Согласно изобретению, предлагается станок для обточки фарфоровых изделий в фарфорово-керамической промышленности.
Отличительной особенностью станка является применение в нем двух шпинделей и двух наборов резцов, допускаю(щих его непрерывную работу.
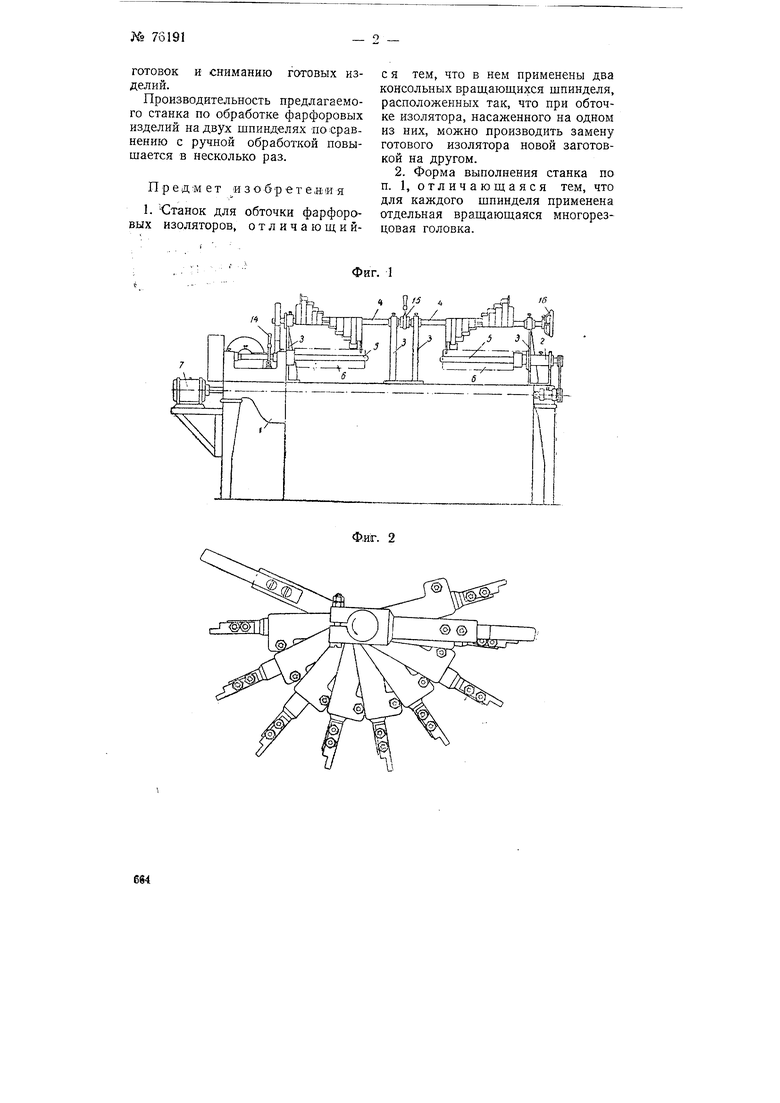
Общий вид станка изображен на фиг. 1. Станина 1 станка оборудуется второй бабкой 2. На станине укрепляются четыре кронштейна 3, в подшипниках которых лежат валы 4 с двумя наборами специальных резцов (фиг. 2). Резцы установлены так, что они работают разновременно.
