Предлагаемый, согласно изобретению, станок для фанерования изделий представляет собой простое устройство:, состоящее из трех последовательно расположенньгх пар стальных вальцов, в которых прокатываются фанеруемые детали. Три нижних вальца, вращаясь в одном лаправлении, осуществляют подачу изделия. Верхний бочкообразный валец, первый по ходу подачи, служит для выравнивания клеевого слоя. Все остальные верхние и нижние вальцы цилиндрические.
Верхний валец третьей или второй пары предназначается для притирки фанеры. Вращаясь по направлению подачи или против направления подачи, этот валец получает избыточную окружную скорость до 3 м/мин (скорость притира), за счет чего и происходит притирание проходящей под ним фанеры.
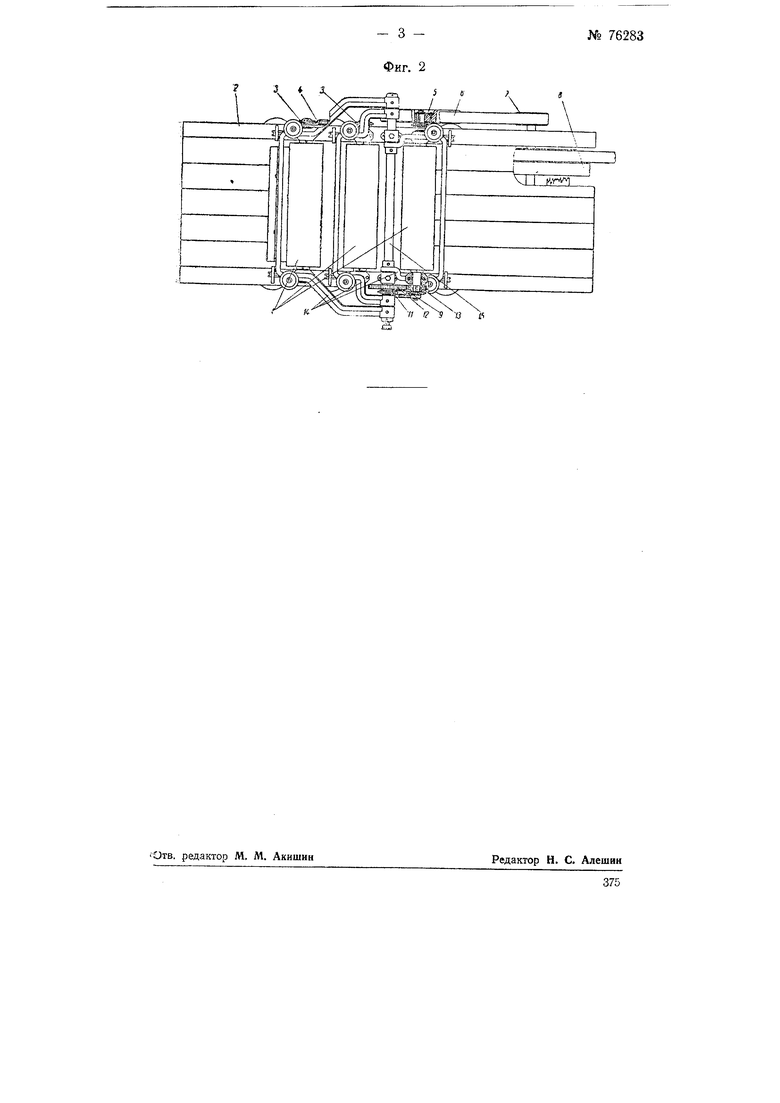
Предлагаемый станок для фанерования изделий показан .на фиг- 1 и 2 в двух проекциях.
Три нижних вальца / вмонтированы на своих подшипниках в брусья деревянной станины 2. На левых (по ходу подачи) концах валов они имеют звездочки 3, соединенные цепью 4. Цепь 4 приводится в движение от звездочки последнего, третьего, нижнего вальца, несущего
на своем валу простой или двухступенчатый щкив S, который приводится в движение при помощи рСаМня 6 от контрпривода, на валу которого насажены два одноступенчатых или двухступенчатых шкива 7 и 8.
Шкив 7 сообщает движение рамню 6; щкив 8 получает движение от двухступенчатого шкива редуктора, непосредственно связанного с мотором- Путем смены ступеней или саМИх шкивов 5 и 7, а использования двух ступеней шкивов контрпривода и редуктора можно получить следующий ряд скоростей подачи: 1; 1,5; 2,5; 3,5; 8 и 15 м/мин.
На правом конце вала третьего нижнего вальца сидит на шпонке звездочка Я передающая при цепи JO, натягиваемой грузовым роликом, вращение паразитной звез. дочке Л, спаренной с шестерней J2. По1следняя посредством шестерни / меняет направление вращения на обратное и передает его верхнему третьему притирающему вальцу.
Путем замены пары шестерен 12 и парой одинаковых звездочек можно изменить направление вращения притирающего вальца н заставить ©го работать лротие «аправления подачи. Допускается также перемена местами третьего и второго верхних вальцов, т. е. можно прият ч
тирающии валец расположить между двумя другими верхними вальцами.
Рычага 14, на которых смонтированы верхние вальцы, качаются около общей оси 15. Эту ось можно спускать и поднимать вместе с верхними вальцами при помощи двух стоек-винтов 16, которые 1монтируются в брусьях Станины 2.
Рычаги опираются на винты 17 и при помощи стержня с крестовиной несут грузы 18. Стержни грузов пропущены через брусья станины.
Станок приводится в действие от электродвигателя.
Предмет изобретения
Станок для фанерования изделий путем прокатывания фанеруемых деталей в вальцах, отличающийся применением трех по следовательНО р асположенных пар вальцов, из которых нижние вальцы всех пар предназначены для осуществления надачи, верхний валец первой пары выполнен бочкообразным для выравнивания клеевого слоя, а верхний валец второй или третьей нары получает избыточную окружную скоРость, с целью использования его для притирки фанеры.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| Комплексная деревообрабатывающая линия | 1956 |
|
SU107590A1 |
| Многошпиндельный притирочный станок | 1961 |
|
SU149322A1 |
| Станок для изготовления клееной листовой фанеры | 1931 |
|
SU32711A1 |
| Механизм подачи лесоматериалов в пильный станок | 1981 |
|
SU967800A1 |
| Станок для притирки деталей с коническими поверхностями | 1958 |
|
SU122410A1 |
| Установка проклеивания и укладки в пакет листового материала | 1973 |
|
SU479620A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Устройство для нанесения клея на листовой материал | 1985 |
|
SU1348177A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
г 3
№ 76283
- 3 - Фиг. 2
« ii
