Изобретение относится к области машино строения и может быть использовано при создании автоматических линий как для сварки, так и для сборки изделий.
Известна автоматическая линия с нриспособлениями-спутниками, содержащая расположенное в технологической последовательности оборудование, связанное аналогичными друг другу прямой и Возвратной ветвями 1штанго;вого транспортера с поворогными И фиксирующими штангами, поочередно-попарно взаимодействующими с паза-ми приспособлений-спутников с помощью жестких флажков, закрепленных на щтангах, и привод поворота щтанг 1.
В данной автоматической линии из-за собственных приводов поворота штанг обоих ветвей транспортера не обеспечивается синхронизация его работы и .контроль положения штанг.
С целью устранения этих недостатков штанги прямой и возвратной ветвей транспортера соединены с о-бщим приводом поворота штанг системой рычагов и тяг, а крайние флажки транспортных штанг прямой и возвратной ветвей транспортерашарнирно связаны вертикальной направляющей, профиль которой соответствует лазу приспособления-спутника.
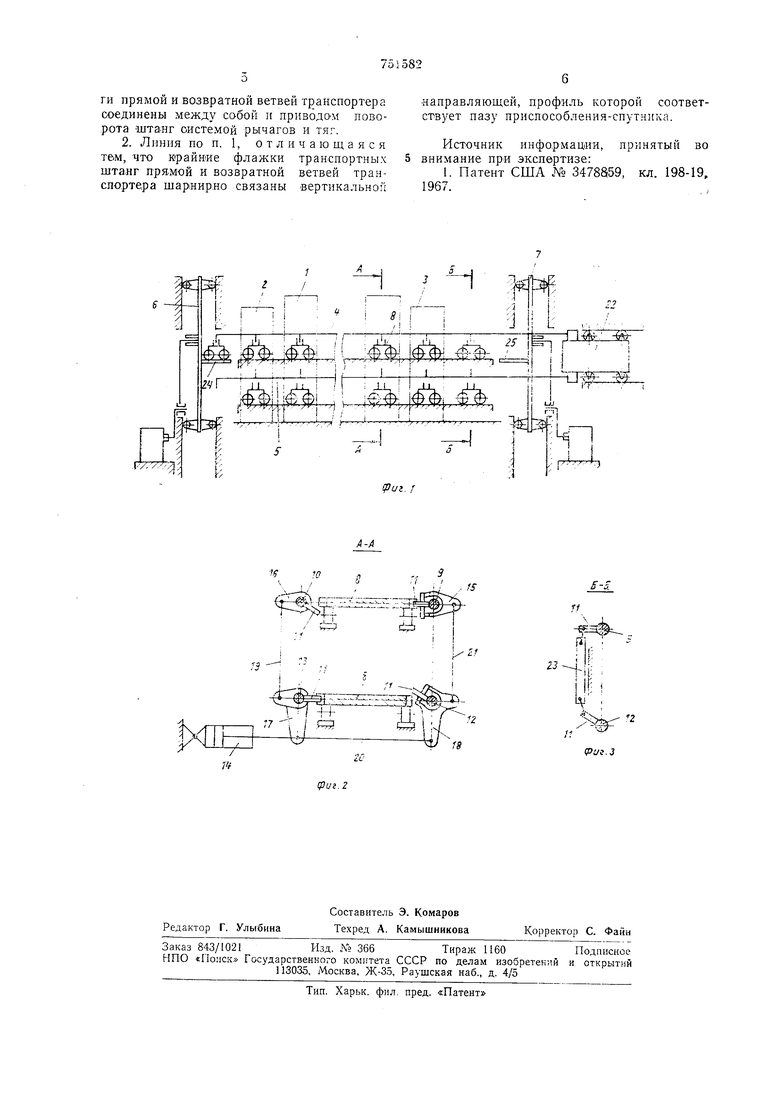
На фиг. 1 изображена схема автоматической линии; на фиг. 2 - .разрез А-А на фиг. 1; на фиг. .3 - разрез Б-Б на фиг. 1.
Автоматическая линия содержит технологическое оборудование, например, контактные сварочные машины 1 и механизмы автоматической загрузки 2 и разгрузки 3, установленные последовательно вдоль основного транспортера 4, транспортер воз10врата 5, устройства 6 и 7 переноса приспособлений-спутников 8 с основного транспортера на транспортер возврата и обратно.
О.сновной транспортер 4 содержит приводную .9 и фиксирующую 10 поворотные
15 щтанги С закрепленными на них жесткими флажками 11, форма рабочих поверхностей которых соответствует пазам приспособлений-спутников.
Под основным транспортером расположен транспортер 5 возврата, также содер20жащий приводную 12 и фиксирующую 13 поворотные щтанги с флажками //.
Штанги 9, 10, 12, 13 обоих транспортеров соединены между собой и с общим приводм 14 поворота щтанг системой рычагов
25 15-18 и тяг 19-21.
Приводные щтанги 9, 12 присоединены к карете 22 привода перемещения щтанг, а их крайние флажки 11 при помощи щарни30ров попарно соединены с вертикальной
направляющей 23, профиль которой также соответствует пазам приспособлений-спутников.
Устройства б и 7 переноса лриспособлен.ий-спутнИКов с осн.овного транспортера на транспортер возврата ана бжены подъемными столами 24 и 25.
Работает линия следующим об,разОМ.
На .механизм загрузки 2 иа .приспособление-спутник 8 устапавли ваются и закрепляются детали, подлежащие сварке. В это Щремя все лриспособления-спутники, находящиеся иа основном транспортере, зафиксиро.ваиы флажками -// (фиксирующей штанги 10.
