1:
Изобретение отиоеитея к металлообработке и может быть использовано при обработке пазов.
Известна протяжка для обработки пазов, содержащая режущую часть и калибрующую, зубья которой выполнены удлиненными и с подъемом так, что их максимальные диаметры равны соответственно наружному диаметру обрабатываемого отверстия, а за калибрующей частью расположены стружковыталкивающие зубья |1.
При таком исполнении невозмол но получить качественную обработку поверхности пазов равномерно по всей длине.
Целью изобретения является расширение технологических возможностей.
Поставлеиная цель достигается тем, что калибрующие зубья выполнены в виде ломаных поверхностей, конусные части которых разделены цилиндрическими концентрично располол енными поверхностями.
Такое выполнение расширяет технологические возможности протяжки.
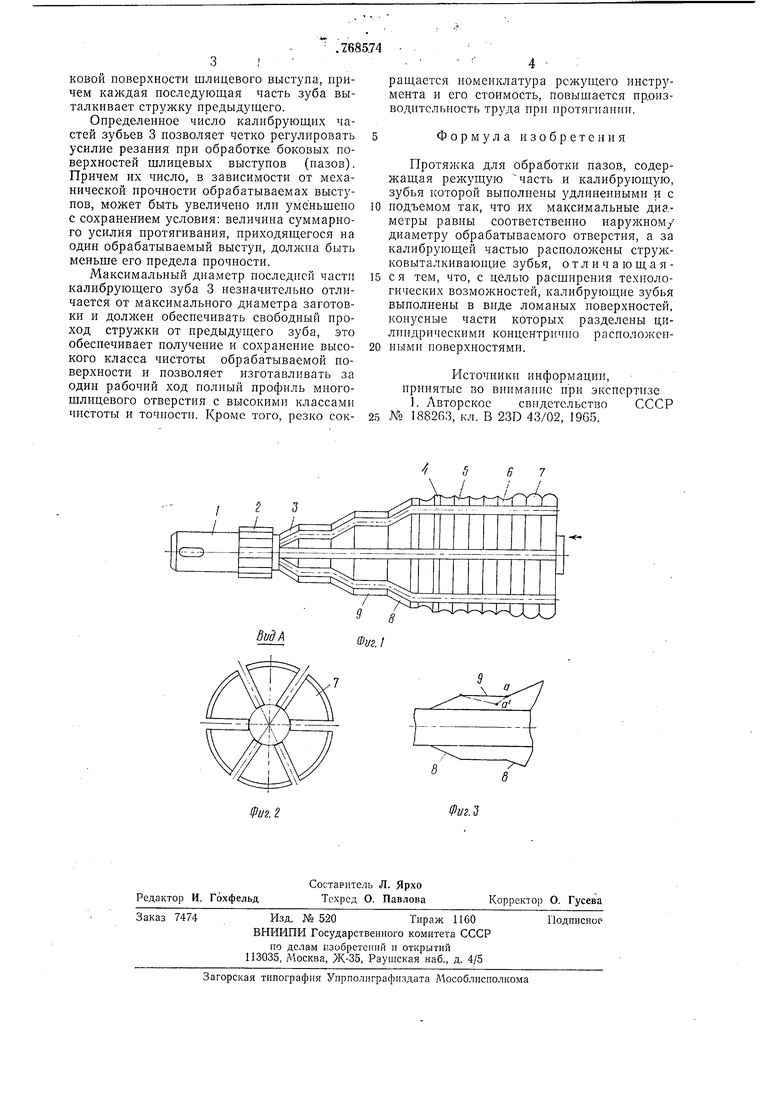
На фиг. 1 представлен общий вид предлагаемой протяжки; иа фиг. 2 - вид А фиг. 1; на фиг. 3 - калибрующие зубья.
Протяжка состоит из хвостовика 1, наиравляющей части 2, калибрующих зубьев 3, для обработки боковых сторон шлицев, етружковыталкивающих зубьев 4, режущих
зубьев 5, калибрующих зубьев 6, выглаживающих зубьев 7.
Калибрующие зубья 3 выполнены в виде ломаных поверхноетей, конусные части 8
5 которых разделены цилиндрическими 9 концентрично расположенными иоверхностями.
Точки «а и «а - допустимые пересечения конусных и цилиндрических поверх10 ноетей («а - при поднутрении, см.
- фиг. 3).
Протяжка работает следующим образом.
На направляющую часть 2 надевается
15 заготовка. Далее протяжка устанавливается в приспособлеиие иротяжного станка (не показано). Закрепляетея хвостовик 1 в тяговом устройстве етанка. При перемещении протяжки относительно заготовки
20 начииают последовательио работать зубья 3, после них в работу вступает стружковыталкивающие зубья 4, стру}кечная канавка которых выполнена с расчетом размещения не только собственной стружки, но и стружки от последней части калибрующего зуба 3. Затем следуют зубья 5, 6 и 7, которые обрабатывают наружный профиль шлицевого отверетия заготовки.
Калибрующие части зубьев 3 последова30 тельно друг за другом ведут обработку боковой поверхности шлицевого выступа, причем каждая последующая часть зуба выталкивает стружку предыдущего.
Определенное число калибрующих частей зубьев 3 позволяет четко регулировать усилие резания при обработке боковых поверхностей шлицевых выступов (пазов). Причем их число, в зависимости от механической прочности обрабатываемах выступов, может быть увеличено или з меньшено с сохранением условия: величина суммарного усилия протягивания, приходящегося на один обрабатываемый выступ, должна быть меньще его предела прочности.
Максимальный диаметр последней части калибрующего зуба 3 незначительно отличается от максимального диаметра заготовки и должен обеспечивать свободный проход стружки от предыдущего зуба, это обеспечивает ползчение и сохранение высокого класса чистоты обрабатываемой поверхности и позволяет изготавливать за один рабочий ход полный профиль многощлицевого отверстия с высокими классами чистоты и точности. Кроме того, резко сокращается номенклатура режущего инструмента и его стоимость, повыщается производительность труда при протягпании.
Формула изобретения
Протяжка для обработки пазов, содержащая режущую часть и калибрующую, зубья которой выполнены зДлиненными и с подъемом так, что их максимальные диаметры равны соответственно наружному диаметру обрабатываемого отверстия, а за калибрующей частью расположены струл ковыталкивающие зубья, отличающаяс я тем, что, с целью расширения технологических возможностей, калибрующие зубья выполнены в виде ломаных поверхностей, конусные части которых разделены цилиндрическими концентрмчпо расположенными поверхностями.
Источники информации, принятые во внимание нри экспертизе
1. Авторское свидетельство СССР N° 188263, кл. В 23D 43/02, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Протяжка | 1977 |
|
SU810405A1 |
| Протяжка для обработки поверхностей | 1983 |
|
SU1152794A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Протяжка | 1982 |
|
SU1033273A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Шлицевая протяжка | 1982 |
|
SU1202760A1 |
| Шлицевая протяжка | 1986 |
|
SU1414527A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Способ изготовления сборной калибрующей протяжки для шлицевых отверстий | 1979 |
|
SU998023A1 |
