,./... . . ;.:- . -,: :
Изобретение относится к производству строительных изделий из бетЬн- : тому подобной смеси в металлических формах с термоподцонами. 5
Известны формы для изготовления железобетонных изделий, включающие поддон с паровой полостью, имеющей два выводных патрубка с подпружиненными клапанами. Термовлажностная об- tO. работка изделий в таких формах производится в пакетах на постах терйообработки, где формы подключаккрся . к айтоматизированным устройствам подачи пара и сбора конденсата fl 15
: Недостатком известных форм является невозможность подключения:КУстройствам подачи пара и сбора конденсата пакета форм, имеющий различную собственную высоту. . . :. . . 20
Известны также; формы для изготовлений железобетонных изделий, ВКЛ 0чающие..терм6п6дцон с консолями для установки в пакет на упоры-отсекатели поста термообработки и шарнирно 25 присоединенные борта с вертикально прикрепленными к ним пат;рубками 2j. Известные формы при установке в пакет образуют своими патрубками вертикальные составные канала и могут автоматически подключаться к устройствам пойачи пара и сбора конденсата (независимо от количества и собственной вьасоты форм в пакете), Однако эти формы сложны по конструкции. Их борта имеют специальные полости с клапанными устройствами. Расположение камер с клапанами и дополнительными рычажнь|мн устройствами в термоподдоне Требует специального его переоборудования и усложняет эксплуатацию формы. .
