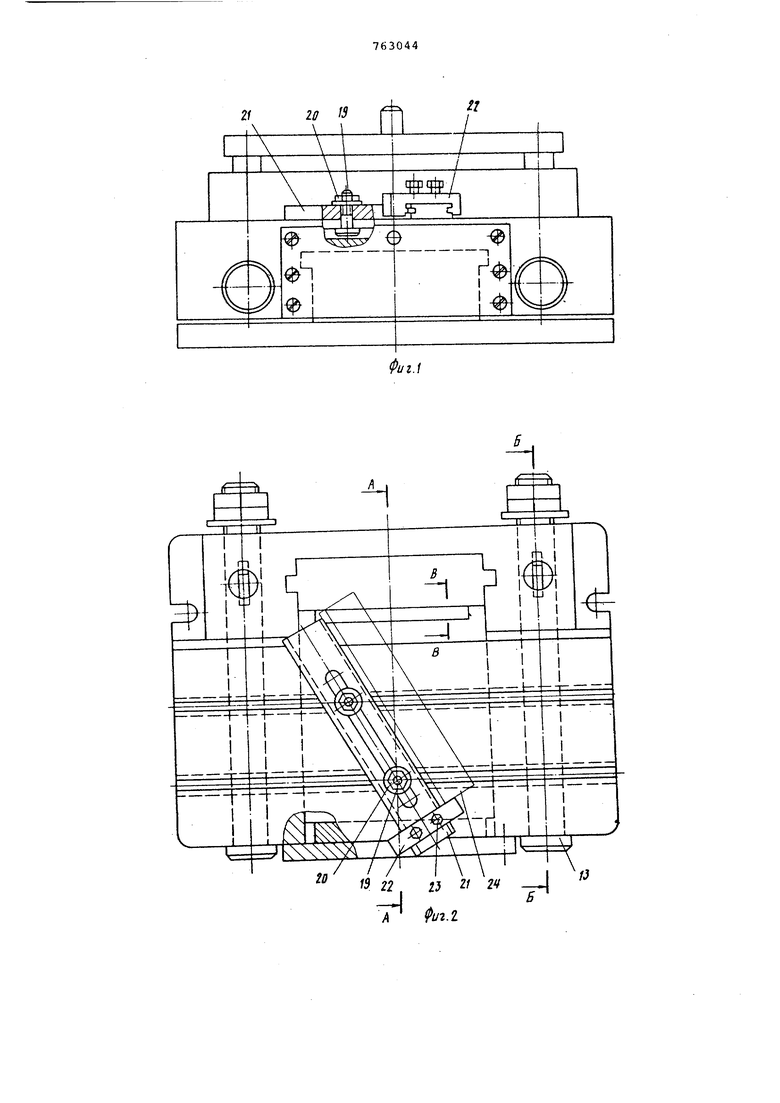
Изобретение относится к устройствам для обрезки и зачистки заготовок Известен штамп для обрезки загото вок, содержащий нижнюю плиту с установ :енным на нем ножом, верхнюю подвижную плиту с ножом, а также механизм подачи заготовок 1. Недостаток известного штампа - н высокое качество получаемых на нем заготобок. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является штамп для обрезки и зачистки заготовок, содержащий нижню плиту с установленным на нем ножом, верхнюю подвижную плиту с ножом, выполненньм с несколькими режущими кромками, а также механизм подачи заготовок на зачистку 2j . Однако, хотя известный штамп и осуществляет зачистку дефектного слоя с поверхности реза, он также не обеспечивает высокое качество загото вок . Цель изобретения - устранение ук занного недостатка. С этой целью штамп снабжен установленным в направляющих, выполненных на Нижней плите, столом с регулировочным упором, подпружиненым от носительно ножа верхней подвижной плиты, а механизм подачи заготовок на зачистку выполнен в виде смонтированных на верхней подвижной плите за ее ножом относительно плоскости разделения толкателей с участкгили профильной поверхности, и установленных в нижней плите тяг, одни концы которых связаны со столом, а другие выполнены с профильной поверхностью и установлены с возможностью взаимодействия с участками профильной поверхности толкателей. Тяги штампа выполнены регулируемыми по длине. На фиг. 1 показан штамп, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А фиг. 2 (без планки с упором); на фиг. 4 - разрез Б-Б фиг. 2; на фиг, 5 - разрез В-В фиг. 2 (по режущим кромкам ножей при их промежуточном положении). На нижней плите 1 штампа закреплены корпус 2 и основание 3 с неподвижным ножом 4. На основании 3 установлен, с возможностью перемещения к режущей кромке, стол 5. К торцу стола 5 винтами б прикреплена планка 7. Между торцом основания 3 и планкой 7 расположена резиновая пружцна 8, отжимающая стол 5 от ножа 4. В корпусе
