ком 21, контактирующим с фиксатором 22, подпружиненньпл пружиной 23, и несущим ролик 24, взаимодействующий с ползуном 25.
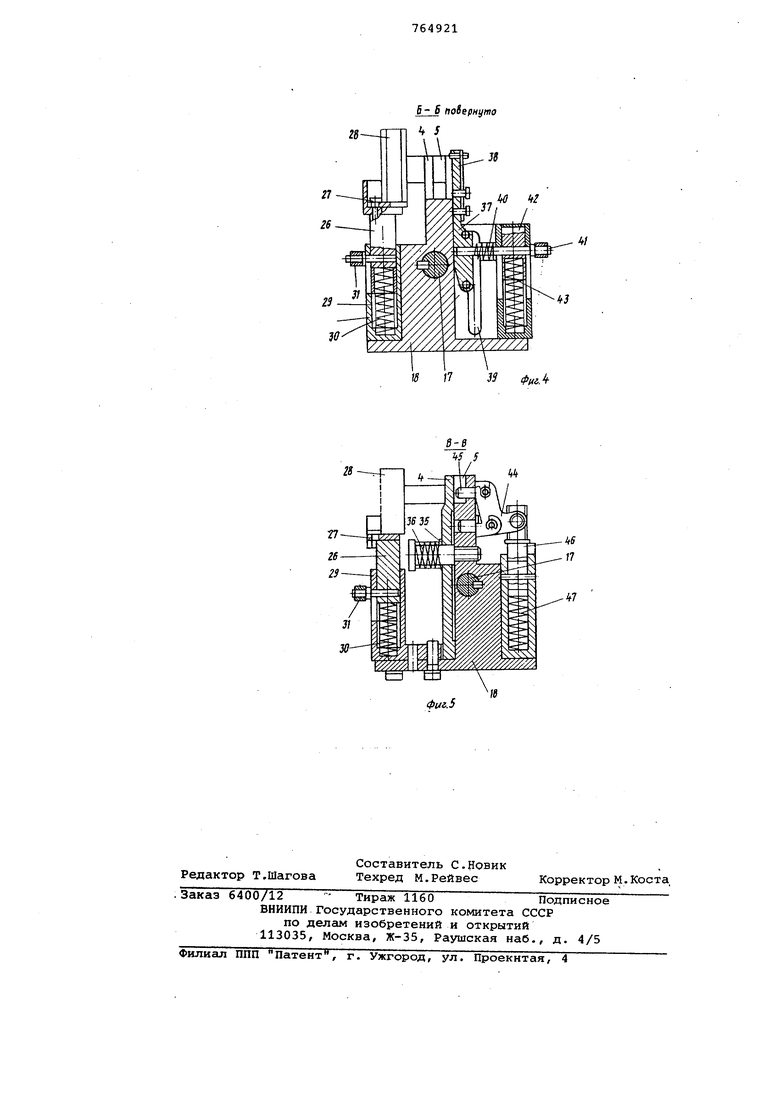
Прижимы 26 имеют захваты 27 и установлены вокруг гнезда 4. Каждый прижим 26 выполнен с возможностью фиксации подводимого узла 28 относи.тельно детсши 5 и обеспечивает его транспортировку на рабочую позицию. Прижим 26 расположен в гнезде
29корпуса 18, подпружинен пружиной
30и несет ролик 31. Управление прижимом 26 осуществлено автоматически при помощи защелки 32, подпружиненной пружиной 33 и снабженной упорным ролик ом
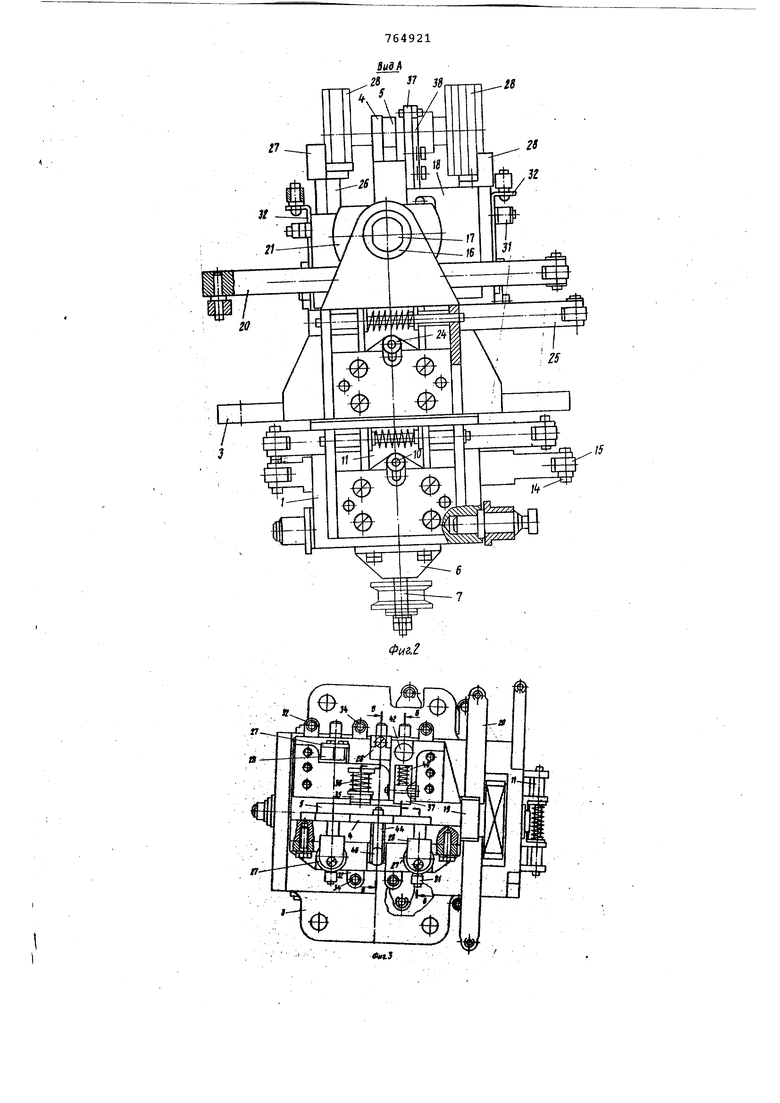
34, который контактирует с инструментом (на чертеже не показан), подводящим узел 28 к гнезду 4 поворотной рамы 3. с одной стороны гнезда 4 расположены планка 35, подпруш ненная пружиной 36, и подвижная планка 37, подпружиненная пружиной 38, установленная в пазах 39 при пощи пружины 40 и пальца 41. Последний связан неподвижно со ZUTOKOM 42, подпружиненным пружиной 43. С друго стороны гнезда 4 расположен фиксатор 44j фиксирующий пальцем 45 деталь 5 и опирающийся шарнирно на шток 46, подпружиненной пружиной 47
Устройство для автоматической сборки многоузлового изделия работает следую щкм образом.
