(54) УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ГЛУХИХ ОТВЕРСТИЙ
1
Изобретение относится к области машиностроения, и в частности, к станкам для окончательной обработки глухих отверстий.
Известно устройство для окончательной обработки глухих отверстий, содержащее станину, на которой установлена с возможностью возвратно-поступательного перемещения инструментальная бабка, несущая вращающийся щпиндель, на оси которого установлена инструментальная головка, узел крепления детали, упруго установленный с возможностью возвратно-поступательного перемещения, и элементы, обеспечивающие это движение 1.
Недостатком известного устройства является то, что оно не обеспечивает прямолинейность образующей глухого отверстия по всей его глубине, что снижает точность обработки.
Цель изобретения - повыщение точности обработки.
Поставленная цель достигается тем, что узел крепления деталей выполнен в виде стола, установленного с возможностью взаимодействия с инструментальной бабкой, при этом его перемещение ограничено введенным в устройство фиксатором.
Элементы, обеспечивающие возвратнопоступательное перемещение, выполнены в виде упоров, установленных с возможностью контактирования с планкой, закрепленной на инструментальной бабке. с Элементы, обеспечивающие возвратнопоступательное перемещение, выполнены в виде инструментальной головки, установленной с возможностью контактирования со столом, и которая снабжена щтырем, установленным с возможностью взаимодействия с 10 фиксатором.
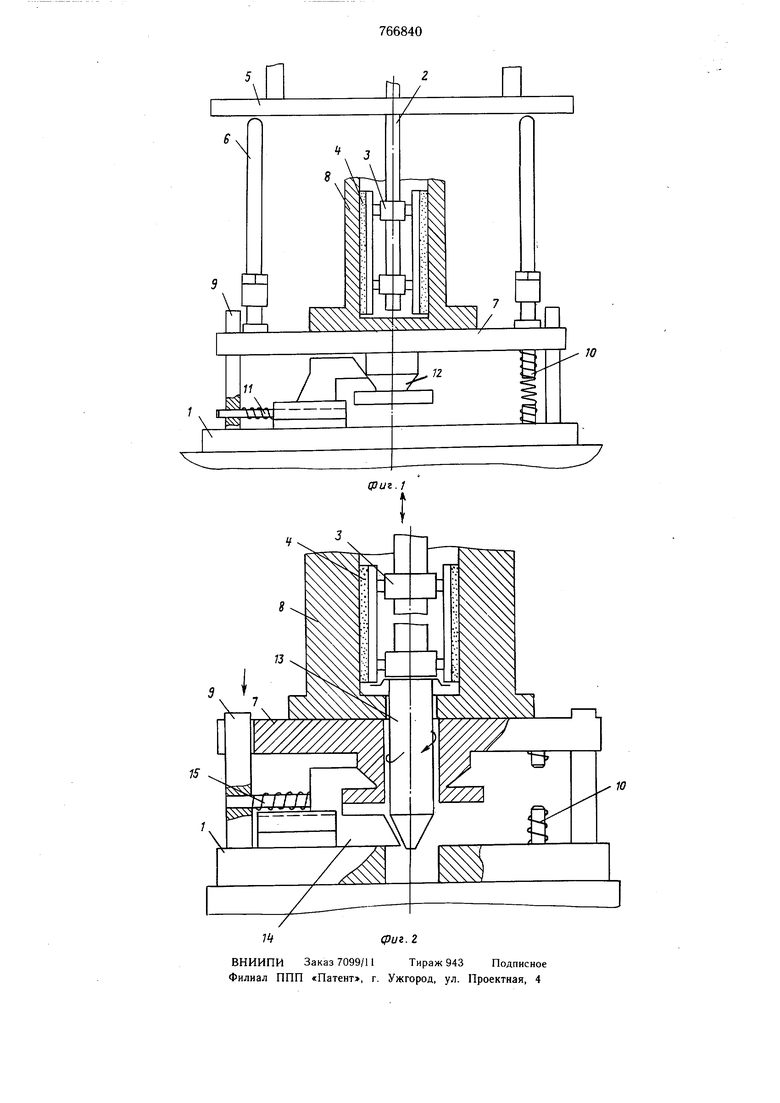
На фиг. 1 схематически изображено устройство; на фиг. 2 - вариант исполнения устройства.
