Целью изобретения является повышение точности и расширение диапазона регулирования толщины за счет совместного использования двух исполнительных устройств клети - нажимного устройства и гидравлического устройства распора - и автоматического подключения управляющего сигнала на нажимное устройство в случае достижения в процессе регулирования верхнего или нижнего пределов давления жидкости в цилиндрах распора.
Эта цель достигается за счет того, что устройство, содержащее нажимное устройство с блоком управления на входе, гидравлическое устройство распора клети с регулятором давления жидкости на входе, прямой измеритель толщины полосы на выходе клети, косвенный измеритель толщины полосы, первый регулятор толщины по отклонению, дополнительно содержит прямой измеритель толщины полосы на входе ,в клеть, регулятор толщины по возмущению, датчик давления жидкости в цилиндрах гидравлического устройства распора клети, второй регулятор толщины по отклонению, причем выход прямого .измерителя толщины полосы на входе в клеть соединен со входом регулятора толщины по возмущению, выход которого соединен с первым входом блока управления, второй вход блока управления соединен с выходом второго регулятора толщины по отклонению, вход которого соединен с выходом датчика давления жидкости в цилиндрах гидравлического устройства распора клети.
Такой состав элементов устройства и связи между ними обеспечивает устранение с высокой точностью как малых, так и больших отклонений выходной толщины полосы от заданного значения (практически без ограничения величины возможного отклонения). Кроме того, обеспечивается автоматическая корректировка неточно установленного исходного положения нажимного устройства клети.
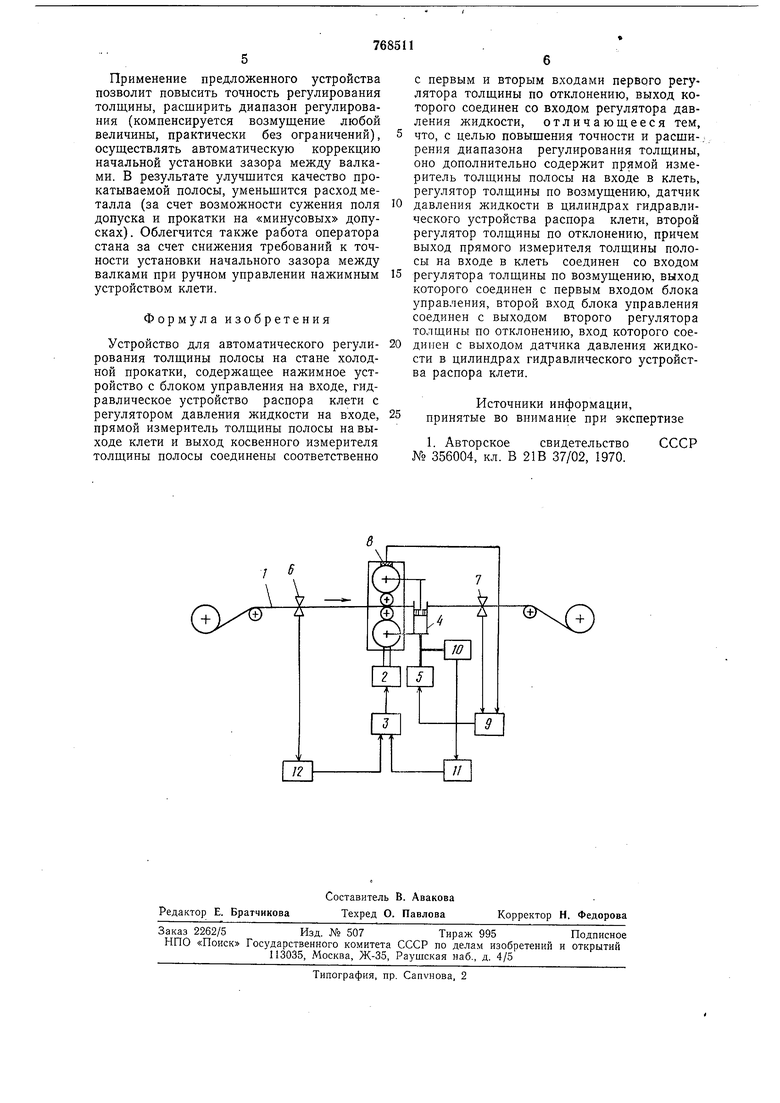
На чертеже представлена схема предлагаемого устройства.
Направление движения прокатываемой полосы 1 обозначено стрелкой. Устройство содержит нажимное устройство 2 клети с блоком 3 управления, гидравлическое устройство 4 распора клети с регулятором 5 давления жидкости, первый и второй прямые измерители 6, 7 толщины полосы в виде датчиков измерения толщины полосы перед и за клетью, косвенный измеритель 8 толщины полосы, дающий информацию о выходной толщине полосы в валках клети, т. е. без транспортного запаздывания (этот измеритель толщины может быть выполнен, например, в виде измерителя давления металла на валки и вычислительного блока; он может быть выполнен и в другом виде, например, с использованием принципа постоянства объема металла при холодной прокатке).