Цель изобретения - упрощение конструкции и облегчение эксплуатацииформы. :
Это достигается тем, что в форме, включающей термоподдон с консолями для установки в йакет на упоры-отсекателй поста термообработки, шарнирно присоединенные борта с вертикально прикрепленными к ним патрубками, камеры с подпружиненными клапанами и запррно-регулирующими устройствами, каждый niaTpydoK выполнен составным из трех частей, верхняя из которых снабжена подпружиненным клапаном и прикреплена к внешней стороне борта, а камера с запорно-регулируюадим устройством установлена в нижней части
патрубка, прикрепленной к торцу поддона, причем средняя часть,патрубка выполнена гибкой. . .
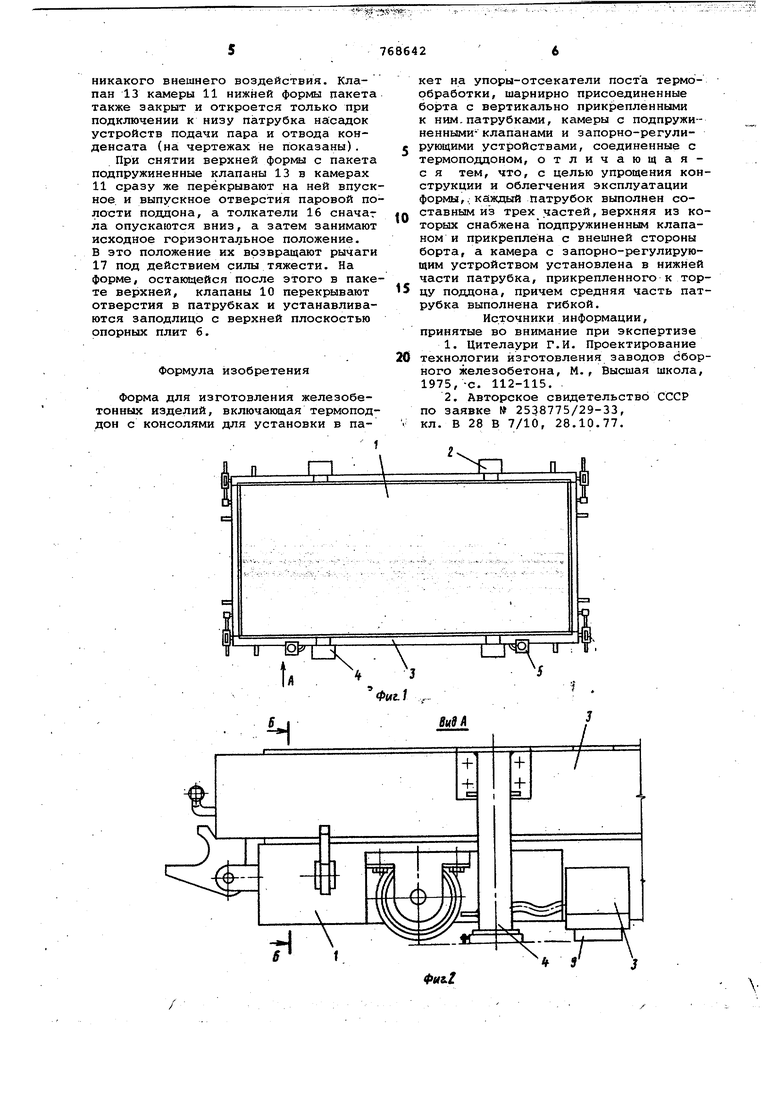
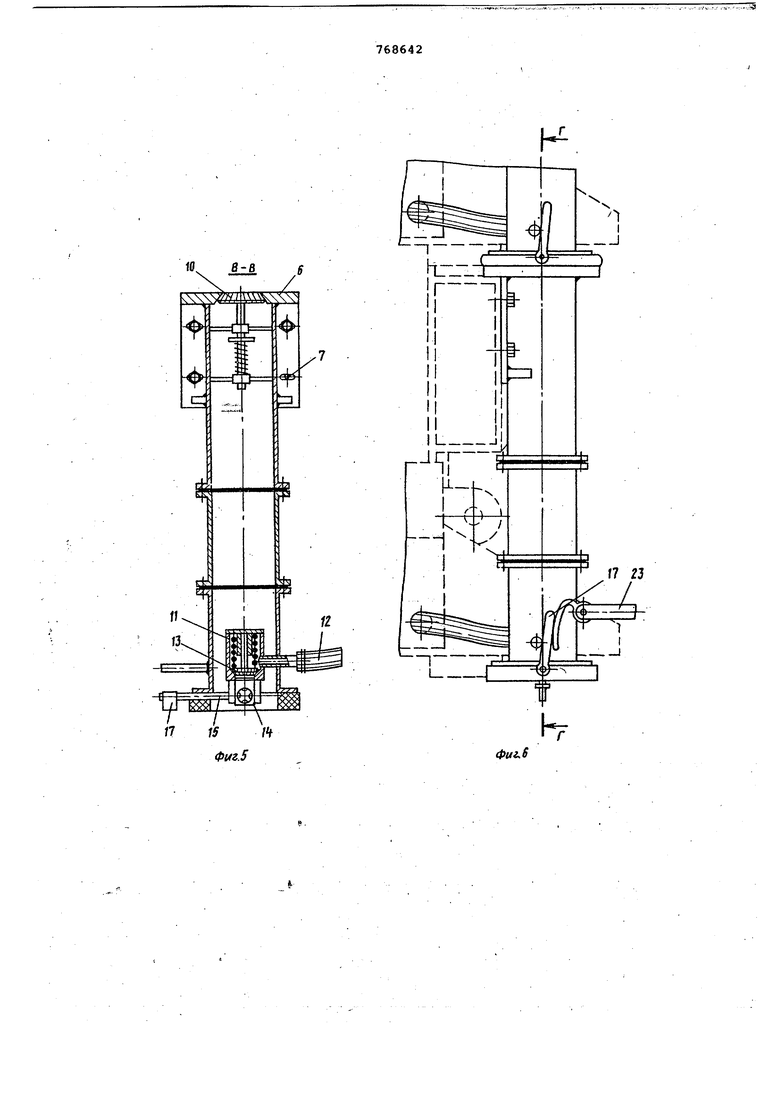
На фиг. 1 представлена предлагаемая форма, в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 (в двух положениях борта формы; закрытом 1 и открытом I I) , на фиг. 4 - составной патрубок формы, обишй вид; на фиг. 5 - разрез В-В на фиг. 4 на фиг. б - фрагмент составного канала пакета формы; на фиг. 7 - разрез Г-Г на фиг. б , на фиг. 8 - показан второй вариант выполнёния составного патрубкаформы.
