Изо&ретеиие касается программных устройств для автоматического переметцения ;:ажимных механизмов прокатных станов с применен1-;ем программ1 ой панели с числом контактных рядо:;, равным максимально возможному числу пропусков, и следящей системы в виде двух полуколен со щетками, связанной с валом двигателя.
Согласно изобретению, предлагается указанные контактные ряды, соединенные своими одноименными контактами с общими для них щетками следяще; системы, сцепленной с валом двигателя через электромагнитную муфту, присоединять к одному полюсу питающей сети через коммутатор счетного реле. Означенное реле предназначается для поочередкого введения в действие рядов кОНтактной панели в комбинации с одной 11 той же следящей системой, снабженной пружиной для возвращения системы в исходное цоложение при расцепленной электромапнитной муфте после отработки заданного перемещения по данному контактному -ряду.
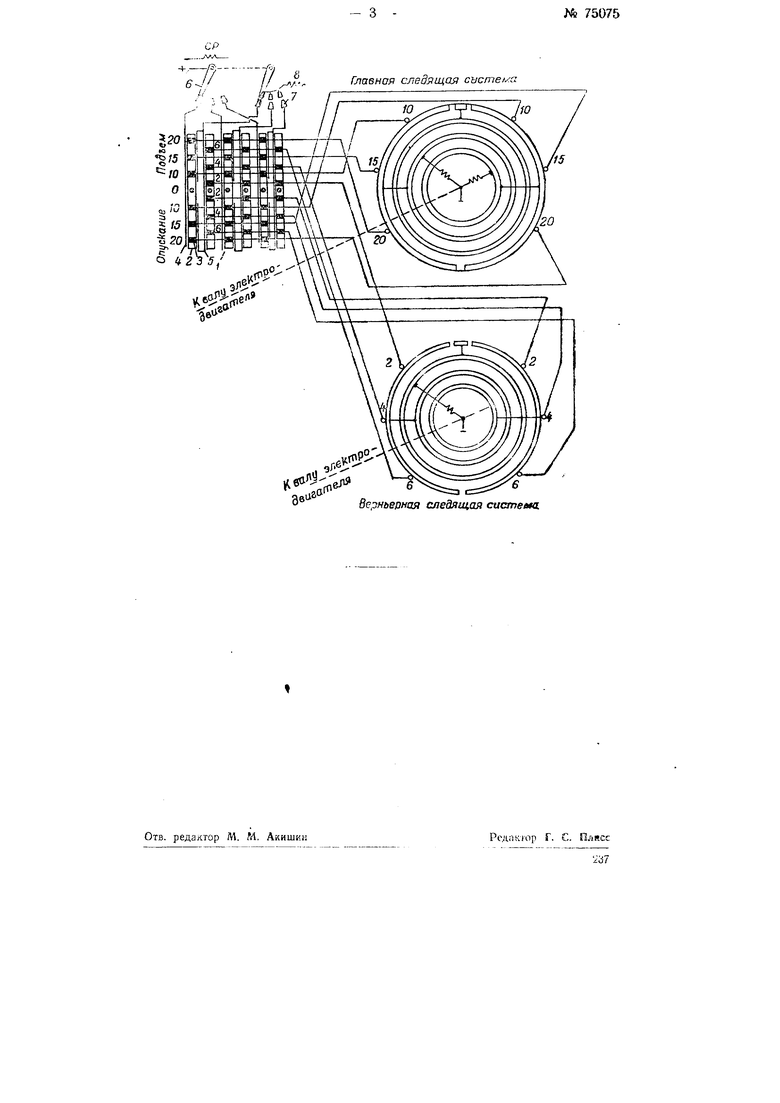
На чертеже изображена принципиальная схема устройства.
В устройстве применена программная панель 1 с ко нтактньмгц рядами 2 в виде полуколец пли пластин из непроводникового материала, по которым перемещаются контактные щетки. Число полуколе берется шмаксимально возмож юму Ч11слу пропусков программы прокатки. От нулевого (среднего) положения в обе стороны полукольца на одинаковом расстоянии друг от друга , располагаются контакты 5, число которых определяется числом возможных положений валка в различных программах прокатки. Все полукольца имеют одинаковое число контактов.
Одноименно обозначенные контакты всех полуколец электрпч.ески сс единены между собой и с одноименными контактными щетками следящей системы.
