Изобретение относится к обработке металлов дпнлением и может быть использовано в устройствах для отбортовки патрубков на трубах и обечайках. Известно устройство для одновременной отбортовки нескольких патрубков на обечайках, содержащее основание с расположенными на нем опорами, несущими балку, отбортовочные пуансо ны с матрицей и пуансонодерхатель с пробивными пуансонами ПНедостатком данного устройства яв ляется отсутствие прижима с внутренней поверхности трубы в зоне патрубков, что приводит к искажению кругового сечения трубы и ухудшению ее качества. Недостатком устройства является также жесткое крепление отбортовочных пуансонов на подвижной балке, при нагружении кото рой в процессе отбортовки возникает несоосность отбортовочных пуансонов относительно отверстий отбортовочной матрицы, что приводит к ухудшению качества патрубков . Это ухудшение качества связано с разностенностью, принудительным неравномерным угонением в продольном сечении, искажению геометрии в поперечном сечений, непараллельностью осей патрубков. Цель изобретения - повьпиение качества отбортовки. Поставленная цель достигается тем, что устройство для одновременной отбортовки нескольких патрубков на обечайке, содержащее основание с расположенными на нем опорами, несущими балку, отбортовочные пуансоны с матрицей и пуансонодержатель с пробивными пуансонами, снабжено размещенными на балке сферическими опорами и подпружиненной прижимной матрицей, а отбортовочные пуансоны установлены в прижимной матрице и выполнены полыми ей сферическими основаниями, контактирующими со сферическими опорами, при
391
этом пробивные пуансоны вьшолнены с коническими участками.
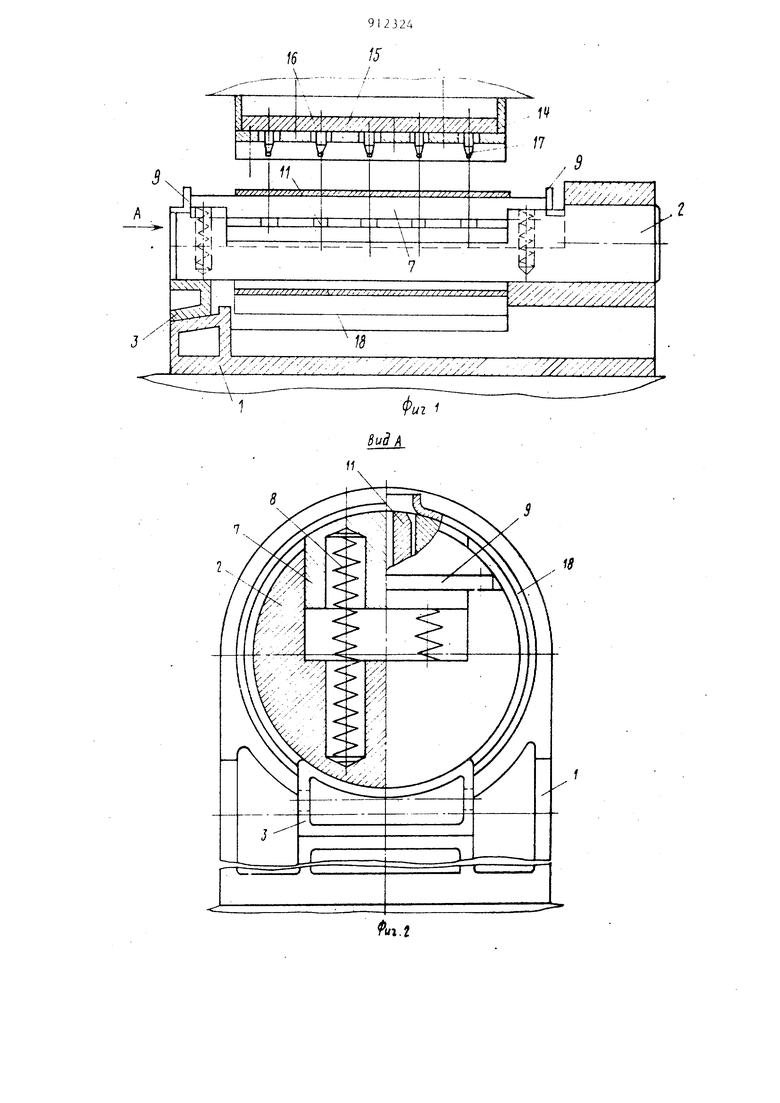
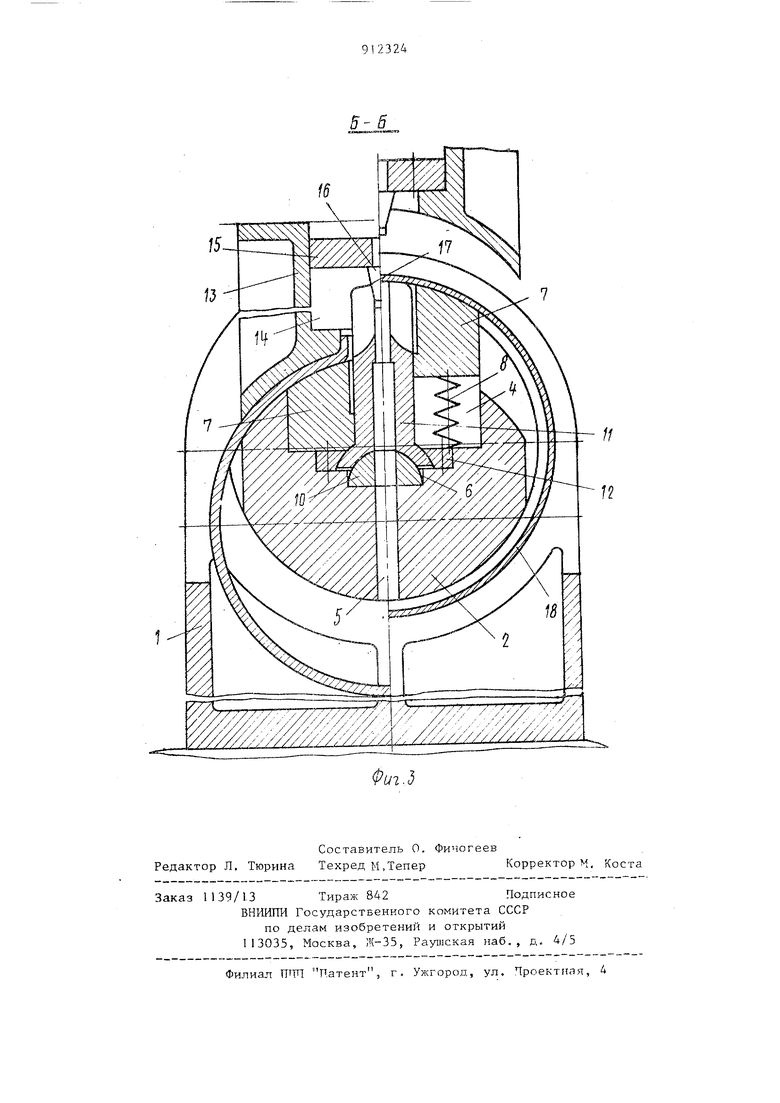
На фиг. изображено устройство, общий вид; на фиг, 2 - вид А на фиг, 1; на фиг, 3 - разрез Б-Б на фиг. 1.
Устройство для одновременной отбортовки нескольких патрубков на обечайке содержит основание 1, где консольно одним концом закреплена балка 2, опирающаяся другим концом на опору 3. В балке 2 выполнен паз 4 и отверстия 5 и 6. В направляющих балках 2 установлена прижимная матрица 7, подпружиненная относитель но основания паза 4 пружинами 8. Вза.имное расположение балки 2 и прижимной матрицы 7 регулируется с помощью упоров 9, В отверстиях 6 установлены сферические основайия 10, на которых размещены полые отбортовочные пуансоны 11, закрепляемые иланкой 12, Отбортовочные пуансоны 1 могут быть выполнены разрезными, Отбортовочная матрица 13 имеет напра вляющие 4, в которых установлен пуансонодержатель 15, с жестко закрепленными в нем пробивными пуансонами 16 с коническими участками 17,
Устройство работает следующим образом.
Опора 3 выводится в нерабочее полжение. Обечайка 1.8 одевается, на опор
2до упора. Прижимной матрицей 7 осуществляется прижим внутренней по верхности обечайки 18 в зоне патрубков, что позволяет уменьшить искажение кругового сечения обечайки
и обеспечить более стабильные услови формообразования. После этого опора
3вводится в рабочее положение. При ходе траверсы пресса (не указана) вниз вначале происходит пробивка отверстий пробивными пуансонами 16
k их раздача коническими участками 17, Отход удаляется через отверс тие 5,
Пробивные пуансоны 16 конической частью центрируют отбортовочные пуансоны 1I относительно отверстий отбортовочной матрицы 13, что повышает качество отбортовки за счет
уменьшения разностенности и плрлл лельность осей, увеличивпеч В1,1соту патрубков. Затем происходит отбортовка указанных отверстий отбортовочной матрицей 3, В конце хода отбортовочной матрицы 13 происходит доформовка обечайки 18 в зоне патрубков. При обратном ходе отбортовочной матрицы 13 с пуансонодержателем 15 за счет силовых пружин 8 прижимная матрица 7 поднимает обечайку 18 в исходное положение. Опора 3 вновь выводится в нерабочее положение .; обчайка 18 удаляется. Конструкция лпнного устройства позволяет отбор гова-r патрубки на обечайке 18 по всему се периметру.
Ожидаемый экономический эффект от испольяонания изобретения на единицу продукции составляет не мепсе 5,8 р. Это связано с уменьшением трудоемкости нагрева, отбортовки, механической обработки отверстий в заготовке,
Ожидаемый годовой экономический эффект от максимального объема использования предлагаемого устрой;тва составляет пример Ю 6,8 rbic.pyCi
Формула изобретения
Устройство для одновременно) отбортовки нескольких патрубков ил обечайке, содержащее оснонанне с расположенными на нем опорами, несущими балку, отборто)К5чные iiy{iHcoHbi с матрицей и пуансонодержгп-е.ти, с пробивными пуансонами, о т л н ч а ющ е е с я тем, что, с целью повьпаения качества отбортовки, оно снабжено размещенными в балке сферическими опорами и подпружиненной прижимной ,матрицей, а отбортовоччые пуансоны установлены в прижимной матрице и выполнены полыми со сферическими основаниями, контактирующими со сферическими опорами, при-этом пробивные пуансоны выполнены с коническими участками.
Источники информации, принятые во внимание при экспертизе
.1, Патент Англии № 807608, кл, в 23 , 1959,
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Устройство для вытяжки патрубков на трубах | 1978 |
|
SU764770A1 |
| Штамп для изготовления листовых деталей | 1976 |
|
SU612733A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Способ изготовления из листа изделий типа полуобечайки с патрубком | 1982 |
|
SU1066695A1 |
| Штамп для поэлементной штамповки деталей из листовых заготовок | 1983 |
|
SU1199363A1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |