1
Изобретение относится к электро-. технической промышленности и может быть использовано в производстве химических источников тока.
Известно устройство для непре- 5 рывного поштучного питания пластинами сборочных автоматов, содержащее KpOHmTeftHj, кассеты и удерживающий механизм ,
Недостатком этого устройства яв- 10 ляется негарантированная поштучная вьщача тонких деталей.
Наиболее близким по технической сущности и J достигаемым реэультатам к изобретению является устройство 5 для непрерывного поштучного питания пластинами сборочных автоматов, содержащее кронштейн , сменную и загрузочную кассеты, подвижную кассету, удерживающий механизм, меха- 20 низм переноса пластин с захватом 21.
Недостатками этого устройства явjiHioTcя деформац;йЯ ;деталей при поштуч-т ном отделении из-за веса пакета 25 деталей в кассете и смятие торцовых поверхностей хрупких деталей.
Цель изобретения - снижение бра- ка и изменение .ориентации и повреждения поверхности,30
Это достигается тем, что на подвижной кассете установлены ориентирующие утапливающиеся штыри, выполненные с конической поверхностью в верхней части.
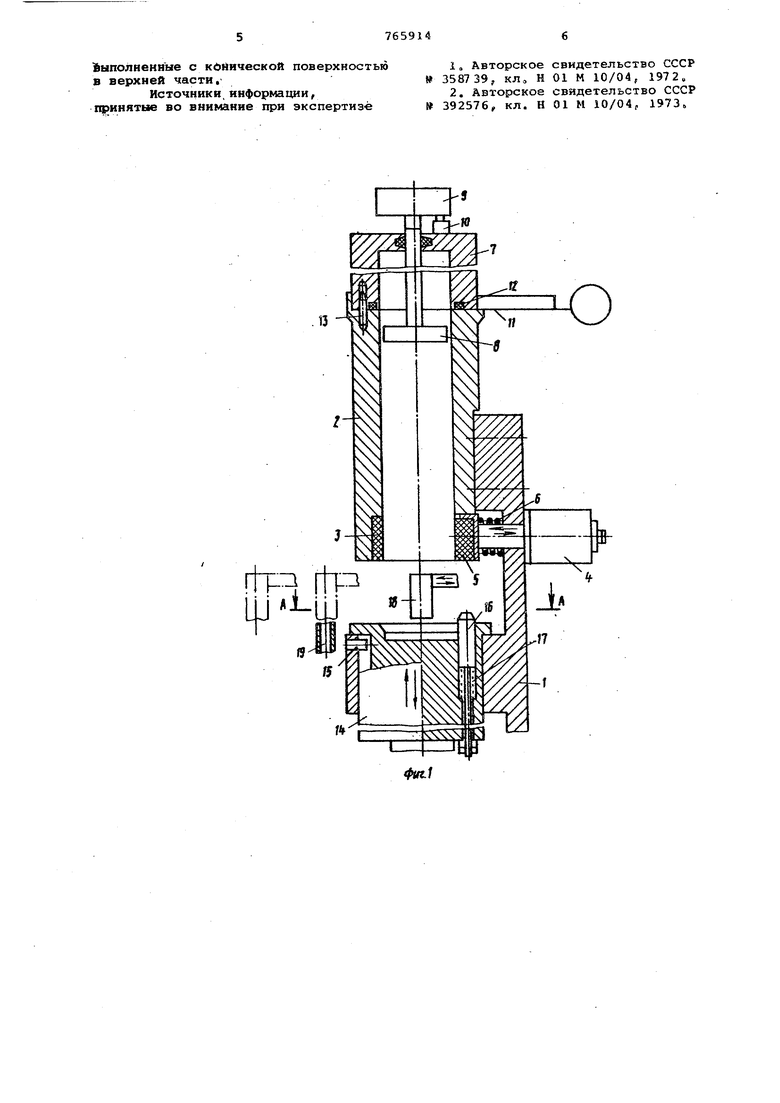
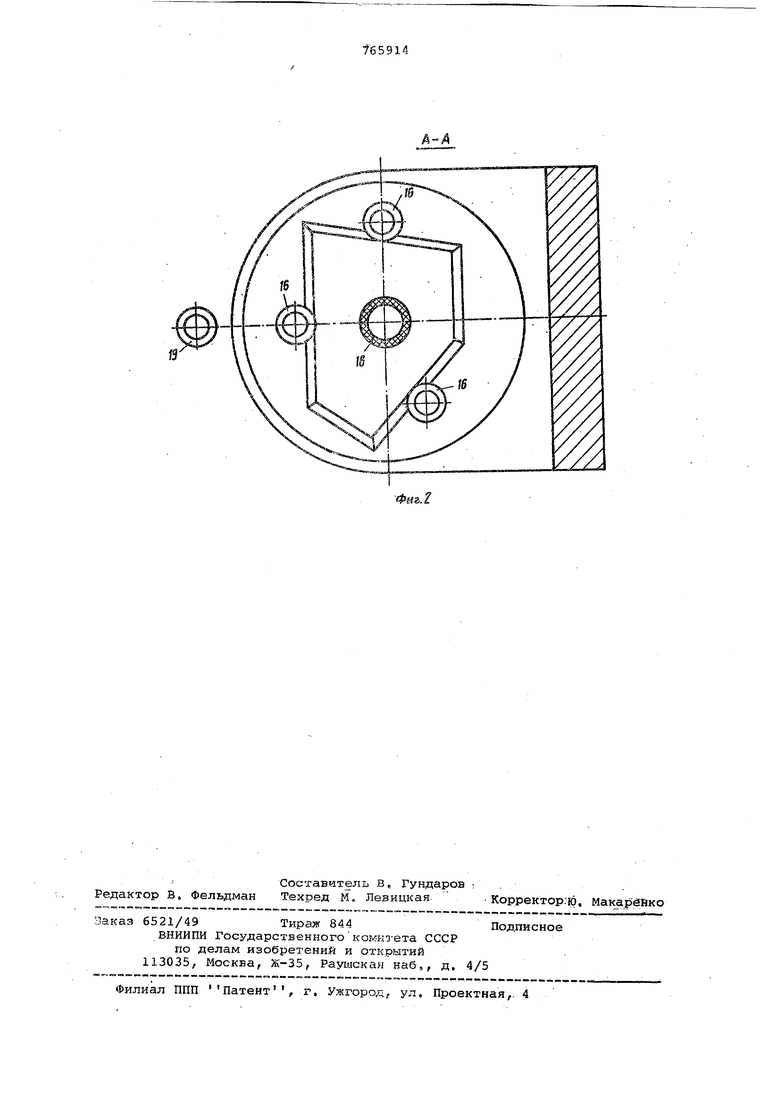
На фиг, 1 изображено предложенное устройство, общий вид; на фиг 2 - разрез на фиг, 1 ,
Предложенное устройство содержит кронштейн 1, на котором установлена загрузочная кассета 2, представляющая собой-цилиндрический корпус со сквозной полостью, имеющей сечение по форме пластины. S нижнюю часть загрузочной кассеты встроена прокладка 3, выполненная из эластичного материала, например резины. Напротив прокладки 3 в корпусе выполнен сквозной naSf в котором установлен удерживающий механизм, состоящий из электромагнита 4, на якоре которого закреплен приким 5 из эластичного материала и пружина 6.
Сменная кассета предназначена для дозагрузки загрузочной кассеты пластинами и состоит из корпуса 7 с полостью по форме пластины и отверстием в торце для прохождения штока ,8« С наружной стороны сменной кассеты на штоке 8 закреплен груз 9, На
торце корпуса сменной кассеты установлен конечный выключатель 10. После загрузки пластин в:сменную кассету она закрывается заслонкой 11, а для герме IM зации полости кассеты служит уплотнительное кольцо 12. Сменная кассета-центрируется на корпусе загрузочной кассеты 2 посреством центрирующего пояска и штифта 13.
Подвижная кассета, предназначена для отбора из загрузочной кассеты порции пластин и представляет собой цилиндрический корпус 14 с полостью в верхней части, выполненной по форме пластин- , зафиксированный от разворота штифтом 15 с возможностью вертикального перемещения в направляющей кронштейна 1 до нижнег торца загрузочной кассеты с помощью например , кулачкового механизма вертикального перемещения,
В верхней части полости корпуса 14 выполнены по периметру заходные фаски для лучшего западания пластин с заусенцами из загрузочной кассеты Для ориентации верхних пластин в полости подвижной кассеты в районе заходных фасок, и верхней пластины после распушения их в полости в корпусе 14 установлены по периметру ориентирующие утапливающиеся штыри 16, поджатые в крайнем верхнем положении пружинами 17.
Между загрузочной кассетой и опущенной подвижной кассетой в горизонтальной плоскости возвратно-поступательно перемещается механизм
18захвата и переноса пластин, который может быть выполнен, например в виде шарнирного параллелог рамма с вакуумным захватом, связанного с приводом. Верхний рычаг параллело-, ,K которому прикреплен ваку- умный захват, в плане выполняется Г-образным, чтобы не мешать подъему и опусканию подвижной кассеты.
На пути движения механизма захвата и переноса установлен присос
19для снятия лишних пластин, выполненный в виде трубки (или нескольких трубок) с подсоединением к вакуумной системе.
Устройствоработает следующим . образом. В сменную и загрузочную кассеты загружаются пакеты пластин, ориентированные формой их полостей. Сменная кассета устанавливается на загрузочную, выдвигается заслонка i, 11, и часть деталей из сменной кассеты переходит в загрузочную, при этом питание электромагнита 4 отключено. Пакет деталей удерживается 1рижимом 5 усилием пружины б.
При включении устройства механизм вертикального перемещения поднимает подвижную кассету до торца загрузочной кассеты. Утапливающиеся штыри 16 упираются в торце загрузочной кассеты и занимает свое крайнее нижнее положение, обеспечи-; вая коническими поверхностями опускание порции пластин в полость подвихсной кассеты. Подается импульс 5 питания на электромагнит 4 удерживающего механизма, и якорь его- отводит прижим 5 от паркета пластин. Под действием собственного веса и щтока 8 пластины опускаются в подвижную Q кассету и заполняют ее полость, не изменяя своей ориентации (в полости помещается на 1-3 пластины больше числа ходов механизма 18 захвата и переноса 18). При снятии питания с электромагнита 4 прижим 5 усилием 5 пружины 6 закрывает загрузочную кассету, а подвижная кассета перемещается в свое нижнее положение. Утапливающиеся штыри 16 усилием пружины 17 поднимаются в крайнее 0 верхнее,положение, ориентируя верхние пластины.
Механизм 18 захвата и переноса отделяет верхнюю пластину из пакета и переносит ее на сборочную мат5 РИДУ автомата, не нарушая ориентации пластины. На пути перемещения механизм 18 захвата и переноса выстаивает над присосами 19 для удалени лишних пластин. Лишние пластины Q притягиваются присосом 19, а при обратном ходе сбрасываются упором или сменой вакуума на давление.
После определенного количества ходов механизма захвата и переноса срабатывает механизм подъема
подвижной кассеты, включается питание. электромагнита4, цикл повторяется.
При полной разгрузке сменной кассеты опускается шток 8 и включает грузом 9 конечный выключатель 10, подавая.сигнал о смене кассеты.
Сменная кассета без пластин заменяется на кассету с пластинами без остановки устройства.
Снабжение подвижной кассеты ориентирующими утапливающимися штырями, выполненными с конической поверхностью в верхней части, создает благоприятные, условия для поштучного отделения пластин без деформации, 0 изменения ориентации и поврезвдения поверхности, что снижает брак.
Формула изобретения
Устройство для непрерывного псматучного питания пластинами сборочных автоматов, содержащее кронштейн, сменную и загрузрчную кассеты, подвижную кассету, удерживающий механизм,
60 механизм переноса пластин с захватом, отличающееся тем, что, с целью снижения брака, изменения ориентации и повреждения поверхности, на подвижной кассете установлены ;
5 ориентирующие утапливаклциеся игтыри.
6ыполиекные с кдйической поверхностью в верхней части.
Источники, информации щ инятые во внимание при экспертизе
1„ Авторское свидетельство СССР 358739, кл, Н 01 М 10/04, 1972.
2. Авторское свидетельство СССР 392576, кл. Н 01 М 10/04, 1973
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Устройство для сборки изделийиз плОСКиХ дЕТАлЕй | 1979 |
|
SU832610A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для сборки деталей и клепки | 1984 |
|
SU1355429A1 |
te v
jj.L i
ff
15
n