С обеих боковых сторон полуколец находятся тины 4 и 5, из которых щина 4 получает напряжение от коммутатора 6 счетного реле, при этом в каждом пропуске напряжение получает только одна шина какого-либо полукольца, а шина 5 используется для подачи импульса на возвращение валка в исходное положение. Импульс задается автоматически по окончании любой наб2aS
ранной программы прокатки на программной панелил При наборе программы на какое-либо количество пропусков контактные щетки сместятся на таком же количестве полуколец программной панелям. Следовательно, на этих полукольцах шина 5 получает напряжение последовательно от пропуска к пропуску. Совместно с коммутатором 6 счетного реле располагается контактный коммутатор 7, рукоятка (подвижной контакт) которого находится на одной оси с контактной щеткой коммутатора 6 счетного реле и перемещается также от пропуска к пропуску. Через контактную щетку коммутатора 7 получает пита-ние реле 8, контакты которого включены в цепи реверсивных контактов электродвигателей нажимного устройства. При работе в пределах набранной программы прокатки это реле все время втянуто и его контакты разомкнуты. Когда приходит последний пропуск программы, шина 5 следующего за последним пропуском полукольца не получает напряжения, и реле выключается. Замыкая свои контакты, оно подает питание контакторам электродвигателей, которые возвращают валок Б исходное положение. Счетное реле получает импульс от двух фотореле, расположенных перед и за рабочими валками. При прохождении слитка через валки фотореле срабатывают гюследовательяо, а при выходе слитка из валков их контакты в цепи счетного реле ока-зьшаются замкнутыми. При этом счетное реле неремеи ает передвижную контактную щетку на следующий контакт, задающий положение валку в следзпоид,ем пропуске. Возвращение счетного реле в исходное положение может быть осуществлено при помощи серводвигателя, получаюн,его импульс на включение от реле возвращения ;;ал1-са в исходпос положение.
Обе стороны н)О1раммной панели (от среднего положен-ия) совершенiio одинаковы. Одна из них служит для задания алк) положения при подъеме, другая при онусканип.
Окончательная остановка производится механическим торможением.
Для установки валка прокатного стана в положении, задаваемом набранной программой прокатки, применена следящая система в виде одного секционированного кольца или двух разрезанных в одном месте .металлических колец, связанных передачей с электродвигателем нвжимного устройства.
По поверхности лолук-одец расположены неподвижные контактные щетки, которые соединяются электрически с одинаково обозначенными контактами программной панели. Одно полукольцо служит для установки валка в одном направлении, другое - в другом направлении.
С перемещением валка поворачиваются и полукольца следящей снсте.мы. По окончании каждого пропуска следящая система отключается от электродвигателя и автомат нческн возвращается в нсходное положениеВ случае пpимeнeн iя верньерной системы К ней присоединяется вторая следящая система, подобная описанной.
Пред М г- т 1; 3 о б р Р т с Н я я
Программное устройство для автоматического неремещения валко15 нажимных механязлюв прокатных станов с применением программной панели с числом контактных рядов, равным максимально возможному чнслу пропусков, и следянгей систе:-1Ы в виде двух полуколен со щетками, связанной с г)алом двигателя, о т л и ч а ю щ е е с : тем, что указанные контактные ряды, соединенные своими одноиме н{ыми контактами с общими для liux щетками с.:1едящен снстемы, сцепленной с валом двигателя через электро.маг И1тнук) муфту, присоединены к одному полюсу Hirraiomeii сс-п; через кс ммутатор счетного реле, предназпачепяого д.тя поочередного ввода н действие рядов контактной панели в комб|:наЦ1-;и с одной и той же следяп ей системой, снабженной пружиной для возвран ;сния системы в исходное ноложение нри расцепленной электромагнитной муфте после отработхи заданного неремещен1ия по данному коатактгому ряду.
СР
-..jVj
Ц-,/SэГ-б,
Л
sV
Главная следящая сьсте/ я
В рньеоная следящая система.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления прокатным станом | 1940 |
|
SU72895A1 |
| Способ и устройство для автоматического регулирования толщины стальной полосы в процессе горячего проката | 1957 |
|
SU124401A1 |
| Командоаппарат | 1981 |
|
SU1061126A1 |
| Программно-следящее устройство | 1937 |
|
SU59719A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Устройство для автоматического управления электроприводами | 1959 |
|
SU123222A1 |
| ЦИФРОВАЯ СЛЕДЯЩАЯ СИСТЕМА | 1965 |
|
SU171171A1 |
| Рабочая клеть трубопрокатного стана | 1987 |
|
SU1493341A1 |
| Устройство для измерения скорости входа металла в клеть при прокатке | 1972 |
|
SU438460A1 |
| Приспособление для автоматического сохранения зазора между прокатными валками постоянного | 1939 |
|
SU59662A1 |