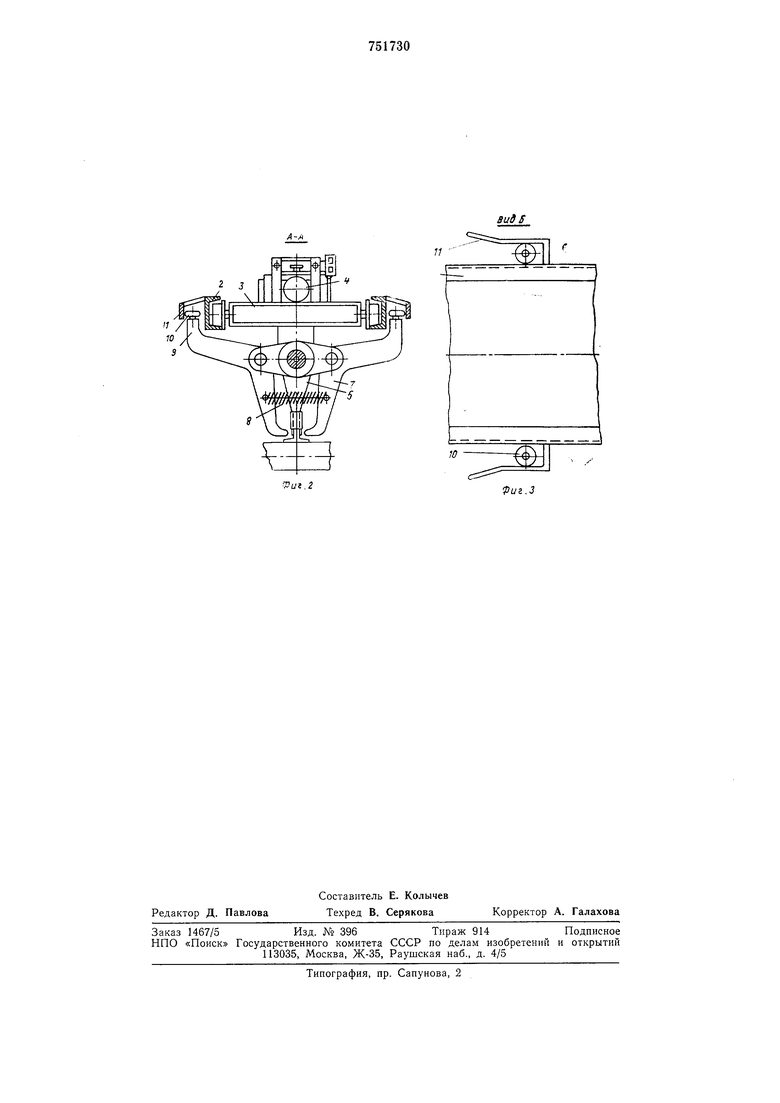
жиной 8, причем плечи 9 коромысел 7 посредством роликов 10 взаимодействуют с копирами 11.
На направляющих 2 устаповлеи регулирующий уиор 12, который взаимодействует с толкателем 5, для чего иа последнем предусмотрен выступ 13.
Устройство подачи заготовки к стапку работает следующим образом.
