Предметом изобретения является многошпиндельный нарезной полу автомат с вертикальным расположением шпинделей.
Предлагаемый полуавтомат отл-ичается от известных тем, что реверс, подъем и опускание шпинделей осуществляются возвратно-поступательным движением каретки станка, а подача нарезаемых деталей производится враш,ающимся барабанным питателем.
Устройство предлагаемого ста-НКа поясняется чертежом.
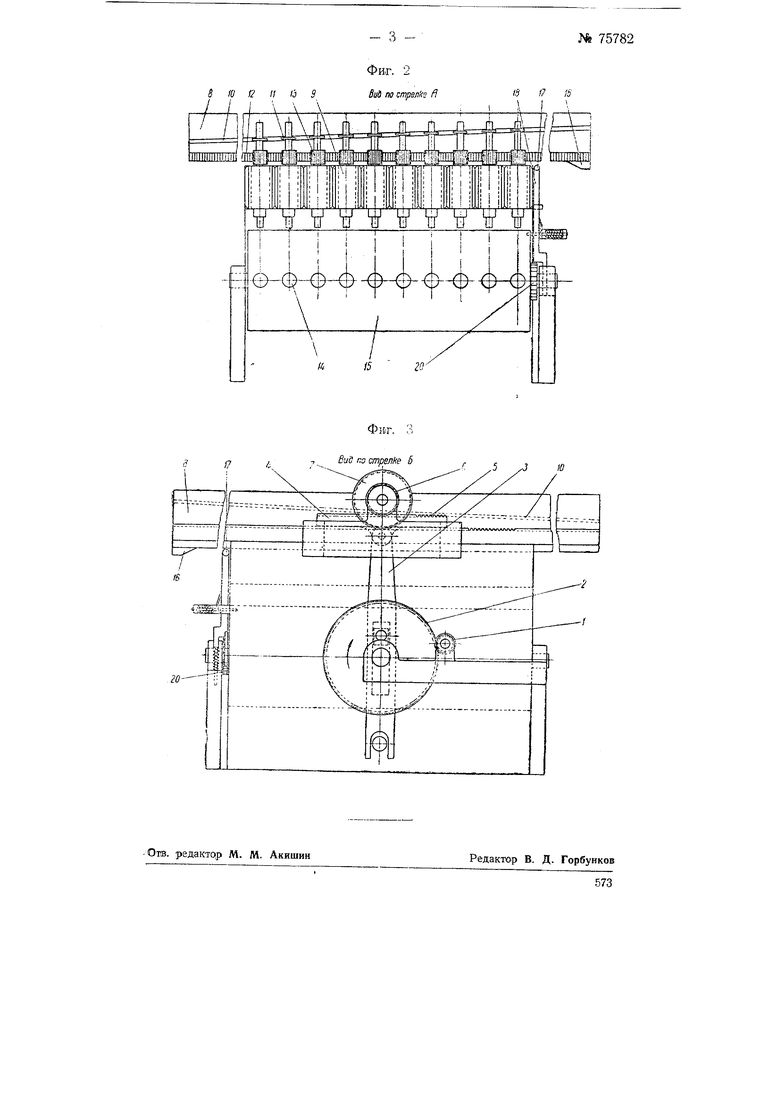
На фиг. I изображен станок в об. щем виде; на фиг. 2-вид станка по стрелке Л; па фиг. 3-вид станка по стрелке Б.
Привод станка осуш;ествляется от электродвигателя через шестерни / и 2. Шестерня 2 сообшает начальное движение кулисе 3, шарнирпо соединенной с ползуном 4. При вшвратно-поступательном движении ползуна 4 расположенная на нем рейка 5 вращает шестерню 6. При этом сидяш;ая на том же валу шестерня 7 перемешает каретку 8. На каретке 5 имеется наклонный паз 10, в который входят ролики 11, насаженные на шпиндели 9. Таким образом, при перемешении каретки 8 .шпинделям 9 сообщается осевое движение. Враш1ение и реверс шпинделей 9 осуществляются при помощи рейки 12, укрепленной на каретке 8 и сцепляющейся с шестернями 13, закрепленными на шпинделях 9.
Барабанный питатель 15, кинематически синхронно связанный с движением каретки 8, имеет отверстия 14 (см. фиг. 2) для установки обрабатываемых деталей. Отверстия расположены параллельно оси йращения питателя 15 по числу шпинделей, а по периметру питателя 15 ряды этих Отверстий размещены друг от друга на расстоянии, соответствующем углу поворота питателя 15 за один цикл движения каретки 8. Указанный поворот питателя 15 осуществляется при помощи кулачка 16, установленного на каретке 8, который при своем движении находит на ролик 17, насаженный на рычаг 18. При этом рычаг 18, опускаясь своей собачкой 19, поворачивает храповое колесо 20 питателя 15, тем самым поворачивая последний на требуемый угол.
Предмет изобретения
1. Многошпиндельный нарезной полуавтомат с вертикальным расположением шпинделей, о т л и ч а ющийся тем, что каретка 8 имеет
.571наклонный паз 10 и зубчатую рейку 12, посредством которых при возвратно-поступательном движении каретки производится через шестерни 13, закрепленные на шпинделях Я вращение и реверс шпинделей, а через ролики 11, укрепленные на шпинделях 9, - подъем и опускание шпинделей при нарезании.
2. Форма выполнения полуавтомата по п. 1, отличаюш,аяся
тем, что барабанный питатель, кинем атически синхронно связанный с движением .каретки, имеет отверстия 14, которые расположены параллельно оси вращения барабана по числу шпинделей, а по периметру барабана ряды этих отверстий размещены друг от друга на расстоянии, соответствующем углу поворота барабанного питателя за один цикл движения каретки 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для притирки клапанов, кранов и т.п. | 1941 |
|
SU61104A1 |
| Способ нарезания тройников на трех шпиндельном полуавтоматическом станке | 1932 |
|
SU33088A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| Полуавтомат для намотки секций обмотки электрических машин | 1978 |
|
SU752640A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРИТИРКИ КЛАПАНОВ И ПОРШНЕВЫХ КОЛЕЦ | 1928 |
|
SU18115A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Станок для калибровки отверстий в деревянных уточных шпулях | 1958 |
|
SU117803A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |

к II IJ S -, &Й no утрелНе Ь
20Фиг. 2
tS 17
Sad по cmpenks fl
Фиг. 3
