3
Однако, этот способ требует нескольких комплексных мастер-макетов, что нрнменимо лишь на nepexoAHoii стаднн иа новые модели кузовов.
Целью изобретеиня является повынлеипе техпологнчпостн сборки н унрощенне макетной оснастки путем сппження колпчества нсно.чьзуемых мастер-макетов.
Указанная цель достнгается тем, что наладку кондуктора для сборкп п сваркн кузова нронзводят но мастер-макету, собранному нз мастер-макетов отдельных частей кузова, по каждому нз которых в свою очередь пропзводнтся наладка копдукторов для сборкн п сваркн соответствующих нм частей кузова.
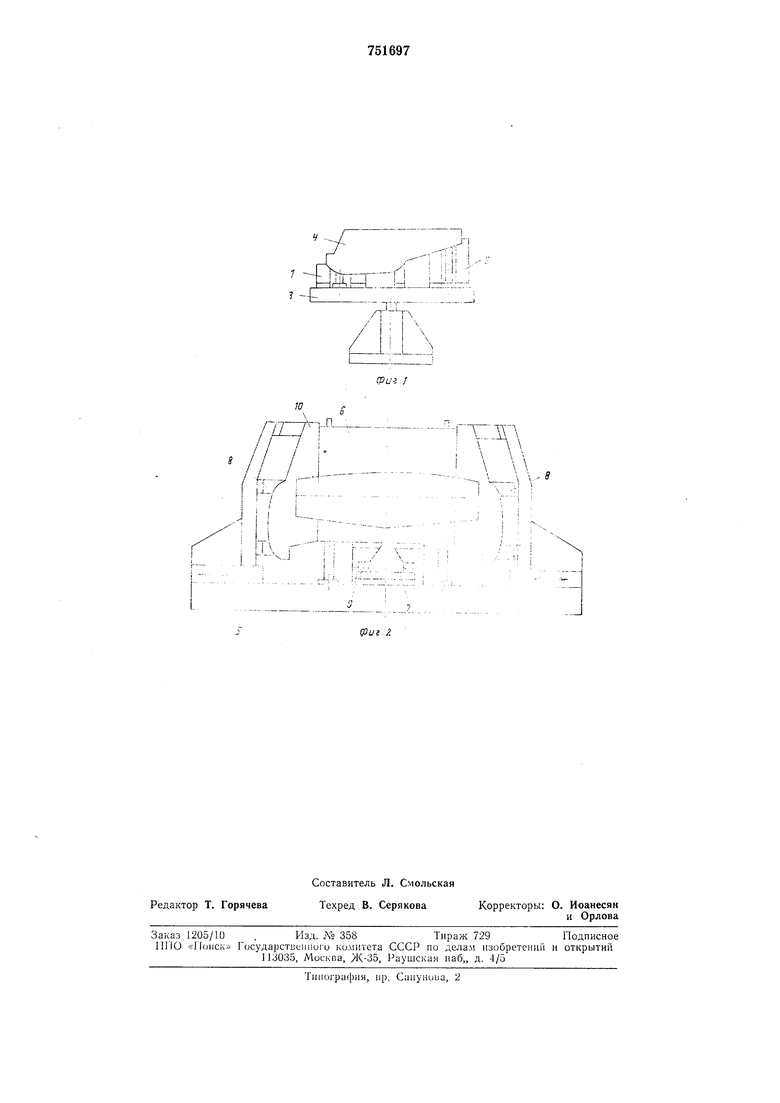
На фиг. 1 ноказап конд)-ктор для сборкн п сваркп правой боковпиы; на фнг. 2 - наладка главного кондуктора.
Наладку кондукторов пронзводят как нрн нзготовленнн новых кондукторов, так н не)ноднческн в нронессе их работы.
Порядок работы нредусмотрен следуюпднн.
Еслн считать по ходу технологического процесса нзготовленпя кондукторов, то сначала налажнвают кондукторы для сборкп н сваркн частей кузова. Затем доводят фнксаторы 1 н 2, имнтнрующпе теоретнческпй профиль боковины в кондукторе 3. В кондуктор устанавливают мастер-макет правой боковины 4.
Измеряют с номош,1)Ю щунов н на краску зазоры между профнлем мастер-макета боковнны и фнксирующпмн элементамп копдуктора. Затем с помощью регулпровкп, подкладок, Н1а6)ения и слесарных приемов д.)водят прп.:1егаюпи1е поверхности фнксируюн нх 3;ie:v eHTOB. Точно также с номощью соответствующих мастер-макетов иалажнвают остальные кондукторы. После того, как все кондукторы налажены, мастер-макеты с них снимают. На этих кондукторах теперь можно нроизводнть сборку н сварку частей кузова, а мастермакеты направ;1яют для установкн в г.чавном кондукторе 5 для сборкп п сваркп кузова (ф|н 2). Мастер-макеты устанавливают па каркасе 6. Здесь подлежат доводке элемеиты фиксации иола 7, правые и левые
4
боковины 8 н другие но соответст1 ующим мастер-маке1ам соответственно нола 9, левой 10 н npauoii 4 боковин п друшх. Сначала ироизводят измерение зазоров, а потом соответствующую доводку, как ноказано на примере наладки кондуктора д;1Я сборкн н сваркн боковнны. Носле па.тадки главного кондуктора все мастермакеты снимают с него, складируют до с.тедуюнлего нрнменення. Теперь е кондукторов поступают готовые частн кузова для сборкп н сварки в главном кондукторе всего кузова транспортного средства.
Эффективность снособа заключается в том, что все фиксирующие элементы как на главном, так п па кондукторах для сборкн п сварки частей кузова выверяют по одппм п тем же мястер-макетам, что повышает 1ехиологнчиость сборкп кузова за счет обеспечения правил1зной геометрннкак его частей, так и всего кузова. Потребное колнчество сложных, трудоемкнх в гзготовленнн мастер-макетов сокращается в два раза, соответственно уменьшаются площади складскнх номещени.
Фор м у л а н 3 о б р е т е н н я
Снособ наладки коидукторов для сборкн 1 сваркн кузова транснортного средства и его частей, заключающнйся в том, что на ;от1дукторы для сборкн отдельных частей кузова устапавлнвают мастер-макеты этих частей, а иа кондуктор для сборки кузова устанавливают мастер-макет целого кузова и выверяют коидукторы, отличающийся тем, что, с целью нсли ннення техно.югнчности сборкн и упрощения макетной оснастки путем снижения ко.П1честна иснользуемых мастер-макетов, мастер-макет цело1о кузова собирают нз мастер-макетов отдельных частей кузова.
Источники информации, ирииятые 1ю внимание при экспертизе
1.Авторское свидетельство СССР N° 260037, кл. В 23 К 1/02, 1963.
2.Авторское свидетельство СССР 288367, кл. В 62D 23/00, 1969 (нрототпп).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мастер-макета кузова транспортного средства | 1977 |
|
SU698825A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 1998 |
|
RU2135341C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| йГевЕРЮВ^ | 1973 |
|
SU366943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА КУЗОВНЫХ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ ПРИ ПЕРЕХОДЕ С ОДНОЙ МОДЕЛИ НА ДРУГУЮ | 2002 |
|
RU2219034C1 |
| Способ сборки и сварки кузовов легковых автомобилей | 1968 |
|
SU260037A1 |
| СПОСОБ СБОРКИ И СВАРКИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА ИЗ КУЗОВНЫХ УЗЛОВ | 2000 |
|
RU2174068C1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| ТРАНСФОРМИРУЕМЫЙ ПОСАДОЧНЫЙ МАКЕТ ИНТЕРЬЕРА АВТОМОБИЛЯ | 2001 |
|
RU2207633C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ЛИСТОШТАМПОВОЧНЫХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 1999 |
|
RU2164201C2 |
T:::
.