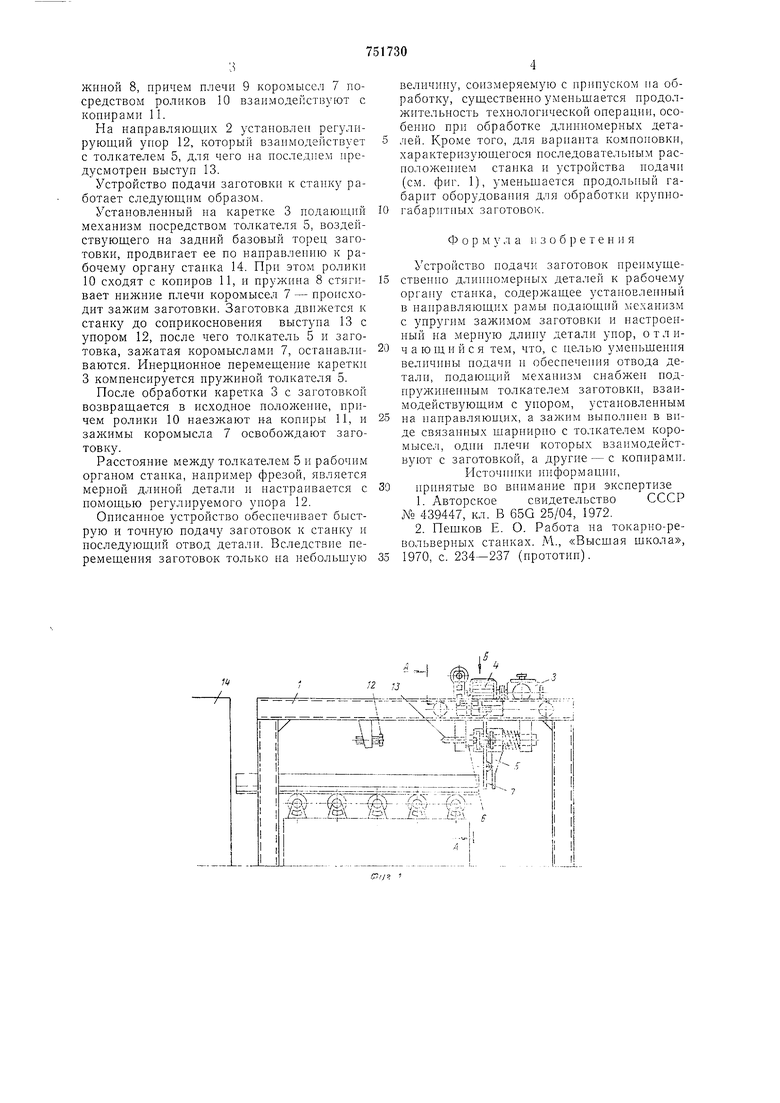
Установленный иа каретке 3 подающий механизм посредством толкателя 5, воздействующего на задиий базовый торец заготовки, продвигает ее по направлеппю к рабочему оргаиу стайка 14. При этом ролики 10 сходят с копиров 11, и пружина 8 стягивает нижние плечи коромысел 7 - происходит зажим заготовки. Заготовка движется к стайку до соприкосновеиия выступа 13 с упором 12, после чего толкатель 5 и заготовка, зажатая коромыслами 7, останавливаются. Иперциониое перемещение каретки 3 компенсируется пружиной толкателя 5.
После обработки каретка 3 с заготовкой возвращается в исходное положение, причем ролики 10 наезжают на копиры И, и зажимы коромысла 7 освобождают заготовку.
Расстояние между толкателем 5 и рабочим органом стайка, например фрезой, является мерной длиной детали и настраивается с помощью регулируемого упора 12.
Описанное устройство обеспечивает быструю и точную подачу заготовок к станку и последующий отвод детали. Вследствие иеремещения заготовок только на небольщую
величину, соизмеряемую с ирииуском иа ооработку, существенно уменьщается иродолжительность технологической операции, особеиио при обработке длинномерных деталей. Кроме того, для вариаита компоновки, характеризуюндегося носледовательмым расположением стайка и устройства подачи (см. фиг. 1), уменьщается продольный габарит оборудования для обработки крупногабаритных заготовок.
Формула изобретен и я
Устройство подачи заготовок пренмущественно длинномерных деталей к рабочему органу станка, содержащее установленный в нанравляющих рамы нодающий механизм с упругим зажимом заготовки и настроенный на мерную длииу детали упор, отличающийся тем, что, с целью умеиьщення величины подачи и обеспечения отвода детали, подающий механизм снабжен подпружиненным толкателем заготовкн, взаимодействующим с унором, установленным 5 на 11аправляюи;их, а зажим вЕлиолнен в виде связанных щарнирно с толкателем коромысел, одни плечи которых взаимодействуют с заготовкой, а другие - с копирами. Источиики информации,
иринятые во внимание при экспертизе
1.Авторское свидетельство СССР N° 439447, кл. В 65G 25/04, 1972.
2.Пешков Е. О. Работа иа токарно-револьверных станках. М., «Высщая щкола,
1970, с. 234-237 (ирототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Копировально-фрезерный станок | 1983 |
|
SU1117213A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Протяжной станок | 1980 |
|
SU891262A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых трубок | 1951 |
|
SU103265A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Протяжной станок | 1979 |
|
SU856694A2 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Автомат для резки капиллярных труб | 1986 |
|
SU1360919A1 |
I/
Л. -1:т&Г| ±
r:lfi| U--ft
Й;А
VE3
.2
10
Фи.З