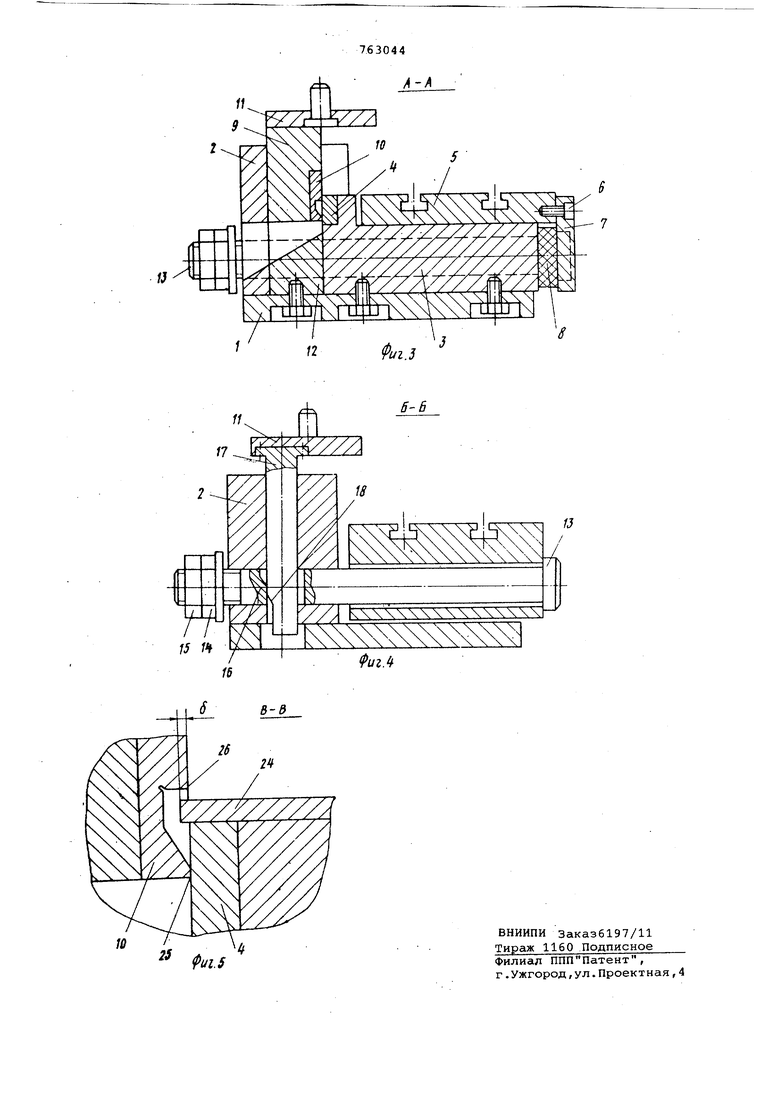
2 выполнен вертикальный паз, в котором установлен пуансон 9 с подвижным ножом 10. Пуансон 9 закреплен на верхней плите 11 штампа. На нижней плите 1 в пазу для пуансона 9 закреплен откос 12. Против откоса 12 в корпусе 2 выполнено окно для удаления отхода. В столе 5 и корпусе 2 выполнены горизонтальные отверстия, в которых расположены тяги 13 с гайками 14 со шкалой и контргайками 15, соединяющие стол 5 с корпусом 2. В тяга 13 выполнены окна с уступами 16. В корпусе 2 выполнены также два вертикальных отверстия, оси которых пересекаются с отверстиями для тяг 13. В вертикальных отверстиях корпуса 2 расположены толкатели 17. Толкатели с уступами 18 на нижней части присоединены к верхней плите 11. К столбу 5 болтами 19 с гайками 20 крепится направляющая 21, на которой установлен, с возможностью перемещения, упор 22, Упор 22 стопорится в заданном положении винтами 23. Заготовку 24 укладывается на стол 5 и опирается на направляющую 21 и упор 22. Верхний нож -10 содержит две режущие кромки: основную 25 и дополнительную 26 с выемкой между ними.
При движении верхней плиты 11 штапа вниз между основной режущей кромкой 25 верхнего ножа 10 и режущей кромкой нижнего ножа 4 происходит разделение материала. Одновременно с верхней плитой 11 вниз перемещаются толкатели 17, После разделения материала уступы 18 толкателей 17 вступают в контакт с уступами 16 тяг 13. В результате взаимодействия уступов 18 и 16 при дальнейшем движении верхней плиты 11 вниз тяги 13 отжимаются вместе со столом 5. Вместе со столом 5 заготовка 24 подается в выемку верхнего на величину cf. При дальнейшем верхней плиты 11 вниз дополн ительной режущей кромкой 26 верхнего ножа 10 производится зачистка поверхности реза путем снятия стружки толщиной .