Устройство содержит также первый регулятор 9 толщины по отклонению, первый и второй входы которого соединены с прямым и косвенным измерителями 7, 8 выходной толщины полосы, а выход соединен со входом регулятора 5, датчик 10 давления
жидкости в цилиндрах гидравлического устройства 4, второй регулятор 11 толщины по отклонению, вход которого соединен с измерителем 6 толщины полосы перед клетью, а выход - с первым входом блока 3. Второй регулятор 11 может быть, например, релейного типа с характеристикой трехпозиционного реле, границы зоны нечувствительности которого соответствуют допустимым пределам регулирования давления
жидкости в цилиндрах распора клети. Этот регулятор может быть и другого типа, например, импульсного, но также с указанной величиной зоны нечувствительности на входе.
Устройство работает следующим образом.
При прокатке полосы ее входная толщина (перед клетью) замеряется измерителем 6, по сигналу которого регулятор 12 с учетом времени транспортирования сигнал от точки замера ее толщины до клети выдает управляющий орган на блок 3 и нажимное устройство 2, изменяющее зазор между валками клети и компенсирующее измеренные
измерителем 6 отклонения входной толщины. Отклонения от задания толщины полосы на выходе клети, вызванные действием различных возмущений, по сигналам косвенного измерителя 8 и измерителя 7 отра.батываются регулятором 9, который выдает управляющий сигнал на регулятор давления 5 и гидравлическое устройство 4 распора. Воздействие на полосу устройства распора клети является более «тонким по
сравнению с воздействием нажимного устройства, однако оно имеет ограниченные пределы. В случае достижения верхнего или нижнего пределов давления жидкости в цилиндрах устройства распора по сигналу
датчика давления 10 включается регулятор 11. Он выдает на блок 3 сигнал, вызывающий перемещение нажимного устройства и устранение отклонений выходной толщины полосы. При этом благодаря продолжающей действовать связи регулятора по отклонению с устройством распора клети давление жидкости в цилиндрах последнего будет изменяться, «уходя от предельного значения в среднюю часть рабочего диапазона. Таким образом, устройство будет работать как в случае действия на процесс прокатки больщих возмущений, так и в случае неточно установленного нажимным устройством клети исходного зазора между
валками.
Применение предложенного устройства позволит повысить точность регулирования толщины, расширить диапазон регулирования (компенсируется возмущение любой величины, практически без ограничений), осуществлять автоматическую коррекцию начальной установки зазора между валками. В результате улучшится качество прокатываемой полосы, уменьшится расход металла (за счет возможности сужения поля допуска и прокатки на «минусовых допусках). Облегчится также работа оператора стана за счет снижения требований к точности установки начального зазора между валками при ручном управлении нажимным устройством клети.
Формула изобретения
Устройство для автоматического регулирования толщины полосы на стане холодной прокатки, содержащее нажимное устройство с блоком управления на входе, гидравлическое устройство распора клети с регулятором давления жидкости на входе, прямой измеритель толщины полосы на выходе клети и выход косвенного измерителя толщины полосы соединены соответственно
с первым и вторым входами первого регулятора толщины по отклонению, выход которого соединен со входом регулятора давления жидкости, отличающееся тем, что, с целью повышения точности и расширения диапазона регулирования толщины, оно дополнительно содержит прямой измеритель толщины полосы на входе в клеть, регулятор толщины по возмущению, датчик давления жидкости в цилиндрах гидравлического устройства распора клети, второй регулятор толщины по отклонению, причем выход прямого измерителя толщины полосы на входе в клеть соединен со входом регулятора толщины по возмущению, выход которого соединен с первым входом блока управления, второй вход блока управления соединен с выходом второго регулятора толщины по отклонению, вход которого соединен с выходом датчика давления жидкости в цилиндрах гидравлического устройства распора клети.
Источники информации, принятые во внимание при экспертизе
СССР
1. Авторское свидетельство № 356004, кл. В 21В 37/02, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ адаптивного управления станом холодной прокатки и устройство для его осуществления | 1987 |
|
SU1540883A1 |
| Устройство для автоматической стабилизации толщины полосы на прокатном стане | 1991 |
|
SU1784317A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки | 1989 |
|
SU1678478A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1974 |
|
SU529864A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Устройство для стабилизации межвалкового зазора прокатной клети | 1980 |
|
SU931256A1 |
| Система для автоматического регулирования толщины полосы | 1980 |
|
SU910252A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
(
4D