Форма состоит из термоподцрна 1 с опорньпли консолями 2, шарнирно присоединенных бортов 3 и патрубков 4 и 5 соответственно для подачи в пакет форм пара и сбора конденсата. Патрубки крепятся к одному из продольных бортов 3 формы болтами таким образом, чтобы верхняя опорная плита 6 патрубка Нс1х6дилась заподлицо с Поверхностью иэ1готавливаемого в форме изделия. Для удобства крепления патpyiSKOB и регулировки их положения на борту формы отверстия 7 под болты в крепежной пластине патрубков выполнены овальными. В нижней части йатрубки оканчиваются фланцами, к которьам прикреплена упруга,я манжета 8, выролненная из термостойкого материала. В свободном положении нижняя плоскосФь мйнжеты выступает ниже опорного листа 9 консоли 2 с тем, чтобы при установке форм в пакет гарантировать о0жатие манжеты и герметизацию стыков составных каналов пакета. В верхних опорных плитах б патрубков выполнены отверстия,перекрываемые подпружиненными клапанами 10. Внутри патрубков в нижней их части помещены камеры 11, соединенные гибкими шлангами 12 с паровой полостью термоподцона. Внутри камер 11 помещены подпружиненные клапаны 13, пёрекрыванадие отверстия в дне камер. Под клапанами 13 установлены подвижно в обоймах 14, вращающихся на осях 15, толкатели 16. Оси 15 выведены наружу патрубков и оканчиваются рычагами 17, занимающими в свободном состоянии горизонтальное положение (см. фиг. 3 и 1), при котором толкатели 16 также зан 1мают горизонтальное положение и не выступгиот из патрубков (см. фиг. 4) . Для размещения нижних частей патрубков (при открывании борта) в поддоне формы выполнены ниши (см. фиг. 3 и 2). С целью уменьшения .количества клапанных устройств при большом числе сменных бортов форм различной высоты патрубки могут быть выполнены составными (см. фиг. 4 и 5). В этом случае верхняя 18 и нижняя 19 части патрубка с клапанными устройствами - постоянные, а средняя часть 20, наиболее простая, является сменной при замене на форме бортов другой высоты. Средняя часть патрубка может быть выполнена гибкой в виде эластичного шланга 21 (см. фиг. 8). В этом случае нижняя часть патрубка жестко крепится к поддону формы, акамера 11 соединяется с паровой полостью поддона отрезком стальной трубы 22.
Термообработка изделий в предложенных формах производится следующим образом. На посту термообработки формы со свежеулрженным бетоном набираются в пакет пакетировщиком и устанавливаются опорными консолями 2 на упоры-отсекатели поста (на чертежах не показаны). Устанавливаемая в пакет форма при подъеме первоначально упирается верхней плоскостью продольных бортов в опорные листы 9 консолей нижней формы пакета. Одновременно верхние опорные плиты 6 патрубков, подымаемой формы плотно прижимаются к эластичным манжетам патрубков этой нижней формы пакета, формируя таким образом вертикальные составные каналы для подачи во все формы пакета пара и сбора из них конденсата. При соединении патрубков- в составной канал оба подпружиненные их клапаны 10 и 13 в месте стыка открываются (см. фиг. 7), так как в форме, стоящей на упорах-отсекателях, толкатели 16 подвернуты вертикально. В это положение их поворачивают кронштейны 23, закрепленные на упорах-отсекателях поста термообработки и взаимодействующие с рыч;агами 17 патрубков при обpfTHOM ходе пакетировщика и посадке формы на отсекатели. Жесткость пружин клапанов 10 и 13 подбирается такой, чтобы клапан Ю мог поднять толкателем 16 клапан 13. При этом толкатель 16 перемещается вверх до упорного бурта на нем и заходит фигурной гоЛовкой в отверстие камеры 11, что не позволяет ему проскользнуть по клапану 10 и занять горизонтальное положение при дальнейшем наборе пакета и прекращении воздействия кронштейна 23на рычаг 17. Величина опорных плит 6 патрубков и диаметр клапанов 10 выбираются такого размера, чтобы они могли компенсировать заданное возможное смещение форм в горизонтальной плоскости как в продольном, тик и в поперечном направлениях на конвейере при установке их в пакет, т.е. чтобы при заданном смещении форм толкатели 16 всегда попадали на клапаны 10, а упругая манжета 8 всегда перекрывала отверстие патрубка.
Таким образом, все формы, установленные в пакет, соединены вертикальными составными каналами, состоящими из патрубков отдельных форм, причем все подпружиненные клапаны в местах соединения патрубков открыты. Составной канал закрыт только сверху, так как на клапан 10 верхней формы нет
никакого внешнего воздействия. Кла- пан 13 камеры 11 нижней формы пакета также закрыт и откроется только при подключении к низу патрубка насадок устройств подачи пара и отвода конденсата (на чертежах не показаны).
. При снятии верхней формы с пакета подпружиненные клапаны 13 в камерах 11 сразу же перекрывают на ней впускное, и выпускное отверстия паровой полости поддона, а толкатели 16 сначаг ла опускавотся вниз, а затем занимают исходное горизонтальное положение, В это положение их возвращают рычаги 17 под действием силы тяжести. На форме, остающейся после этого в пакете верхней, клапаны 10 перекрывают отверстия в патрубках и устанавливаются заподлицо с верхней плоскостью опорных плит 6,
Формула изобретения
Форма для изготовления железобетонных изделий, включающая термоподдон с консолями для установки в па768642
кет на упоры-отсекатели поста термообработки, шарнирно присоединенные борта с вертикально прикрепленными к ним.патрубками, камеры с подпружиненными- клапанами и запорно-регулирующими устройствами, соединенные с термоподцоном, отличающаяс я тем, что, с целью упрощения конструкции и облегчения эксплуатации формы,,; каждый патрубок выполнен составным из трех частей,верхняя из ко0торых снабжена подпружиненным клапаном и прикреплена с внешней стороны борта, а камера с запорно-регулирующим устройством установлена в нижней части патрубка, прикрепленного к тор5цу поддона, причем средняя часть патрубка выполнена гибкой.
Источники информации, принятые во внимание при экспертизе
1,Цителаури Г,И, Проектирование
0 технологии изготовления заводов сборного железобетона, М,, Высшая школа, 1975, -с, 112-115,
2,Авторское свидетельство СССР по заявке 2538775/29-33,
кл, В 28 В 7/10, 28,10,77,
Nrn

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма и.и.кравченко для изготовления железобетонных изделий | 1977 |
|
SU735404A1 |
| Форма для изготовления железобетонных изделий | 1979 |
|
SU863358A1 |
| Форма для изготовления изделий из бетонных смесей | 1980 |
|
SU897522A1 |
| Устройство для подключения пакета термоформ к системе пароснабжения | 1981 |
|
SU1036716A1 |
| Устройство для подключения пакета термоформ к системе пароснабжения | 1981 |
|
SU973513A1 |
| Устройство для подачи пара | 1980 |
|
SU939431A1 |
| Форма для изготовления изделий из бетонной смеси | 1989 |
|
SU1653972A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1984 |
|
SU1230846A1 |
| Способ изготовления сборных железобетонных изделий с каналами и устройство для его осуществления | 1979 |
|
SU872265A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |


Фиг.4
Фиг. 6
Фиг.8
