занных с приводными валами, двух Г-образных рычагов, установленных на концах ведущих рычагов с возможностью поворота в вертикальной плоскости, и копиров, имеющих возможность взаимодействия с Г-образным рычагом.
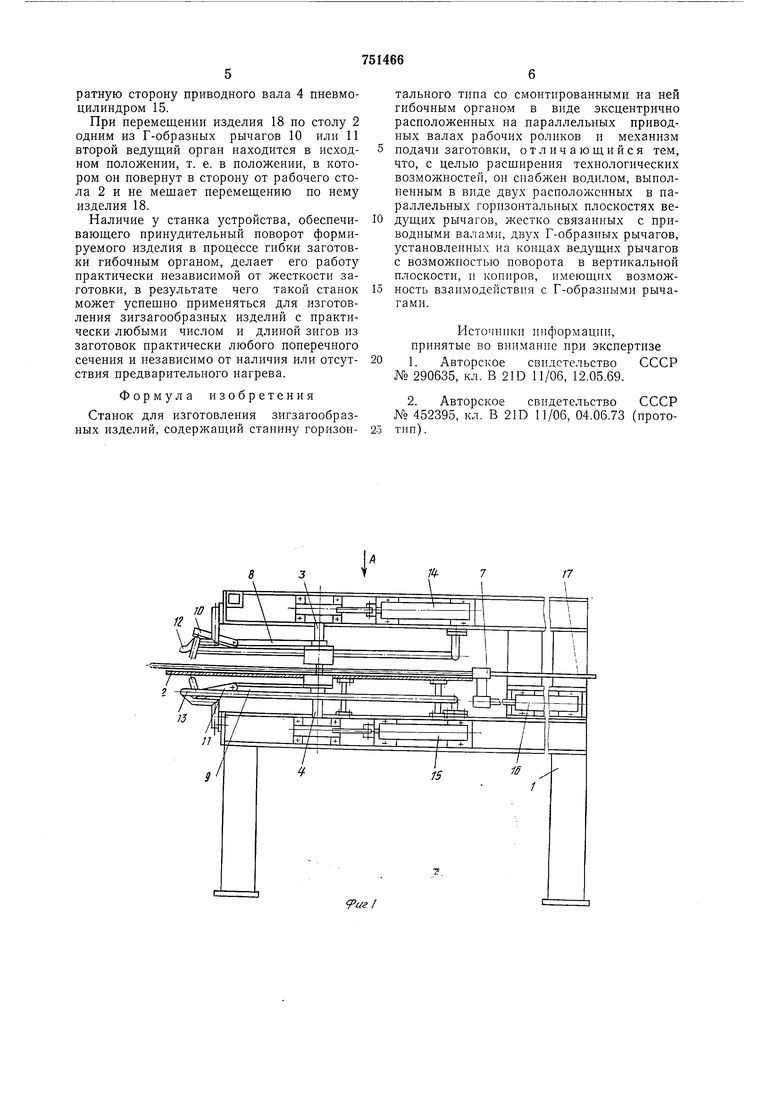
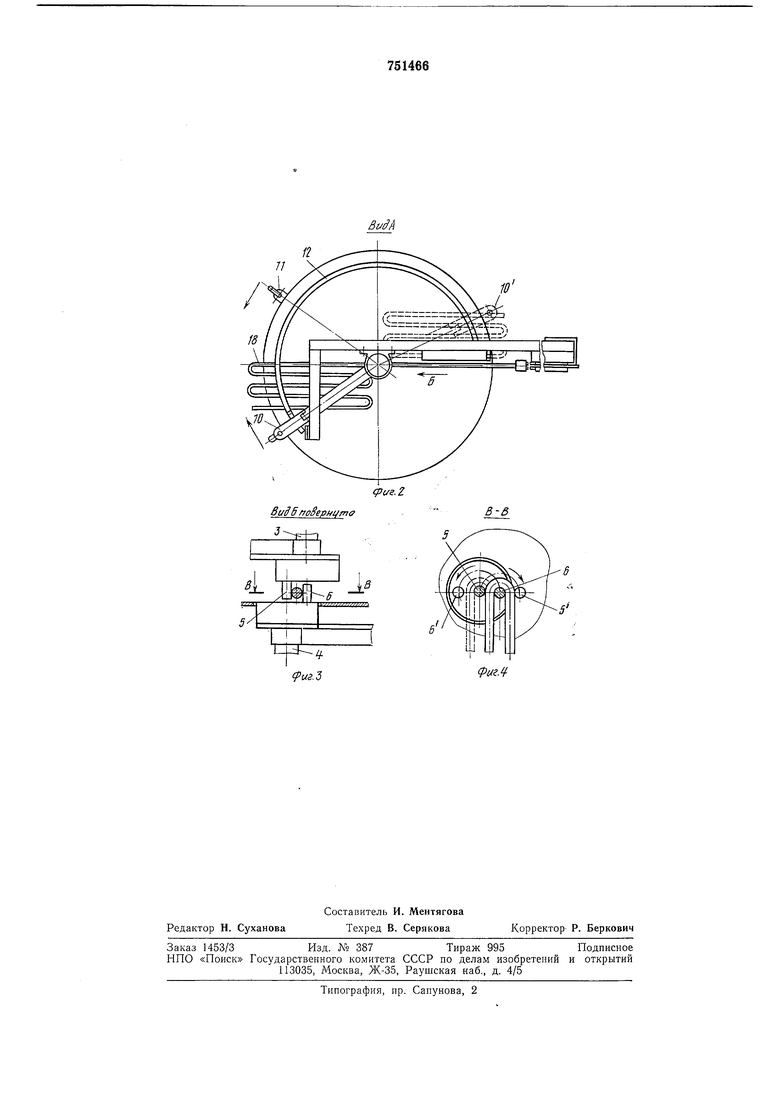
На фиг. 1 изображен предлагаемый станок в общем виде; на фиг. 2 - вид по стрелке А на фнг. 1; на фиг. 3 - вид по стрелке Б на фнг. 2; на фнг. 4 - разрез В-В на фиг. 3.
Станок включает в себя станнну 1 горизонтального типа с закрепленным на ней рабочим столом 2, гибочный орган в внде эксцентрично расположенных на параллельных приводных валах 3 н 4 рабочих роликов 5 и 6, механизм 7 подачн заготовкн н водило в внде двух ведущих рычагов 8 и 9, но вертикали расположенных по разные стороны от рабочего стола 2. В параллельных горизонтальных нлоскостях рычаги 8 и 9 жестко связаны соответственно с нрнводными валами 3 н 4 гибочных роликов и снабжены поворотными в вертикальной плоскости Г-образными рычагами 10 и И, перемещающимися соответственно но коннрам 12 и 13.
Каждый из копиров 12 и 13 имеет такой профиль, что управляемый нм ведущий орган в исходном положении новернут в сторону от рабочего стола 2, а в остальных положениях - ему параллелен.
Привод вращения приводных валов 3 и 4 гибочных роликов осуществляется соответственно от нневмоцнлиидров 14 н 15, а нривод механнзма 7 нодачи заготовки - от нневмоцнлипдра 16.
Прн включении станка механизм 7 подачи заготовки захватывает заготовку 17 и подает ее в зону гибки между гибочными роликами 5 и 6. Когда заготовка 17 будет подана на расстояние, соответствующее длине зига, подается команда на включение пневмоцилиндра 14 привода вращения приводного вала 13. Приводной вал 3 поворачивается, нри этом гибочный ролик 5, вследствие его эксцентричного расположения на приводном валу 3, обкатывается вокруг неподвижного в это время ролика 6 по часовой стрелке (фиг. 4) и сгибает заготовку 17. Когда гибочный ролик 5 переместится в положение 5 (фнг. 4), заготовка будет согнута в правую сторону на угол 180°. По окончанин гибки гибочный ролик 5 пневмоцилиндром 14, а механизм 7 подачи заготовки пневмоцнлпндром 16 возвращаются в исходные положения.
Затем заготовка 17 спова захватывается механизмом 7 подачи заготовки и подается на расстояние, равное длине очередного зига. После этого включается нневмоцилиндр 15 привода вращения приводного вала 4 и заготовка 17 роликом 6, обкатывающимся вокруг неподвижного теперь ролика 5 против часовой стрелки (фиг. 4), изгибается в
направлении, противоположном предыдущему изгибу. Когда гибочный ролик 6 переместится в ноложепие 6 (фиг. 4), заготовка будет согнута в левую сторону на угол 180°. По окончании гибки гибочный ролик 6 пиевмоцилнндром 15 возвращается в исходное положение. Механизм 7 подачи заготовки возвращается в исходное положение пневмоцилиндром 16.
В результате чередования требуемого числа операций подачи заготовки 17 механизмом 7 подачи н ее гибки последовательно в разные стороны гибочными роликами 5 н 6 в зоне гибки станка формируется изделне 18 зигзагообразной формы.
В процессе гибки заготовки гибочным органом необходимый для работы станка поворот формируемого изделия 18 на рабочем столе 2 осуществляется водилом. Поскольку ведущий рычаг 8 водила жестко связан с нрнводным валом 3 гибочного ролика 5, а ведущий рычаг 9 водила - с приводным валом 4 гибочного ролика 6, то ведущий рычаг 8 работает при гибке заготовки вправо, а ведущий рычаг 9 - при гибке заготовки влево.
С началом вращения приводного вала 3 ведущий рычаг 8 водила также начинает новорачиваться, при этом его Г-образный
рычаг 10 сходит с профнльиой части копира 12 м устапавлнвается параллельно плоскости рабочего стола 2. Прн дальнейщем врагценнн нриводного вала 3 Г-образный рычаг 10 захватывает формируемое изделие 18 и
иеремеи1,ает его но рабочему столу 2 в направлении вращения часовой стрелки (фиг. 2). В конце хода Г-образный рычаг 10 будет занимать положение 10, а формируемое изделие 18 - положение, показанное на фиг. 2 щтриховой линией. Возврат ведущего рычага 8 водила в исходное положение осз ществляется нри вращении в обратную сторону нриводного вала 3 пневмоцилнндром 14.
Поворот формируемого изделия 18 против часовой стрелки осуществляется Г-образным рычагом 11 нижнего рычага 9. С началом вращення приводного вала 4 рычаг 9 начинает поворачиваться, при этом его
Г-образный рычаг 11 сходит с нрофильной части копира 13 и устанавлнвается параллельно плоскости рабочего стола 2. При дальиейшем вращении приводного вала 4 выступающий над столом палец Г-образного рычага И захватывает формируемое изделие 18 и перемещает его по рабочему столу. Г-образиый рычаг И перемещает изделие 18 из положения, симметричного показанному на фиг. 2. сплошной линией, в
ноложение, симметричное показанному щтриховой линней, если осью симметрии считать линию, вдоль которой заготовки 17 подается мехаиизмом 7 нодачи. Возврат ведущего рычага 9 водила в исходное положение осуществляется при вращении в обратную сторону приводного вала 4 пневмоцилиндром 15.
При перемещении изделия 18 по столу одним из Г-образных рычагов 10 или 11 второй ведущий орган находится в исходном положении, т. е. в положении, в котором он повернут в сторону от рабочего стола 2 и не мешает перемещению по нему
изделия 18.
Наличие у станка устройства, обеспечивающего принудительный поворот формируемого изделия в процессе гибки заготовкн гибочным органом, делает его работу практически независимой от жесткости заготовки, в результате чего такой станок может успещно применяться для изготовления зигзагообразных изделий с практически любыми числом и длиной зигов из заготовок практически любого поперечного сечения и независимо от наличия или отсутствия предварительного нагрева.
Формула изобретения Станок для изготовления зигзагообразных изделий, содержащий станину горизонтального типа со смонтированными на ней гибочным органом в виде эксцентрично расположенных на параллельных приводных валах рабочих роликов и механизм
подачи заготовки, отличающийся тем, что, с целью расширения технологических возможностей, он сиабл ен водилом, выполненным в виде двух расположенных в параллельных горизонтальных плоскостях ведущих рычагов, жестко связанных с приводными валами, Г-образных рычагов, установленных на концах ведущих рычагов с возможностью поворота в вертикальной плоскости, н копиров, имеющих возможность взаимодействия с Г-образными рычагами.
Источникн информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 290635, кл. В 21D 11/06, 12.05.69.
2 Авторское свидетельство СССР № 452395, кл. В 21D 11/06, 04.06.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2084302C1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ ИЗ ЛЕНТЫ ИЛИ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 2010 |
|
RU2425727C1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |
| Станок для гибки длинномерных изделий | 1980 |
|
SU940913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
12
7/
10
BuS В no8ef H jmo .
Ч(риг.З
B-6
Фиг./
