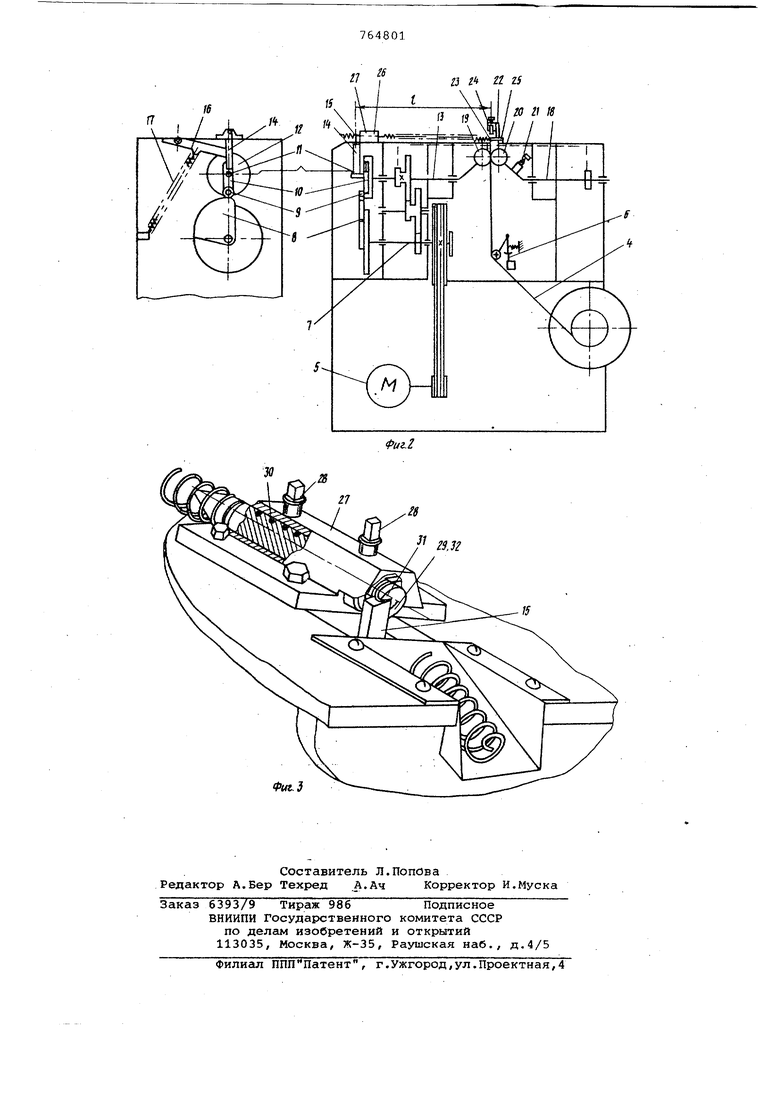
Державка 14 связана с поворотным плечом 16, шарнирно-закрепленным на станине 1,.и прижата к пальцу 11 ползушки 10 пружиной 17. Быстроходный вал 7 кинематически связан с двумя приводными валами 13 и 18.
На конце приводного вала 13 смонтирован подающий ролик 19, взаимодействующий с подающим роликом 20, установленным на приводном валу 18 под.пружиненным пружиной 21.
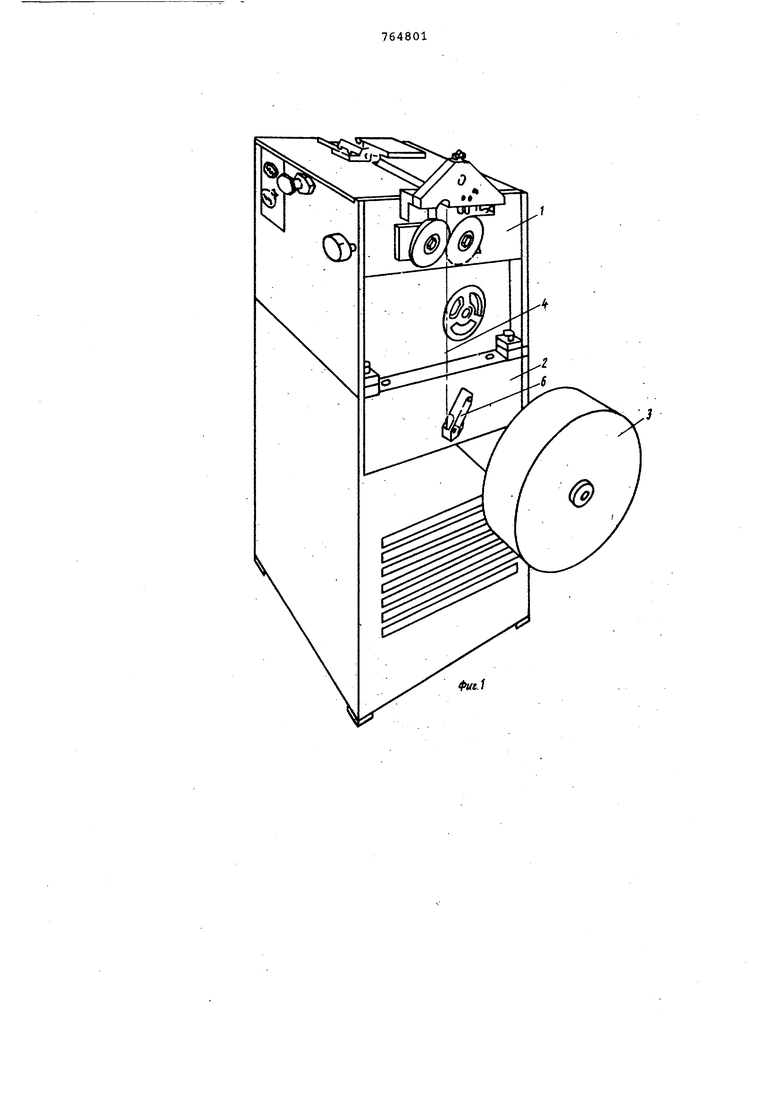
На станине 1 смонтирован механиз 22 навивки пружин, содержащий специальную оправку 23, упорный штифт 24 и шаговую лапку 25.
Механизм навивки 22 находится от отрезного устройства 26 на расстоянии (t), обеспечивающем деформацию тела пружины в процессе отрезки в пределах упругой деформации.
Отрезное устройство 16, имеющее механизм ускоренной резки, состоит из державки 27, внутри которой при помощи болтов 28 закреплена неподвижная оправка-нож 29 с винтовой канавкой 30, предназначенной для ориентации витка пружины в зонеотрезки. , ,
Винтовая канавка 30 оправки-ножа 29 имеет на последнем витке скругленную кромку 31 и режущую кромку 32, которые предназначены для одновременной подгибки конца витка предыдущей пружины и отрезки готовой продукции.
Автомат работает следующим обра.зом.
Проволока 4 при помощи подающих роликов 19 и 20 подается в механизм Ешвивки 22, где она формируется в пружину необходимой длины.
Эта длина состоит из постоянно навитой части 8 и отрезной части, равной длине готовой пружины. Постоянно навитая часть 2 соответствует расстоянию, на котором отстоят друг от друга механизм навивки пружина 22 и отрезное устройство 26.
Расстояние определяется по фо. муле
о 560 МпЪ t,o
;р 1С15 пр
где в пределах упругих деформаций
.бС ЦьЗС;о
К-10
чр
,. е
, то получаем;
как Т
р 2.NniKS-10 min iCD LGH-ilC.
if.p - угол раскручивания;
УП скорость подачи проволоки, t - время отрёзки готовой продукции;
о средний диаметр пружины;
4° - предельно допустимый угол раскручивания;
i - число шагов постоянно навитой части пружин;
S - шаг пружины;
К - коэффицие.нт кривизны
( С - индекс пружины (С Do/d }
d - диаметр проволоки; I6nil - допустимое напряжение на изгиб.
Перед зоной отрезки постоянно навитая часть пружины проходит по винтовой канавке 30 неподвижной оправки-ножа 29. За один оборот подакидие ролики 19 и 20 выдают длину проволоки, необходимую цпя навивки.одной пружины. Навитая пружина отрезается подвижным ножом 15, который своим ходом подгибает оставшийся конец предьщущей пружины с помощью скругленной кромки 31 неподвижной оправки-ножа 29. Движение подвижного ножа 15 на отрезку и подгибку пружины осуществляется от взаимодействия ударного кулачка 8, смонтированного на быстроходном валу 7, с роликом 9 ползушки 10, расположенной на водиле 12 приводного вала 13, палец 11 которого перемещает державку 14 подвижного ножа 15. Возврат подвижного ножа 15 осуществляется при помощи пружины 17.