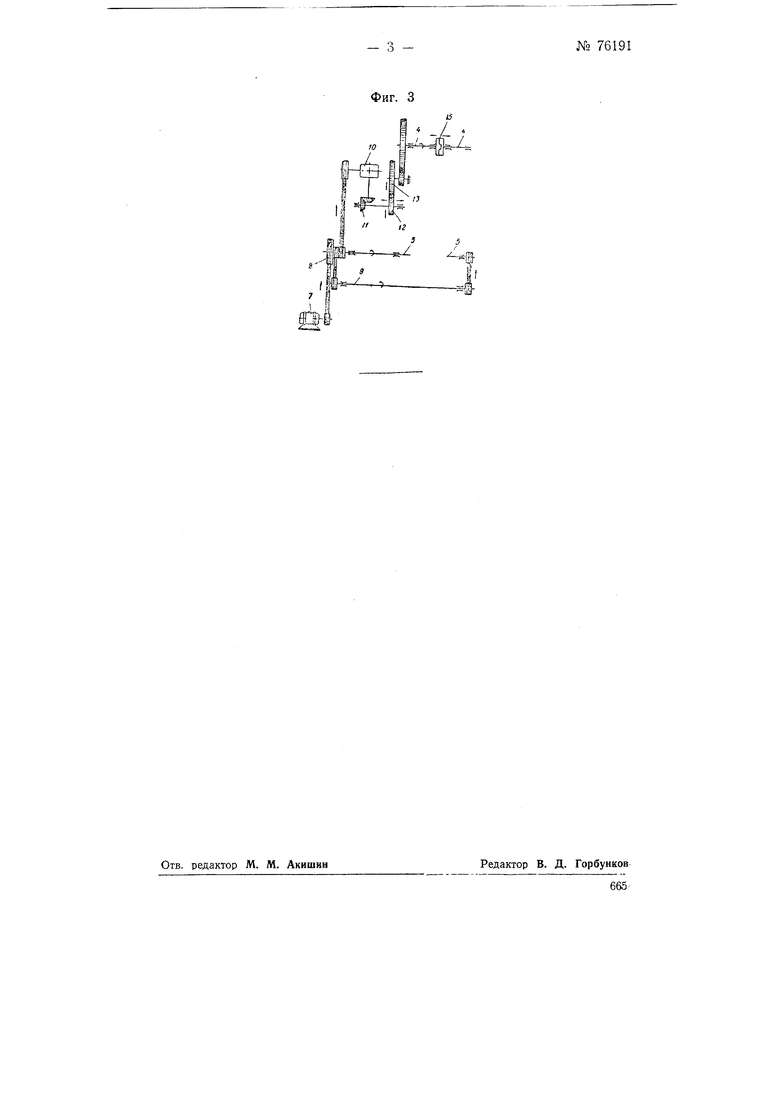
Шпиндели обеих бабок снабжены оправками 5, на которые надеваются .предназначенные для обработки заготовки 6. Вращение щпинделей осуществляется от электромотора 7 (фиг. 3) через передачи 8 VL 9. Вращение резцов производится от того же мотора через редуктор 10, шестерни 11 li 12 w. сменные шестерни 13.
Сменные шестерни служат для изменения скорости вращения резцов. Для выключения хода резцов установлена подвижная шестерня 12, управляемая рукояткой М (фиг. 1). Разобщение валов с резцами 4 осуществляется муфтой 15, устроенной
таким образом, что вк 1ючение ее возможно только при условии, если наборы резцов будут противоположны друг другу.
Для наладки и отвода резцов вручную имеется специальный маховичок 16.
Работа станка происходит следующим образом.
Включаются оба шпинделя станка. На левый шпиндель надевается заготовка. Так как обработка заготовки фарфорового изделия производится во влажном состоянии, она свободно надевается на оправку на ходу и свободно снимается с оправки после обработки. Рукояткой 14 включаются валы 4 с наборами резцов. Резцы обрабатывают заготовку в последовательном порядке, придавая профиль готового изолятора.
Пока на левом шпинделе обрабатывается изделие, заготовка надевается на правый шпиндель и по окончании прохода резцов на левом шпинделе, начинается обработка на правом. В это время снимается готовое изделие с левого шпинделя, надевается следующая заготовка и цикл повторяется.
В;ся работа происходит без остановки, последовательно то на левом, то на правом шпинделе, и роль рабочего сводится .к надеванию за663
готовок и сниманию готовых изделий.
Производительность предлагаемого станка по обработке фарфоровых изделий на двух шпинделях по сравнению с ручной обработкой повышается в несколько раз.
П р е д -м е т изобретен и я
1. Станок для обточки фарфоровых изоляторов, отличающийс я тем, что в нем применены два консольных вращающихся шпинделя, расположенных так, что при обточке изолятора, насаженного на одном из них, можно производить замену готового изолятора новой заготовкой на другом.
2. Форма выполнения станка по п. 1, отличающаяся тем, что для каждого шпинделя применена отдельная вращающаяся многорезцовая головка.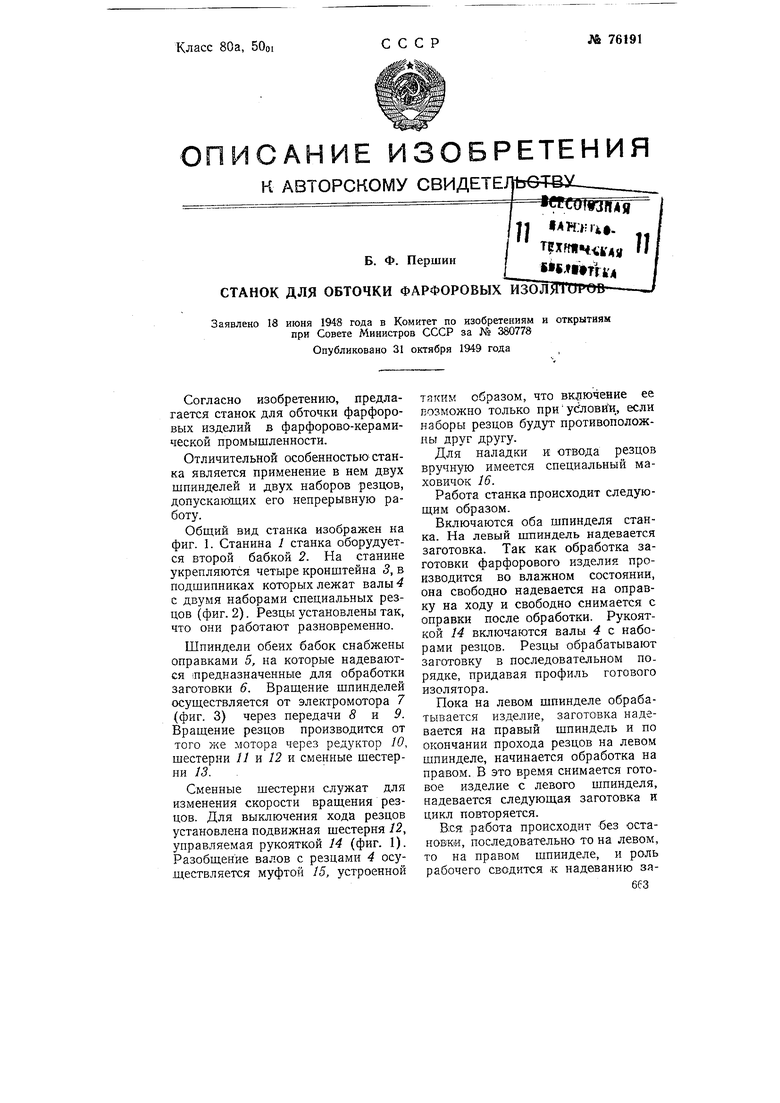
| название | год | авторы | номер документа |
|---|---|---|---|
| Суппортная приставка к токарному станку для оформления крыльев фарфоровых изоляторов | 1961 |
|
SU149340A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Станок для изготовления металлических бесшовных шлангов с гофром, выполненным по винтовой линии | 1950 |
|
SU105793A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ ИЗОЛЯТОРОВ | 1940 |
|
SU60259A1 |
| СТАНОК ДЛЯ ОБТОЧКИ ИЗОЛЯТОРОВ | 1969 |
|
SU248531A1 |
| Станок для обточки керамических изоляторов | 1956 |
|
SU111568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| СТАНОК ДЛЯ ОБТОЧКИ АЛМАЗОВ | 1996 |
|
RU2113966C1 |
| Полуавтоматический станок для механической обработки полусферических изделий из взрывчатых веществ | 1967 |
|
SU1841277A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |