(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ РЕНТГЕНОСПЕКТРАЛЬНОГО АНАЛИЗА ПОРОШКОВЫХ ПРОБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1988 |
|
SU1505666A2 |
| Способ приготовления излучателей для рентгеноспектрального анализа из порошкообразных материалов | 1985 |
|
SU1315858A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1247164A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1315138A2 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1992 |
|
RU2009024C1 |
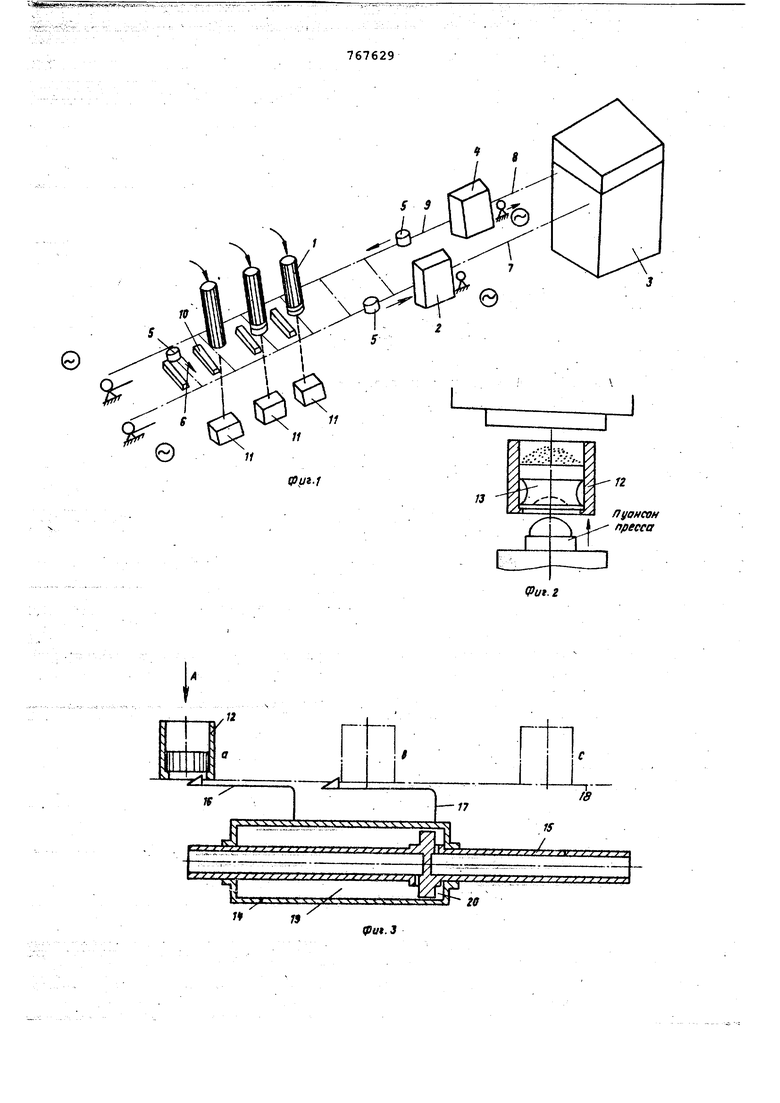
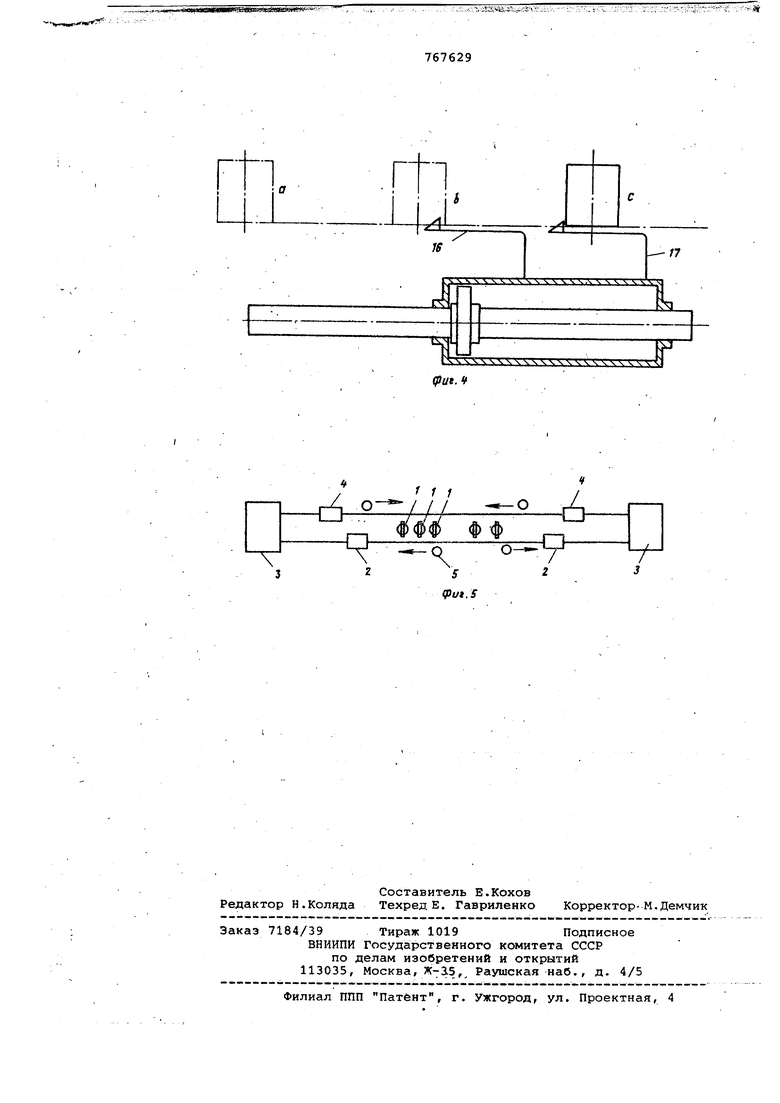
Изобретение относится к области рентгеноспектрального анализа состава веществ. Известны автоматические линии контроля на основе рентгеновских квантометров, содержащие устройства пробоподготовки и пробоподачи 1. Прототипом изобретения является автоматическая линия для рентгеноспектрального анализа порошковЕЛХ проб, содержащая анализатор и устройства дозирования, перемещения и прессования проб 2. Недостатком этой системы являются низкие производительность и надежность. Эти недостатки обусловлены тем, что В) системеиспользуется устройство для брикетирования проб кару сельного типа, которое имеет жесткую программу очередности анализа образцов. Это не позволяет увеличить количество анализируемых потоков путем наращивания, так как требует изменения размеров распределителя, т.е. переконструирования и изменения компановки аппаратов. Известная линия контроля является системой последовательного типа, поэ тому отказ отдельного узла приводит к остановке всей линии. Целью Данного изобретения является повышение производительности линии и повьшение ее надежности. Поставленная цель достигается тем, что автоматическая линия для рентгеноспектрального анализа порошковых проб, содержащая анализатор и устройства дозирования, перемещения и прессования проб, отличается тем, что устройства перемещения выполнены в виде конвейеров, дозаторы размещены между параллельно расположенными конвейерами и снабжены податчиками кювет, каждый из которых имеет самостоятельный привод, а кюветы выполнены в виде стаканов с подвижным дном и снабжены метками и устройством для считывания меток кюветы. На фиг. 1 изображена кинематическая схема автоматической линии; на фиг. 2 - кювета с подвижным днищем; на фиг. 3 - шаговый податчик; на фиг. 4 - позиции шагового податчика; на фиг. 5 - вариант компановки автоматической линии двумя рентгено-флюоресцентными квантометрами. Автоматическая линия состоит из накопителей-дозаторов 1 порошковой пробы, автоматического пресса 2, рентгено-флюоресцентного квантометра 3,
манипулятора 4, кювет 5, выполненных в виде стаканов с подвижным днищем, механизмов для перемещения кювет: коЙвейера 6, подающего кюветы к прессу, конвейера 7, подающего кюветы из пресса в квантометр, конвейера 8, перемещающего кюветы из квантометра в манипулятор, конвейера 9, перемещающего кювету из манипулятора к накопителям-дозаторам, шаговых податчиков 10, накопителей дубликатной пробы 11.
На фиг. 2 показана кювета автоматической линии, состоящая из стакана 12, имеющего подвижное днище 13, выполненное в виде поршня.
Загрузка пробы в дозатор 1 производится пневмотранспортом или вручную. Из дозатора 1 проба микропорциями подается в кювету 5, а остаток порошка, после того как кювета выдвигается из-под питателя, подается в вакуумные накопители дубликатной пробы 11. Так как при рентгено-флюоресцентном анализе толщина образца не влияет на результаты анализа (важно состояние облучаемой поверхности) , то количество материала, подаваемого в кювету, задается числом дозируемых микропорций. После загрузки при помощи шагового податчика 10 кювета 5 выталкивается на цепной конвейер 6/ посредством которого подается в пресс 2. Прессование порошка производится движущимся снизу вверх пуансоном пресса (см.фиг. 2). Кювета с запрессованной пробой подается далее конвейером 7 в квантометр 3. В качестве анализатора в автоматической линии применен квантометравтомат, способный принимать пробу от конвейера 7 и выдавать ее на конвейер 8. Конвейер 8 перемещает пробу в манипулятор 4, посредством которого таблетка удаляется из кюветы 5. Опорожненная кювета возвращается Цёпным конвейером 9 к тому дозатору, из которого она загружалась.
Установка кюветы под дозатор производится при помощи шагового податчика 10, устройство которого поясняется фиг. 3-й 4. Он содержит пневмоцилиндр 14, неподвижный шток 15, пружинные захваты 16 и 17, ВЕЛполненные, например, в виде плоской пластины, и прикрепленные к пневмоцилиндру 14. На конце каждой из пружин имеется выступ со.скосом (он может быть выполнен, например, в виде загиба конца пружины, как это было показано в ранее прилагаемых чертежах) Вершина выступа приподнята немного выше плоскости 18, по которой перемещаются кюветы с помощью конвейеров и податчиков. Для прохода выступов захватов в плоскости (столешнице) 18 прорезаны щели.
Податчик работает следующим обраDM .
В исходном положении он всегда занимает правое положение (фиг. 4), чтобы выступом пружины 16 не мешать конвейеру 9 передвигать опорожненные кюветы 5 к другим податчикам. При необходимости захватить кювету податчик смещается влево, для этого воздух подается по каналу в штоке 15 в камеру 19 (для смещения вправо воздух подается в камеру 20). Кювета передвигаемая конвейером 9, находит наружной кромкой ста:кана 12 на скошенную часть выступа захвата 16 и отжимает его вниз..
. .. Внутри стакана выступ отжимается пружиной 16 вверх и своей вертикальной частью цепляется.за внутреннюю кромку стакана. Конвейер передвигает кювету с помощью легкоразъемного захвата, например, магнитного. Задержанная пружинным захватом кювета, перемещается податчиком из позиции а в позицию в (фиг. 4), где она заполняется порошком.
После заполнения кюветы податчик перемещается влево. Захват 16 выходит из зацепления с кюветой, захват 17 проходит под .кюветой, отжимаясь . ее весом, и цепляет кювету за наружную кромку стакана (позиция в, фиг.З Затем вновь подается команда на перемещение податчика вправо и пружинный захват 17 перемещает кювету из позиции в в позицию с, где она подхватывается конвейером 6 и подается к прессу.
Описанная конструкция податчика упрощает схему управления и повышает надежность автоматической линии. Не требуются датчики положений конвейеров и податчиков. Их перемещение определяется только очередностью и длительностью подачи управляющих сигналов. Точность установки кювет под дозаторы на конвейер определяется постоянством длины хода податчиков.