Устройство состоит из станины 1, на которой установлена с возможностью возвратно-поступательного перемещения инструментальная бабка (на чертеже не показана), несущая вращающийся щпиндель 2, на оси которого закреплена инструментальная головка 3 с механизмом ее разжима, несущая 20 абразивные бруски 4. К инструментальной бабке прикреплена планка 5, взаимодействующая с упорами 6, установленными на столе 7, на котором крепится обрабатываемая деталь 8.
Стол 7 перемещается по направляющим 9 закрепленным на станине 1. Перемещение стола вверх осуществляется с помощью пружин 10. Верхнее положение стола ограничено фиксатором 11, к нижней части стола 7 прикреплен грибок 12.
На фиг. 2 изображен вариант устройства для обработки деталей, дно которых имеет отверстия. В этом варианте инструментальная головка 3 оканчивается щтырем 13, который своей конической поверхностью контактирует с выступом 14 фиксатора 15.
Устройство работает следующим образом.
Обрабатываемая деталь 8 крепится на столе 7. Опускается инструментальная бабка, вращающиеся абразивные бруски 4 входят в обрабатываемое отверстие детали 8, происходит разжим брусков 4, и начинается обработка. По мере опускания инструментальной бабки планка 5 встречается с упорами 6 и начинает опускать стол 7. В это время происходит обработка отверстия дна детали. При ходе стола 7 вниз конусная поверхность грибка 12 выжимает фиксатор 11. После достижения инструментальной головкой 3 нижнего положения подается команда на реверс и инструментальная бабка начинает перемещаться вверх, при этом под действием пружин 10 стол 7 также начинает перемещаться вверх, фиксатор 11 возвращается в исходное положение и ограничивает подъем стола. Контакт упоров 6 с планкой 5 нарущается. При достижении инструментальной бабкой верхнего положения подается команда следования вниз, и цикл повторяется. Когда обработка заканчивается, срабатывает механизм разжима и уменьшается диаметр инструментальной головки по абразивным брускам. Инструментальная бабка поднимается и полностью выводит инструментальную головку из отверстия детали 8. После окончания цикла можно снимать обработанную деталь, и устанавливать новую и начинать новый цикл.
Работа устройства по варианту, показанному на фиг. 2, отличается от работы
ПО предыдущему варианту тем, что перемещение стола вниз происходит при взаимодействии торца инструментальной головки с дном детали, предварительно фиксатор 15 утапливается штырем 13.
Такая конструкция устройства позволяет улучшить прямолинейность образующей глухого отверстия и повысить тем самым точность обработки.
Формула изобретения
1.Устройство для окончательной обработки глухих отверстий, содержащее станину, на которой установлена с возможностью возвратно-поступательного перемещения инструментальная бабка, несущая вращающийся щпиндель, на оси которого установлена инструментальная головка с механизмом ее разжима, узел крепления детали, упруго установленный с возможностью возвратнопоступательного перемещения, и элементы, обеспечивающие это движение, отличающееся тем, что, с целью повышения точности обработки, узел крепления деталей выполнен в виде стола, установленного с возможностью взаимодействия с инструментальной бабкой, при этом его перемещение ограничено введенным в устройство фиксатором.
2.Устройство по п. 1, отличающееся тем, что элементы, обеспечивающие возвратно-поступательное перемещение, выполнены в виде упоров, установленных с возможностью контактирования с планкой, закрепленной на инструментальной бабке.
3.Устройство по п. 1, отличающееся тем, что элементы, обеспечивающие Возвратно-поступательное перемещение, выполнены в виде инструментальной головки, установленной с возможностью контактирования со столом, и которая снабжена штырем, установленным с возможностью взаимодействия с фиксатором.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 300303, кл. В 24 В 33/02, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки цилиндрических поверхностей | 1977 |
|
SU891379A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| Хонинговальный станок | 1988 |
|
SU1682138A1 |
| Устройство для окончательной обработки поверхностей тел вращения | 1977 |
|
SU745658A1 |
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036776C1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
ш.
11
ч
5C3D
W
72
