1
Изобретение относится к обработке деталей (полировке, снятию заусенцев, скруглению кромок, зачистке и т. п.) в «кипящем слое абразива и может быть использовано в машиностроении н других областях промышленности.
Известно, устройство для обработки деталей в псевдоожиженнном абразиве, содержащее газораспределительную решетку, расположенную над воздухопадающей камерой, в которой установлен подсоединенный к пневмосети коллектор 1.
Ироизводительность и качество обработки в известном устройстве зависит от равномерности распределения воздуха вдоль поверхности газораспределительной решетки, а равномерность распределения воздуха зависит от конструкции коллектора и его расположения в воздухоподающей камере.
Цель изобретения - новышение равномерности раснределения воздуха в зоне обработки, т. е. к конечном счете производительности и качества обработки.
Указанная цель достигается тем, что коллектор расположен в воздухоподающей камере параллельно газораспределительиой решетке на расстоянии от нее, превышающем его диаметр, и выполнен в виде двух коаксиально установленных труб с закрепленными концами и с противоположно
расположенными в вертикальной плоскости пазами для выхода воздуха в противоположных направлениях, причем воздух подведен от пневмосети к вп тренней трубе
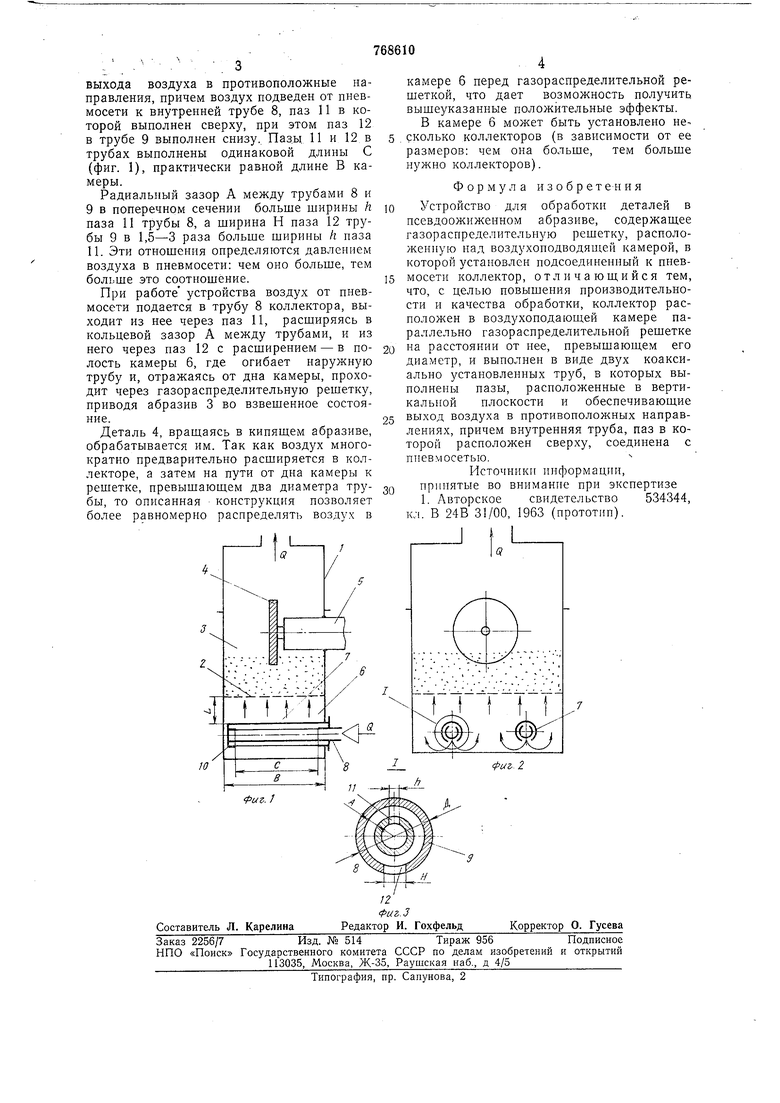
5 коллектора, паз в которой выполнен сверху. Иа фиг. I устройство изображено в продольном разрезе коллектора вертикальной плоскостью; на фиг. 2 - то же, при поперечном разрезе коллектора; на фиг. 3 -
0 Ззел I фиг. 2.
Устройство содержит камеру I, на газораспределительную решетку 2 которой насыпан абразив 3, в котором производят обработку детали 4, установленной на
5 шпинделе 5, закрепленном на камере 1.
Под газораспределительной решеткой расположена воздухоподающая камера 6, в которой установлен коллектор 7, к которому подведен от ппевмосети поток Q сжато20 го воздуха.
Отличительной особенностью устройства является то, что коллектор 7 расположен в воздухоподающей камере 6 параллельно газораспределительной рещетке 2 на расстоянии L от нее, превышающем его диаметр D (фиг. 3), н выполнен в виде двух соосно установленных одна в другую труб 8 и 9 с закрытыми стенкой 10 и концами и с противоположно расположеннымн в
30 вертикальной плоскости пазами 11 и 12 для
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Устройство для обработки деталейВ КипящЕМ СлОЕ пСЕВдООжижЕННОгОАбРАзиВА | 1979 |
|
SU795903A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU861021A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