Предлагаемая автоматическая линия для анализа порошковых проб отличается от известных , которые обеспечивают ее преимущества перед последними. Она снабжена кюветами, в виде стаканов с подвижными днищами, выполненными в виде поршней. Загрузка порошка в кювету производится сверху, а прессование из него таблетки - перемещением поршня снизу вверх. Кюветы снабжены .метками-, выполненными, например, в виде темных и светлых колец на внешней образующей стакана, которые считываются при помощи фотодатчиков, работающих на индикации отраженного ими рассеянного светового потока. Применение кюве такого типа не требует точного дозирования порошка по объему или по весу, а следовательно отпадает необходимость применения дополнительных датчиков .наполнения, весовых дозаторов и значит существенно облегчается
компановка аппаратов в линию, уменьшаются габариты, вес, стоимость.
Следующее важное преимущество, обусловленное применением кювет с подвижным днищем в сочетании с манипулятором, выполняющим разгрузку кювет после анализа пробы, состоит в том, что прессование производится не на подложке, как в прототипе, а на поршне кюветы. Становится ненужной ручная операция загрузки подложек в магазин, не требуется включение в автоматическую линию магазинов подложек, что упрощает конструкцию механической части и систему управления линией.
Сочетание меток на кювете и устройства считывания номеров позволяет управлять очередностью контроля,, упрощает и сокращает построение программ управления, делает возможным просто контролировать работы потоков
Предлагаемое устройство отличается от известных также тем, что в нем кинематически -обеспечена возможность проведения анализов в произвольной очередности. Для этой цели конвейеры служащие для подачи кювет в пресс и далее в квантометр, установлены параллельно конвейерам, возвращающим кювету из квантометра в манипулятор для выбивания и далее к накопителю порошковой пробы, а между названнь&ш конвейерами установлены шаговые податчики с самостоятельными приводами улавливающие кювету при ее возврате к дозатору, устанавливающие ее под дозатор и перемещающие кювету на конвейер, подающий ее в пресс. Таким образом, траектория движения кювет представляет собой параллельно-последовательный контур, в котором кинематически объединены квантометр, .пресс, . манипулятор для выбивания таблеток, дозаторы порошка. Естественно что отказ элементов в параллельной цепи не приводит к остановке систем в целом, что является преимуществом, обеспечивающим увеличение надежности автоматической линии.
Кинематическая структура автоматической линии обеспечивает возможност увеличения числа контролируемых точек добавлением секций, содержащих дозаторы и шаговые податчики, не изменяя консгруктивно других узлов, поскольку при увеличении числа контролируемых точек удлинение конвейеров 6 и 9 легко выполняется наращиванием цепей. Это положительное свойство создает удобство в эксплуатации, требует небольших трудозатрат на переналадку при включении дополнительных точек контроля.
Кинематические преимущества также 5 состоят в том, что в линии обеспечивается дублирование последовательных узлов автоматической линии, т.е. в линии могут работать два квантометра, два пресса, два манипулятора. В этом
0
случае линия компануется так, как
показано на фиг. 5, на которой изображены накопители-дозаторы 1, прессы 2, квантометр 3, манипулятор для выбивания проб 4, кюветы 5. Квантомет5 ры 3, майипуляторы 4, прессы 2 устанавливаются на противоположных концах цепных конвейеров, при этом секции с дозаторами и поперечными толкателями остаются неизменными.
0 Технические преимущества предложенной автоматической линии позволяют построить автоматическую систему контроля,.обладающую более высокими технико-экономическими показателями в особенности для крупномасштабных
5
систем контроля, в которых число контролируемых точек более 40.
Формула изобретения
0
с я тем, что, с целью повышения производительности и надежности, устройства перемещения выполнены в виде конвейеров, дозаторы размещены меж,ду параллельно расположенными кон.вейе- ;
0 рами и снабжены податчиками кювет, каждый из которых имеет самостоятельный прнвод.
Источники информации, принятые во внимание при экспертизе
.. 1. Опыт автоматизации процессов
обогащения полиметаллических руд на Зыряновской обогатительной фабрике. М., ЦветМетинформация , 1970, с.1-17.
767629
K V itt . ууч. . tv ч It 1. tT ift fO -.
n
lpuf.3
767629
