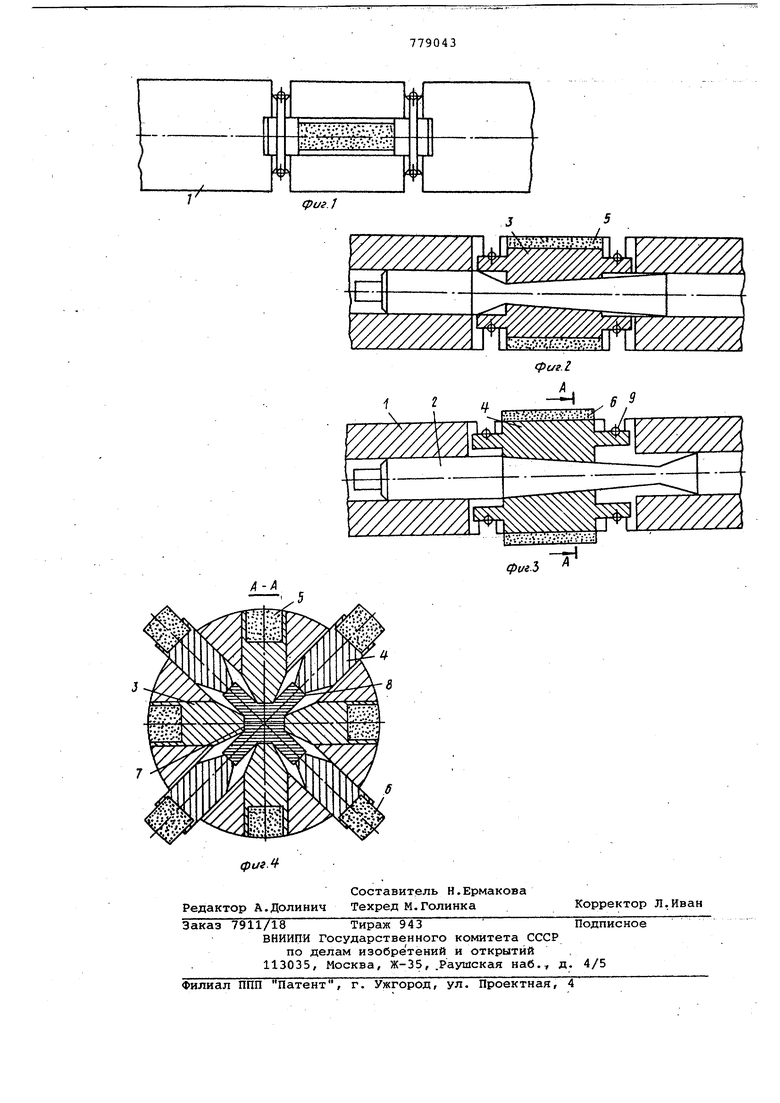
Изобретение относится к машиностро ению и может быть использовано при финишной обработке поверхностей точных цилиндрических отверстий инструментом с алмазными или абразивными брусками. Известны хонинговальные головки для обработки цилиндрических отверстий, в корпусе которых установлен разжимной шток с возможностью взаимодействия с брусками различной зернистости, закрепленными на колодках, выполненных с уклоном, Соответствующим уклону взаимодействующих с ними граней разжимного штока Г . Недостатками известных устройств является применение двух ярусов брусков. Один ярус с брусками для грубой обработки и второй ярус с брусками для тонкой обработки. Конус для .разжима колодок выполнен также двухъярусным. В этом случае, при переходе от одной операции к другой, от грубо обработки к тонкой, инструмент -необходимо переставлять с одного положения в другое. Такая перестановка тре бует времени, понижая производительность обработки.Кроме того,перестанов ка ярусов брусков приводит к изменению динамических факторов процессов, к нарушению установленного первым ярусом брусков отжима (натяга) системы, что отрицательно влияет на точность обработки. Двухъярусным инструментом нельзя обработать детали с ограниченной буртами зоной обработки, например кольца, ограниченные одним или двумя буртами. Цель изобретения - упрощение конструкции инструмента. Указа;нная цель достигается тем, что разжимной шток выполнен в виде одноярусного многогранника, каждая последующая грань которого к предыдущей выполнена с уклоном в противоположную сторону. На фиг. 1 изображена рабочая часть, внешний вид; на фиг. 2 и 3 - то же, продольный разрез; на фиг. 4 - разрез А-А на фиг. 3. Хонинговальная головка состоит из корпуса 1, в отверстии которого расположен шток 2 с конусной иглой разжима. Колодки 3 и 4, расположенные в чередующемся порядке в пазах корпуса 1, несут на себе бруски 5 для предварительной обработки и бруски 6 для окончательной обработки. На конусной игле разжима штока 2 выполнен наклонные диски, образую37Шё рабочиеграни двух видов 7 и 8. Колйчёствд граней равно числу брусков Грани одного вида имеют одинаково направленный уклон и одинаковоерасстояние: от оси иглы штока, а чередующиеся грани иглы штока выполнены с уклоном в противоположные стороны и имеют различное расстояние от оси иглы штока. Каждый вид гране.й иглы штока взаимодействует с колодками брусков соответствующего вида, имеющих такой же уклон как и контактирующие с ними грани иглы штока. Для прижатия колодок брусков к граням иглы штока служат кольцевые пружины 9/посредством которых бруски отводятся от обрабатываемой поверхности детали. Корпус 1 инструментальной головки кр епится к шпинделю станка непосредственно или патрон. Хрнинговальная головка работает следующим образом. В исходном положении ее вводят в отверстие обработываемой детали. После ввода в отверстие обрабатываемой детали, инструменту и обрабатыбаемой детали сообщают вращение и осевоё возвратно-поступательное движение друг относительно друга. Для снятия необходимого припуска сповёрхности отверстия детали при предварительной обработке под действием механизма подачи (на чертеже не Показан) шток 2 с конусами разжимной иглы с гранями 7, перемещается впереД на необходимую величину подачи и при этом колодки 3 первого вида с брусками 5, усилием подачи, перемещаТбтся в радиальном направлении от оси инструмента к обрабатываемой поверхности детали н бруски 5 вз аимодействуют с обрабатываемой поверхностью, осуществляя процесс предваритель ной обработки поверхности отверстия детали до необходимого размера.Одновременно, с этим, второй граней S разжимной, иглы штока 2, имеющих уклон в противоположную сторону, позволяет сжаться под действием пружин 9, соответствующему второму виду колодок 4 с брусками б для окончательной обработки, по радиалЫйвйу напревлению к оси инструмента, т. е. бруски б второго вида колодок 4 отводятся от обрабатываемой поверхности отверстия детали и не участвуют в процессе обра боткй. После СНЯТИЯ fc поверхмоети тцилин Лрйческдгб OTieepcWB дёталйТ установленного припуска для предварительной обработки, шток 2.с гранями 8 конуса разжимной иглы (фиг. 4) пёремещается во второе положение, т. е. нйзад. В это время, бруски б, усилием подачи, перемещаются в радиальном направлении от оси инструмента к обраЗатываемой поверхности, отверстия iieтали и бруски 6 взаимодействуют с обрабатываемой поверхностью, осуществляя процесс окончательной обработки поверхности отверстия детали до необходимого размера. ОдйЪйременно с этим, первый вид граней 7 иглы штока 2, имеющий уклон в прдгивОположную сторону, позволяет сжаться под действием пружин 9, соответствующему первому виду колодок 3 с брусками 5 для предварительной обработки, по радиальному направлению к оси инструмента, т. е. бруски 5 первого вида колодок 3 отводятся от обрабатываемой поверхности отверстия детали и,не участвуют в процессе обработки.ПОсле снятия с поверхности цилиндрического отверстия детали припуска, устайовленного для окончательной обработки подача глы штока 2 прекращается и вид колодки 4 с работавшими брусками 6 отводится до нейтрального положения, инструментальная головка выводится из отверстия детали и отводится в исходное положение. Таким образом, путем повледовательного перемещения штока 2 с конусной иглой вперед и назад осуществляется обработка цилйндрического отверстия детали, сначала брусками для предварительной обработки, а затем брусками для окончательной обработки, путем перемещения одного только штока 2 с конусной иглой вперед и назад, в определенной зоне. Использование предлагаемой хонинговальной головки по сравнению с известными обеспечивает повышение точности и надежности обработки. Формула изобретения Хонинговальная головка для обработки цилиндрических отверстий, в корпусе которой установлен разжимной шток с возможностью взаимодействия с брусками различной зернистости, закрепленных на колодках, выполненных с уклоном, соответствующим уклону взаимодействующих с ним граней разжимного штока, отличающаяся тем, что, с целью упрощения конструкции инструмента, разжимной шток выполнен в виде одноярусного многогранника, каждая последующая грань которого к предыдущей выполнена с уклоном в противоположную сторону. --- ...-Источники информации, принятые во внимание при экспертизе 1. Куликов С.И. и др. Справочное пособие Хонингование. М., Машиностроение, 1973, с. 40-42, рис. 19.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| Хонинговальная головка | 1990 |
|
SU1781011A1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1977 |
|
SU715304A1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |