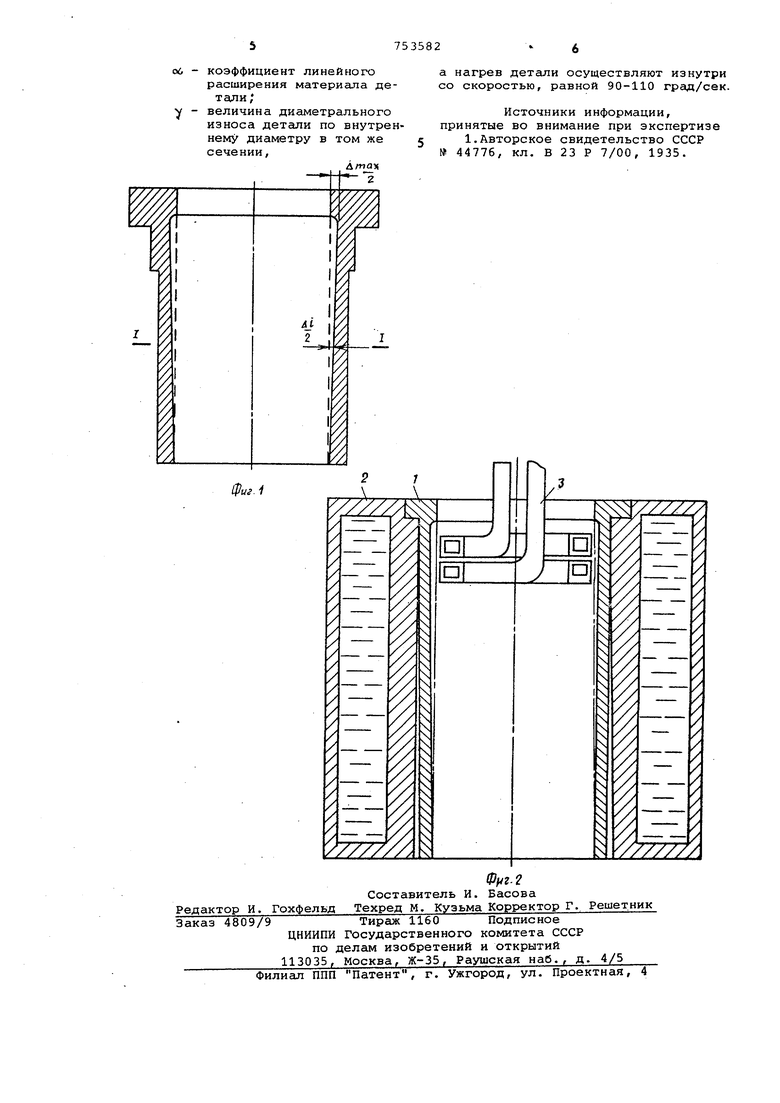
ляют в матрицу 2 с диаметральным за зором, определяемым в каждом сечени по высоте гильзы по формуле .ос-у, где 51 - диаметральный зазор меж ду матрицей и наружной поверхностью гильзы в произвольном сечении; DHOM - номинальный наружный ди метр гильзы в том же сеч НИИ; л - коэффициент линейного р ширения материала гиль дТ - температура нагрева гил у - величина износа гильзы внутреннему диаметру в же .сечений. Во внутреннюю полость вводят индуктор 3, включают нагрев и вертикальное перемещение матрицы с гильГильза при нагревании.свободно расширяется до контакта с матрицей, при дальнейшем нагревании матрица препятствует свободному расширению гильзы, что приводит к ее пластической деформации, т.е. перерас- . пределению металла внутрь по толщине стенки. После охлаждения размеры гильзы по диаметру уменьшаются на величину, которую можно рассчитать по формуле. HoM - --Si-, где Ad - уменьшение внутреннего ди метра гильзы в данном сечении;дТ - температура нагрева гильзы, oi - коэффициент линейного рас ширения материала гильзы; Si - диаметральный зазор между гильзой и внутренним диаметром матрицы в данном сечении до восстановления нол наружный диаметр гильзы в данном сечеуии до восстановления. Для получения необходимой величи ны усадки, внутреннего диаметра за счет направленной пластической деформации материала, гильзу нагревают до температуры, равной 800-950 С а для сохранения исходной структуры металла гильзы цилиндров и уменьшения теплопередачи от гильзы к матрице скорость нагрева равна 90J.. 110 град/сек. Пример. Для восстановления предлагаемым способом была взята партия гильз цилиндров двигателя СМД-14 (деталь 14-0102А) с внутренним диаметром Д ном -120 мм и высот 265 мм, с диаметральным износом в; ме те его максимального значения ,5 Материал гильзы- специальный легированный чугун.Гильзы .устанавливались в матрицу (фиг. 3).В сечении, где износ гильзы составлял максимальное значение, диаметральный зазор был S 0,15 мм, а в сечениях, где износ , зазор5 0,5 мм на диаметр. Нагрев гильзы производился токами высокой частоты до 800°С, со скоростью 90 град/сек с последующим охлаждением на воздухе. Внутренний диаметра отверстий восстановленных гильз составлял 119,7.. 119,9 IVIM. Гильзы, восстановленные предлагаемым способом, были установлены на двигатели и прошли стендовые и эксплуатационные испытания, износостойкость и надежность в работе не ниже новых. Применение предлагаемого способа при восстановлении изношенных гильз цилиндров автотракторных двигателей сокращает объем механической обработки и позволяет многократное восстановление без уменьшения прочност что значительную экономию металла. Технико-экономическая эффективность предлагаемого спосЬба восстановления только гильз цилиндров автотракторных двигателей по системе Сельхозтехника составляет 1864000 руб. в год. С учетом применения предлагаемого способа восстановления и в других отраслях народного хозяйства технико-экономический эффект составляет 3728000 руб. в год. Формула изобретения Способ восстановления полых цилиндрических деталей, изношенных по внутреннему диаметру, при котором восстанавливаемую деталь устанавливают в матрицу с зазором, нагревают до 800-950°С с последующим ее охлаждением, о т л и ч а ющ и и с я тем, что, с целью обеспечения качества восстановления геометрии внутренней цилиндрической поверхности гильз цилиндров автотракторных двигателей с неравномерным износом по высоте, при установке детали в матрицу обеспечивают переменный зазор по высоте детали и величина зазора в произвольном сечении равна: где S i - зазор между матрицей и наружной поверхностью детали в произвольно взятом сечении; D у,ом - наружный диаметр детали в том же сечении лТ - температура нагрева .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1996 |
|
RU2121913C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 1991 |
|
RU2006358C1 |
| Способ восстановления полых цилиндрических деталей | 1989 |
|
SU1676785A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| Способ восстановления гильз | 1982 |
|
SU1092030A1 |
| Способ восстановления изношенной внутренней цилиндрической поверхности,преимущественно стальных и чугунных деталей | 1980 |
|
SU969495A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГИЛЬЗ ЦИЛИНДРОВ ТРАКТОРНЫХ ДВИГАТЕЛЕЙ | 2001 |
|
RU2215630C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ | 2000 |
|
RU2181650C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГИЛЬЗ ЦИЛИНДРОВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЧУГУНА | 1998 |
|
RU2151678C1 |
