. Благодаря окунанию элементов на нужную глубину происходит их окраска в разный цвет (ступенчатая окраска) . С целью обеспечения многократного прохода вставленных в ленту 18 элементов А через окрасочное и сушильное отделения ролики, на которых вставленные элементы проходят по вогнутой поверхности ленты 18,выполнены со специальными кольцевьами канавками. Окрашенные и высушенные элементы сталкиваются в лоток 13 при помощи сбрасывателя 6. Формула изобретения Устройство для многоцветной окраски стержневых элементов, содержащее бесконечный транспортер, загрузочноориентируклцее приспособление, ванны для краски, сушильный шкаф и приспособление для разгрузки. Отличающееся тем, что, с целью упрощения конструкции и уменьшения габаритов, бесконечный транспортер выполнен в виде многовитковой. спиральной ленты с отверс.тиями для стержневых элементов, ролики транспортера имеют кольцевые проточки для прохода стержневых элементов, а загрузочное устройство содержит клещи с установленным между их щеками пуансоном, связанный с ним рневмоцилиндр, воздухораспределитель с электромагнитом и конечные выключатели для управления последним, расположенные под лентой в зоне- загрузки стержневых элементов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 218009, кл. В 43 К 18/16, 1966.
m

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Устройство для окраски каблуков | 1990 |
|
SU1784203A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Устройство для ориентированной укладки палочек | 1980 |
|
SU933550A1 |
| Автоматическая линия для сборки узлов с центральным сквозным отверстием | 1978 |
|
SU778992A1 |
| Устройство для многоцветного крашения движущейся пряжи | 1990 |
|
SU1756424A1 |
| Автомат для таблетирования волокнистых материалов | 1975 |
|
SU551179A1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |


a
Фиг.З
ФигЛ
Фиг. 5
iflM