Отношение числа оборотов быстроходного вала к приводному.валу может быть взято,например,:4 и в зависимости от этого ведется расчет ударного кулачка 8.
Формула изобретения
Автомат для изготовления пружин с одним отогнутым внутрь концом, содержащий смонтированные на станине привод, кинематически связанные механизм подачи проволоки, механизм навивки пружины и отрезное устройство, выполненное в виде оправкиножа и установленного с возможносты радиального перемещения к оправке подвижного ножа, о т ч а ю щ и йс я тем, что, с целью повышения производительности, отрезное устройство имеет механизм ускоренной резки, состоящий из связанного с приводным валом водила и расположенной на водиле ползушки с пальцем, контактирукяцим с подвижным ножом, и размещено от механизма навивки на расстоянии, обеспечиванвдем деформацию тела пружины в процессе отрезки в пределах упругой деформации, при этом оправка-нож жестко закреплена относительно станины и имеет винтовую канавку, скругленную на последнем витке.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 420371, кл., В 21 F 3/04, 1971. . I tj г zt zi го 11 IS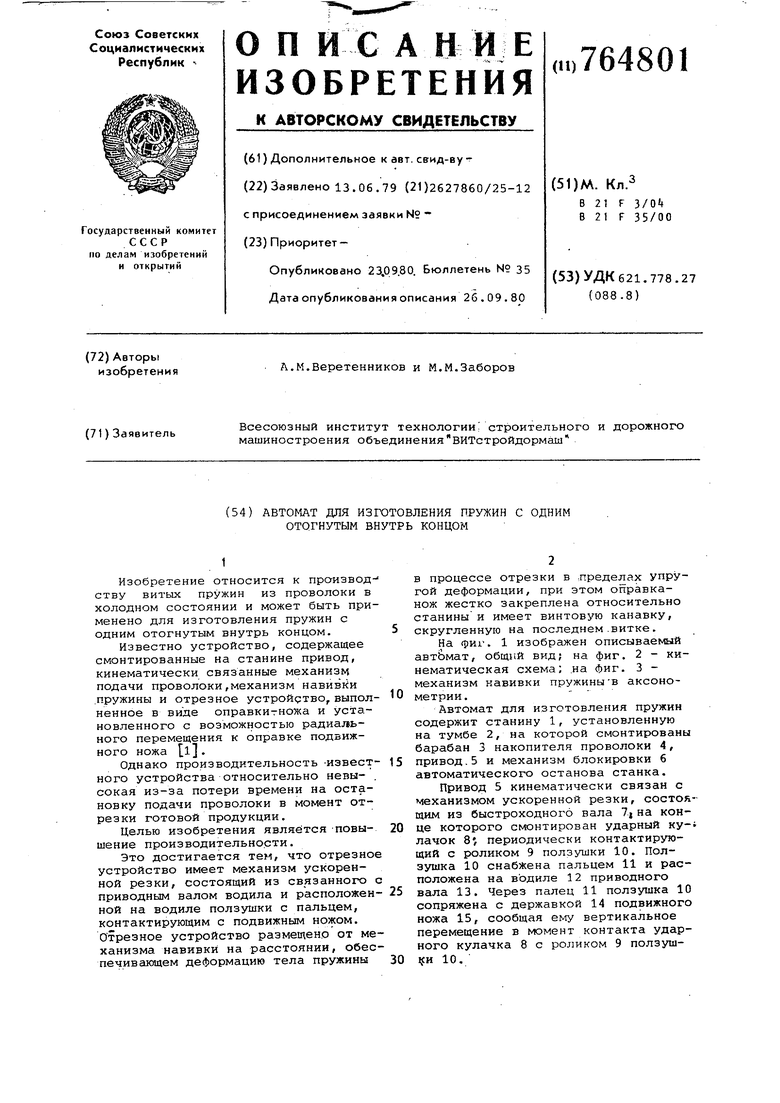

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки пружин | 1978 |
|
SU776725A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для навивки пружин | 1975 |
|
SU599896A1 |
| Устройство для получения винтовыхцилиНдРичЕСКиХ пРужиН РАСТяжЕНия СзАцЕпАМи | 1977 |
|
SU814529A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| Автомат для навивки пружин | 1975 |
|
SU553031A1 |
| Автомат для навивки пружин | 1987 |
|
SU1447501A1 |
| Устройство для изготовления резьбовых спиральных вставок | 1976 |
|
SU591256A1 |