(54) СПОСОБ ЭЛЕКТРОЛИЗНСГО БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электролизного борирования стальных изделий | 1990 |
|
SU1763518A1 |
| Способ электролизного борирования стальных деталей | 1978 |
|
SU742485A1 |
| Способ электролизного борирования | 1977 |
|
SU637462A1 |
| СПОСОБ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В РАСПЛАВЕ, СОДЕРЖАЩЕМ ОКСИД БОРА | 2011 |
|
RU2478737C1 |
| Способ электролизного борирования стальных деталей | 1978 |
|
SU773140A1 |
| Способ электролизного борирования стальных изделий | 1988 |
|
SU1661245A1 |
| Способ электролизного борирования стальных деталей | 1982 |
|
SU1046339A1 |
| Состав для электролизного борирования стальных изделий | 1979 |
|
SU876773A1 |
| Способ борирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791477C1 |
| Способ химико-термической обработки стальных изделий | 1989 |
|
SU1659527A1 |
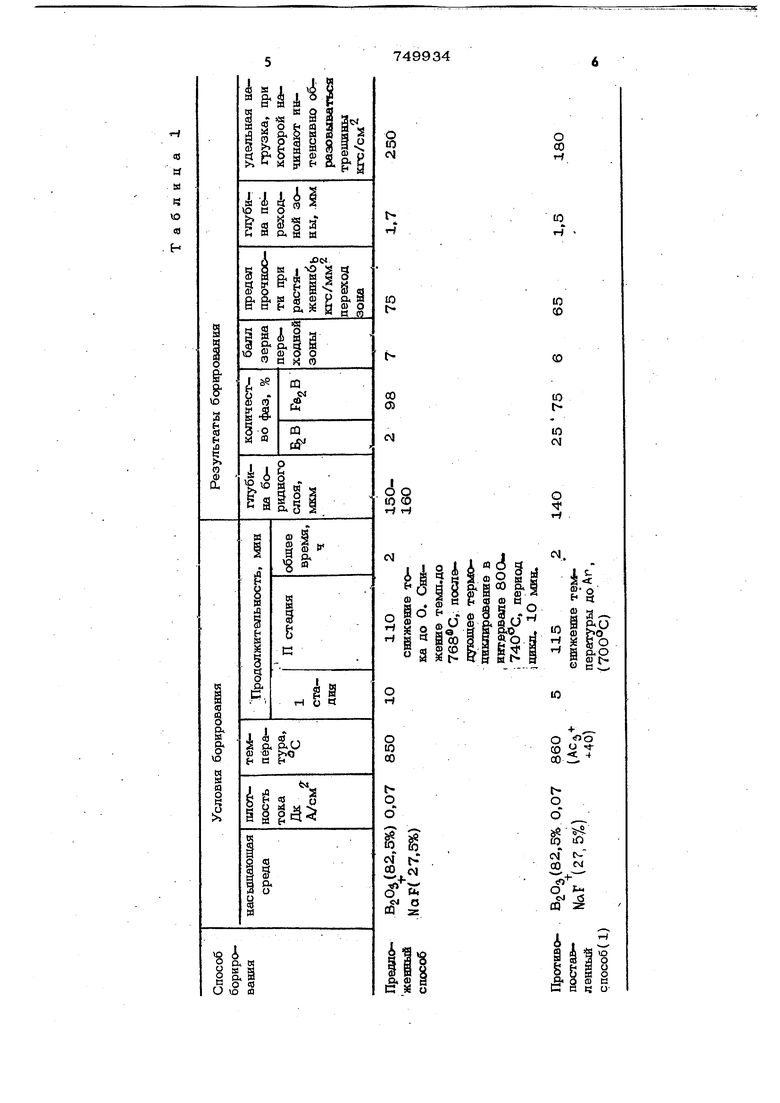
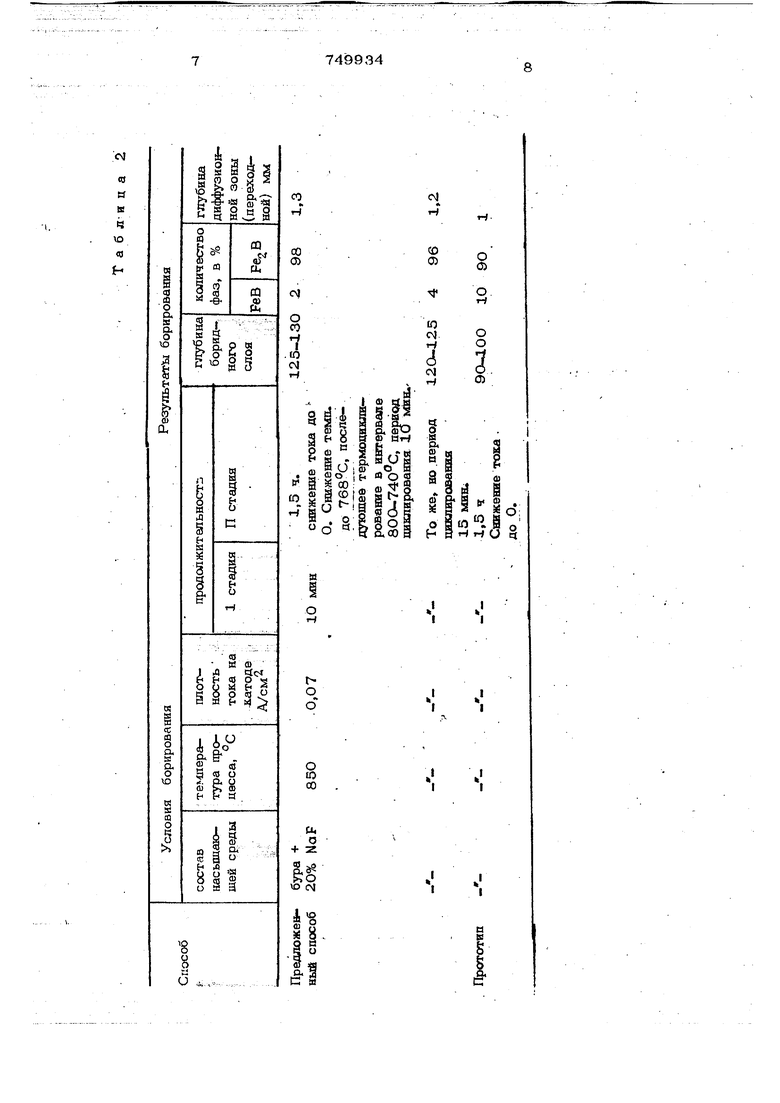
Изобретение относится к химико-терми ческой обработке стальных изделий и может быть использовано для повышения надежности и долговечности стальных изделий. Известен способ электролизного бори- рования, в котором процесс насыщения ве дут при плотности тока 0,О4+0,07а/см и температуре Асз+( 30-50) в течение мин с последующим снижением до Ап в течение 1,5-2 ч Ы . Данный способ позволяет получить для изделий из стали 45 глубину диффузионного слоя 140 мкм и мелкозернистую переходную зону. Наиболее близким к предложенному является способ электролизного борирования, в котором процесс ведут при 700-950 С. при плотности тока О,О7 - О,О9 А/см в течение 8-10 мин. с последующим плаввым снижением ее до нуля в течение 1,. К недостаткам способа относится длительность процесса тшсьпцения при температуре 700С и снижение эксплуатационной стойкости при температуре насыщения, выше Ас в результате роста зерна материала изделия. Цель изобретения - повьщ1ение скорое-, ти насьпцения в эксплуатационной стойко сти изделий.. . : Для достижения поставленной цели в способе электролизного борирования, .включающем нагрев. при температуре Аса±(ЗО-50)°С и 1ШОТНОСТИ тока 0,070,09А/см в течение 8-1О мин с последующим- плавным сн.ижением плотнос ги тока до нуля, одновременно со снижением тока снижают температуру точки до тА и термоциклируют около нее в пределах ±30 Сс периодом 5-10 мин. Благодаря снижению плотности тока в процессе диффузионного нйсьшгения уменьшается расход бора, кроме того снижение учитьюает ухудшение адсорбцио ной способности поверхности по мере образования боридов. Термоциклирование около точки Aj способствует бьютрому рассасьюанию вьь сокобористой фазы за счет циклической перестройки магнитной структуры борч- дов и самой матрицы и увеличеншо глубины диффузионной . Период цшширования 5-10 мин, и температурный интервал циклирования относительно А2±ЗОС обеспечивают магнитные превращения только в поверхностной зоне, так как сердцевина изделия имеет практически постоянную температуру. Количество циклов и обшее время про цесса насыщения стали зависят от требу мой толщины боридного покрытия и услов эксплуатации детали. П р И м е р. В предварительно расплавленную в графитовом электролизере борсодержашую среду помещают образцы из стали 45, подключив положител1) полюс исугочника. тока к электролизеру, а отрицательный - к насыщаемому сплаву и ведут электролиз при температуре 8 50° С при катодной 1шотности тока 0,07А/см в течение 1О мин. По истечении этого времени снижают температуру до Ag и после циклируют около этой температуры с периодом 10 или 15 мин. В табл. 1,2 приведены результаты борирования стали 45 предлагаемым и известными способами.
«
tj
Si
Ч
Ю
CO
в а в k
VD 0 Ь97Сравнение даннызс показывает преимущзства предложенного способа электролизногб борирования а именно интенсифицируется прсадесс диффузионного насыщения и. повьииается эксплуатационная стойкость так как снижается концентрация высокобористой фазы, увеличивается толщина переходной зоны, имеющей мелкозернистую структуру, что позволяет повысить предел прочности ((зв) и удельные динамические нагрузки, под воздействием которых в боридном покрытии могут образоваться трещины. Формула изобрет.ёння Способ электролизного борирования стальных изделий; включающий электро34лизное борирование при температуре Ас ОО-БО С и плотности тока 0,07О.ОЭА/см в течение 8-10 мин с последующим плавным снижением плотности тока до нуля, отличающийся тем, что, с целью повыщения скорости насыщения и эксплуатационной стойкости изделий, одновременно со снижением плотности тока до нуля снижают температуру дЬ точки А2 и термоциклируют около нее в пределах +30°С с периодом 510 мин. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке № 2553605/22-02, кл. С 23 С 9/10, 12.12.77. 2.Авторское свидетельство СССР № 637462, кл. С 23 С 9/10, 1977.