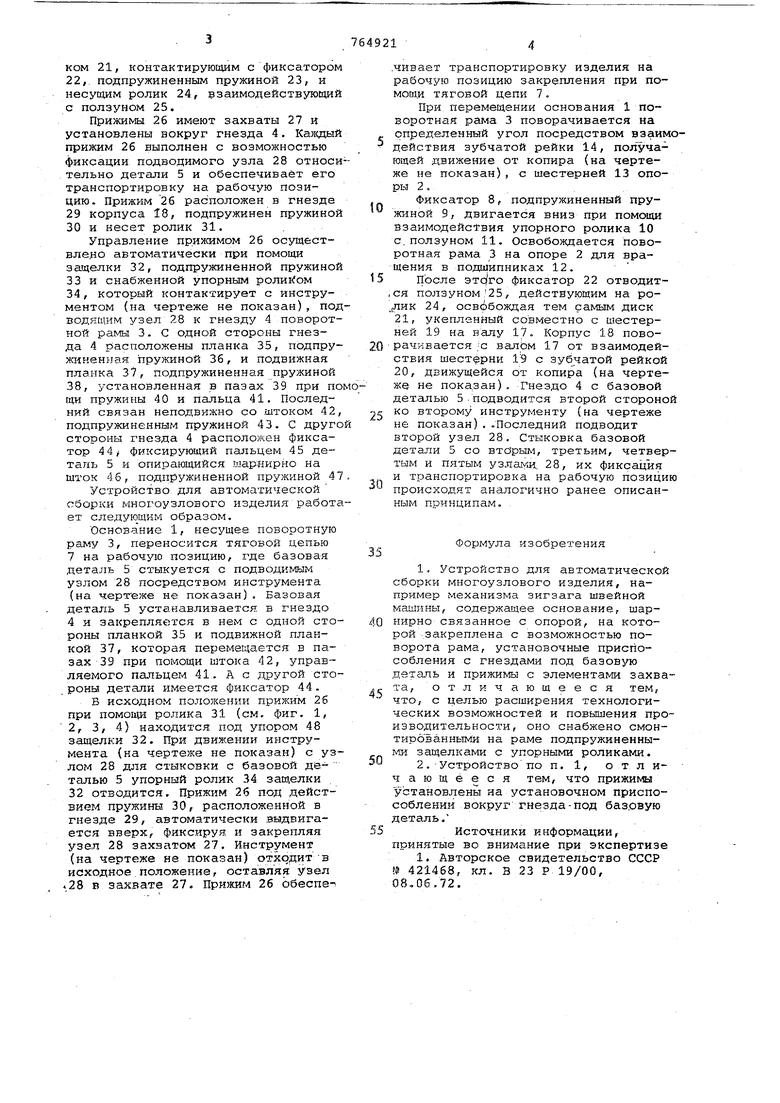
Основание 1, несущее поворотную раму 3, переносится тяговой цепью 7 на рабочую позицию, где базовая деталь 5 стыкуется с подводимым узлом 28 посредством инструмента (на чсертеже не показан) . Базовая деталь 5 устанавливается в гнездо 4 и закрепляется в нем с одной стороны планкой 35 и подвижной планкой 37, которая перемегдается в пазах 39 при помощи штока 42, управляемого пальцем 41. А с другой стороны детали имеется фиксатор 44.
Б исходном положении прижим 26 при помощи ролика 31 (см, фиг. 1, 2, 3, 4) находится под упором 48 защелки 32. При движении инструмента (на чертеже не показан) с узлом 28 для стыковки с базовой деталью 5 упорный ролик 34 за1я,елки 32 отводится. Прижим 26 под действием пружины 30, расположенной в гнезде 29, автоматически выдвигается вверх, фиксируя и закрепляя узел 28 захватом 27. Инструмент (на чертеже не показан) отходит в исходное положение, оставляя узел л28 в захвате 27. Прижим 26 обеспе.чивает транспортировку изделия на рабочую позицию закрепления при помощ.и тяговой цепи 7.
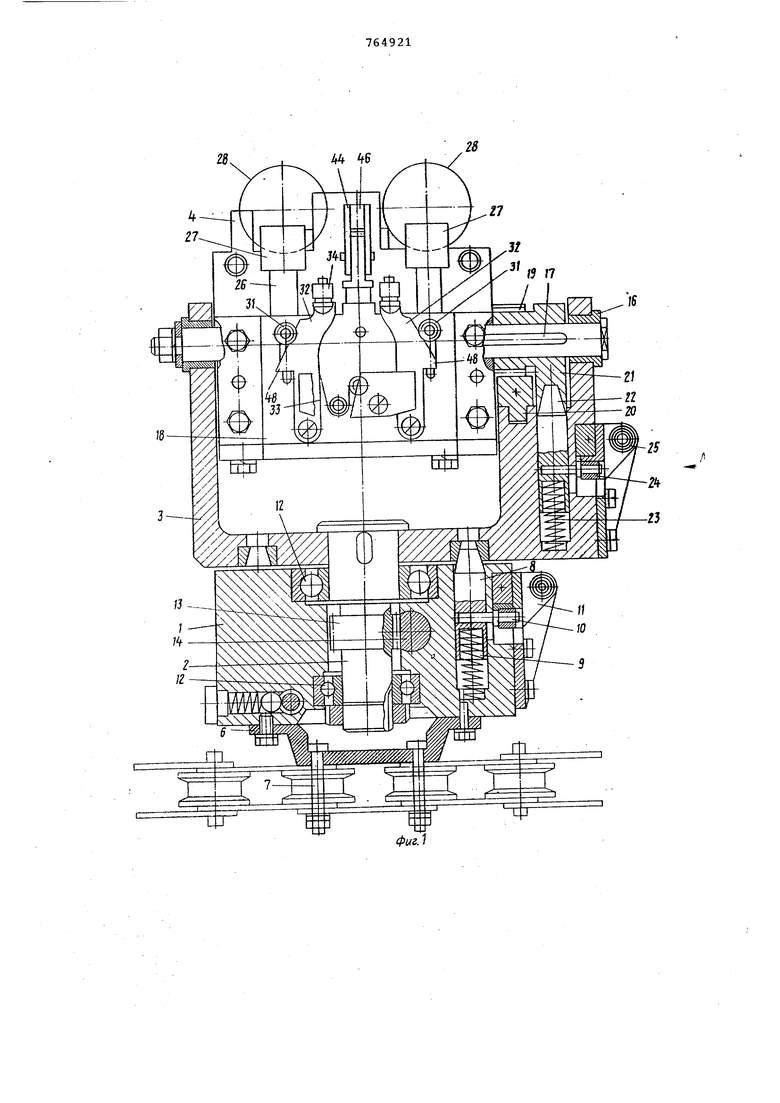
При перемещении основания 1 поворотная рама 3 поворачивается на определенный угол посредством взаимдействия зубчатой рейки 14, пол учающей движение от копира (на чертеже не показан), с шестерней 13 опоры 2 .
Фиксатор 8 р подпружиненный пружиной 9, двигается вниз при помощи взаимодействия упорного ролика 10 с. ползуном 11. Освобождается поворотная рама 3 на опоре 2 для вращения в подшипниках 12.
После этс/го фиксатор 22 отводит,ся ползуном25, действующим на ро(Лик 24, освобождая тем самым диск 21, укеплениый совместно с шестерней 19 на валу 17. Корпус 18 поворачивается ;с валЬм 17 от взаимодействия шестфрни 19 с зyбJqaтoй рейкой 20, движущейся от копира (на чертеже не показан). Гнездо 4 с базовой деталью 5-подводится второй стороно ко второму инструменту (на чертеже не показан). .Последний подводит второй узел 2В. Стыковка базовой детали 5 со вторым, третьим, четвертым и пятым узла1 4ц 28, их фиксация и транспортировка на рабочую позици происходят аналогично ранее описанным принципам.
Формула изобретения
1. Устройство для автоматической сборки многоузлового изделия, например механизма зигзага швейной машины, содержащее основание, шарнирно связанное с опорой, на которой .закреплена с возможностью поворота рама, установочные приспособления с гнездами под базовую деталь и прижимы с элeмeнтa н захвата, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности, оно снабжено смонтирбванными на раме подпружиненными защелками с упорными роликами.
2.Устройствопо п. 1, о т л ичающёеся тем, что прижилщ установлены яа установочном приспособлении вокруг гнезда-под баз.овую деталь/
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 421468, кл. В 23 Р 19/00, 08,06.72.
П
764921
8udf -28 37 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Многопозиционный автомат для обработки изделий типа корпуса наручных часов | 1957 |
|
SU117374A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Автоматическая линия для сварки кольцевых швов | 1990 |
|
SU1766638A1 |
| Устройство для запрессовки втулок | 1984 |
|
SU1183344A1 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
6 повернуто
J8
IS f73S фцг,Л
Vt
Фиг:5