Затем приспособление-спутйик с закрепленными на нем деталями перемещается на рабо-чую позицию ,в зону первой сварочной машины 1.
Осуществляется это перемещение еледующ.им образом.
Включается привод 14 .поворота щтанг, который через систему рычагов 15-18 и 19-21 поворачивает все штанги 9, 10, 12, 13 та.ким образом, что флажки 1,1 приводной штанги 9 основ-ного транспортера 4 и фиксирующей штанги 13 транспортера 5 возврата в.ходят е пазы приспособленийспутников 8, а флажки 1J приводной щтанги J2 транспортера возврата и фиксирующей щтанги 10 основного транспортера выходят из задепления с лр.испособлениямиспутникамй. Таким образОМ, дриспособления-спутннки с деталями, расположенные яа основном транспортере, сцепляются с приводной щтангой 9 ооновно;по траиспортера 4, а приспособления-спутники без деталей, расположенные на транспортере 5 возврата, фиксируются яа определенных Местах флажками // фиксирующей штанги 13.
(После этого вклк чается привод перемещения штанг и его каретка -22 перемещает приводные щтанги 9 и 1-2 (вправо), при этом штанга 12 перемеидается вхолостую, а щтанга 9 перемещает на один шаг приспособления-спутники с деталями. Таким образом, приспособление-спутник с механизма загрузки 2 перемещается на позицию оварки в зону первой сварочной машины /, приспособление-спутник с первой позиции сварки перемещается на вторую позицию и т. д., приспособление-спутник с последней позиции сварки - «а механ-изм разгрузки 3, приспособление-спутник с разгрузки на стол 25 устройства 7 переноса яриспособлений-спутников.
Затем привод 14 поворота штанг возвращается в исходное полон ение, происходит обратный процесс фиксации-расфнксацви: поворачиваются штанги 9, 10, 12, 13, флажки 11 фиксирующей штанги 10 и приводной штанги 12 входят в пазы приспоюблений-спутникоБ, флажки приводной штанги 9 и фиксирующей штанги 13 выходят из зацепления, таким образом приспособления-спутники с деталями фиксируются на рабочих позициях и позициях загрузки и разгрузки, а приспособления-спутники без деталей, расположенные па транспортере возврата, сцепляются с приводной штангой 12.
После фиксации приспособлений-спутников на рабочих позициях на механизм загрузки 2 на приспособление-спутник у-.-танавливается и закрепляется следующий комплект деталей для сварки изделия, на всех позициях сварки осуществляется сварка деталей по заданной для каждой сварочной мащины 1 оп1ределенной программе, на механизм разгрузки 3 сваре«ные детали снимаются с приспособления-спутника.
В это же время устройство 7 перемещает цр|ИспО|СОбление-спут,ник, расположенное -на столе 25, с основного транспортера на транспортер возврата, причем паз приспособления-спутника, выходя из задепления с флажком // приводной штанги 9, входит в зацепление с направляющей 23, которая щарнирно связана с флажками приводных щтанг. Это предотвращает перемещение приспосОбления-спутника на столе 25.
Включается механизм перемещения щтанг, и .каретка 22 перемещает приводные штанги 9 и 12 (влево), теперь штанга 9 перемещается вхолостую, а щтанга 12 перемещает на один щаг приспособленияспутники, расположенные на транспортере возврата, причем крайнее правое .приспосо-бление-спутник перемещается на стол 24 устройства 6 для переноса с транспортера возврата на основной транспортер.
Таким образо.м 1меха.низм перемещения щтанг оказывается загруженным равномерно при перемещениях каретки 22 в Обе стороны.
Цикл ра.боты автоматической линии завершается переносом приспособленияспутника с транспортера возврата «а основной транспортер.
Формула и 3 о б р е т е н 1И я
1. Автоматическая ли1ния с приспо.собле.ниями-спутниками, содержащая располож.енное в технологической последовательности оборудование, .связанное аналогичными друг другу пря.мой и возвратной ветвями штангов-ого тра.нспортера .с поворотными и фиксирующими штангами, поочередно-попарно взаимодействующими с пазами приспособлений-спутников с помощью л естких флажков, закрепленных на штангах, и привод поворота шта.нг, о т л ич а ющ а я с я тем, что, с целью синхро.низа.дии работы транспортных и фиксирующих штанг и упрощения контроля положения щтаяг и приспособлений-спутников, шта.нги прямой и возвратной ветвей транспортера соединены между собой и приводОМ поворота штанг системой рычагов и тяг. 2. Линия по п. 1, о т л и ч а ю од а я с я тем, что крайние флажки транспортных 5 штанг прямой и возвратной ветвей транспортера шаряиряо связаны вертикальной направляющей, профиль которой соответствует пазу приспособления-спутника. Источник информации, принятый во внимание при экспертизе: 1. Патент США № 3478859, кл. 198-19, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Установка для сборки и сварки изделий | 1980 |
|
SU872154A1 |
| Поточная линия для сборки и сварки металлических изделий | 1976 |
|
SU654372A1 |
| Поточная линия для сборки и сварки металлических изделий | 1977 |
|
SU751546A1 |
| Транспортная система для несинхронных автоматических линий | 1982 |
|
SU1060420A1 |
| Автоматическая линия | 1979 |
|
SU831541A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Автоматическая линия для обработки деталей | 1989 |
|
SU1712128A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
- --crc-Txqrit :
m
- - 1: ,
2П-I-- -jtaT f
fff -Ф--№ - / i
,5с:.ж
- tre:3i
I I
.-,
n I I 4J-, I Д.
иШн41
-,4 йs-s
, fS
ri
r
M
X,
i5sr
iP:/e,J