Настройка величины подачи на зачистку производится вращением гаек 14. При отпущенных гайках 14 величина подачи максимальна и равна высоте
уступов 16 и 18. Подтягивание гаек 14 вызывает смещение тяг 13 со столом 5 влево. Уступы 16 и 18 при ходе верхней плиты вниз будут контактировать не по всей высоте. Соответственно уменьшается и величина подачи сГ. Установленная величина подачи считается по шкале на гайках 14 (конструктивно шкала выполнена на лимбе, установленном на гайках 14 с возможностью поворота).
Описанная конструкция штампа позволяет повысить качество получаемых на нем заготовок.
Формула изобретения
1.Штамп для обрезки и зачистки заготовок, содержащий нижнюю плиту с установленным на ней ножом, верхнюю подвижную плиту с ножом, выполненным с несколькими режущими кромками, а также механизм подачи заготовок на зачистку, отличающийся тем, что, с целью повьпиения качества получаемых заготовок, он снабжен установленным в направляющих, выполненных на нижней плите, столом с регулировочным упором, подпружиненным относительно ножа верхней подвижной плиты, а механизм подачи заготовок на зачистку выполнен в виде смонтированных на верхней подвижной плите за ее ножом относительно плоскости разделения толкателей с участками профильной поверхности и установленных в нижней плите тяг, одни концы которых связаны со столом, а другие выполнены с профильной поверхностью и установлены с возможностью взаимодействия с участками профильной поверхности тoJП aтeлeй.
2. Штамп по п. 1, отличающийся тем, что тяги выполнены регулируемыми по длине.
Источники информации, принятые во внимание при экспертизе
1.Мещерин В.Г. Атлас схем Листовая штамповка, М., Машиностроение, 1975, с. 159, рис. 506.
2.Заявка № 2480625,
кл. В 23 D 23/00, 25.04.77, по которой принято решение о выдаче авторского свидетельства.
2f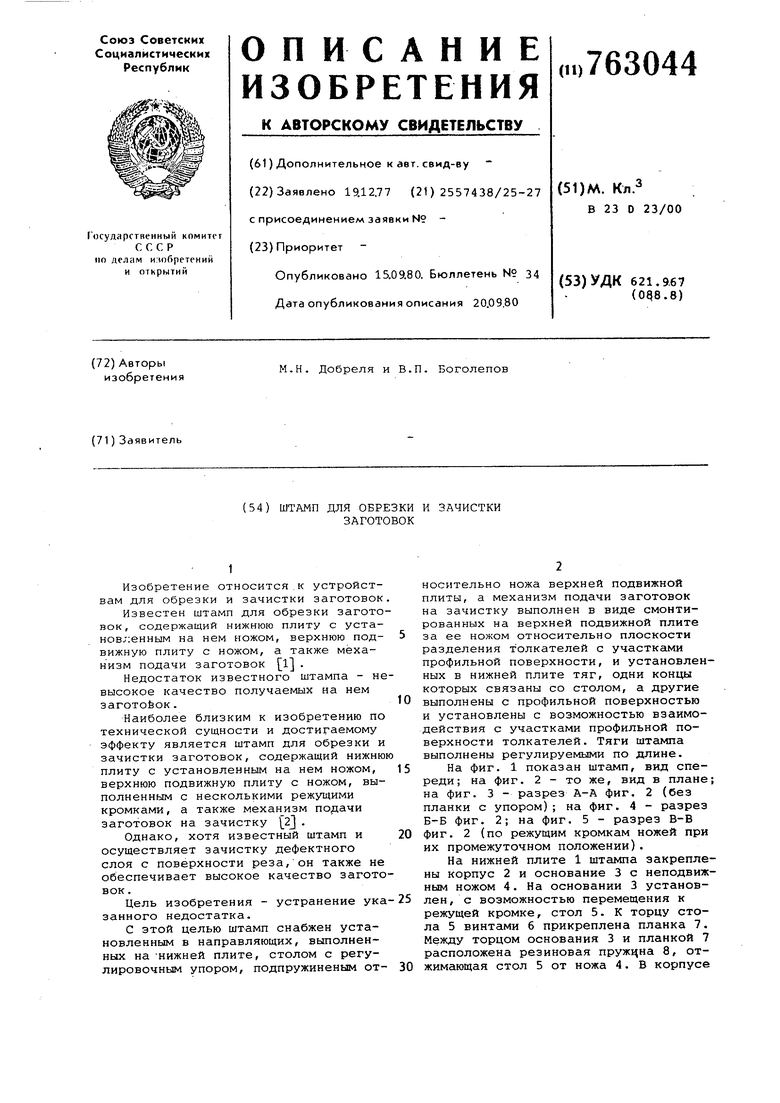
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для резки профильного материала | 1980 |
|
SU1034853A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для обрезки торцов трубных заготовок | 1982 |
|
SU1038109A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |