(54) УСТРОЙСТВО ДЛЯ РАСКАТКИ КОЛЕЦ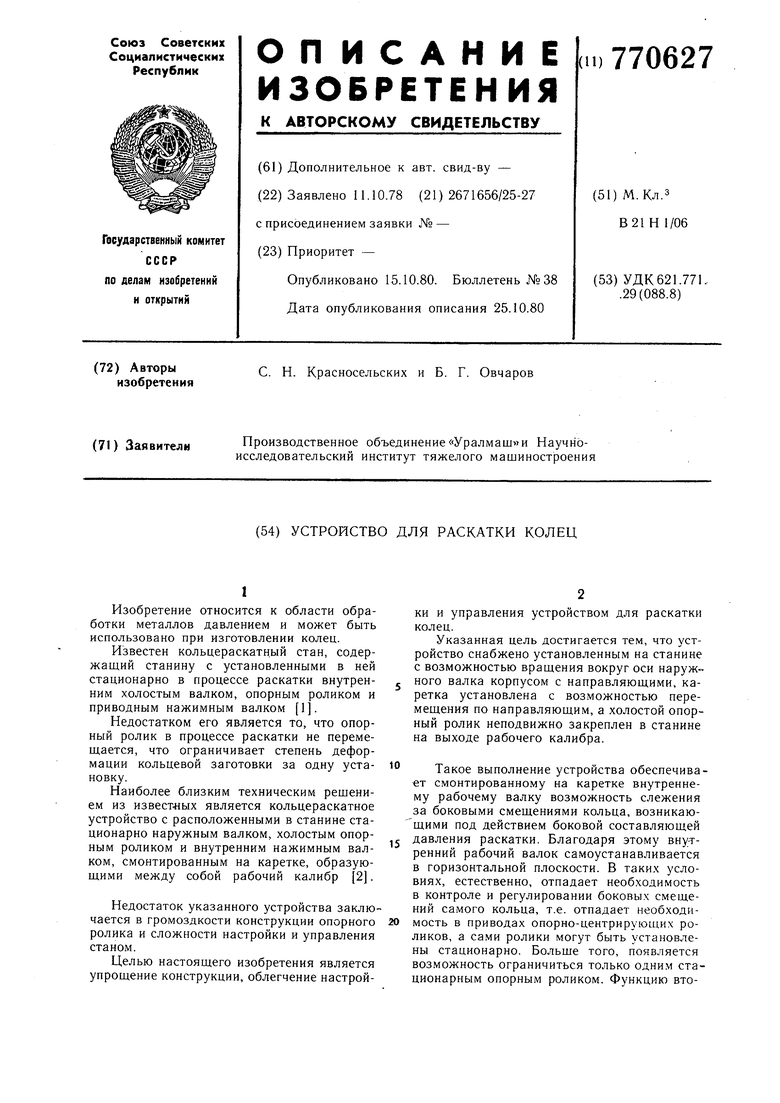
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Устройство для раскатки колец | 1981 |
|
SU1006005A2 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |
| Кольцераскатный роторный автомат | 1975 |
|
SU551099A1 |
| Многопозиционный кольцераскатный стан | 1978 |
|
SU697234A1 |
| Кольцепрокатный стан | 1978 |
|
SU780937A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Стан для раскатки колец | 1986 |
|
SU1393515A1 |
| Автоматическая линия для изготовления кольцевых заготовок | 1978 |
|
SU747596A1 |
1
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении колец.
Известен кольцераскатцый стан, содержащий станину с установленными в ней стационарно в процессе раскатки внутренним холостым валком, опорным роликом и приводным нажимным валком I.
Недостатком его является то, что опорный ролик в процессе раскатки не перемещается, что ограничивает степень деформации кольцевой заготовки за одну установку.
Наиболее близким техническим рещением из известных является кольцераскатное устройство с расположенными в станине стационарно наружным валком, холостым опорным роликом и внутренним нажимным валком, смонтированным на каретке, образующими между собой рабочий калибр 2.
Недостаток указанного устройства заключается в громоздкости конструкции опорного ролика и сложности настройки и управления станом.
Целью настоящего изобретения является упрощение конструкции, облегчение настройки и управления устройством для раскатки колец.
Указанная цель достигается тем, что устройство снабжено установленным на станине с возможностью вращения вокруг оси наружного валка корпусом с направляющими, каретка установлена с возможностью перемещения по направляющим, а холостой опорный ролик неподвижно закреплен в станине на выходе рабочего калибра.
Такое выполнение устройства обеспечивает смонтированному на каретке внутреннему рабочему валку возможность слежения за боковыми смещениями кольца, возникающими под действием боковой составляющей
j давления раскатки. Благодаря этому вну-тренний рабочий валок самоустанавливается в горизонтальной плоскости. В таких условиях, естественно, отпадает необходимость в контроле и регулировании боковых смещений самого кольца, т.е. отпадает необходи20 мость в приводах опорно-центрирующих роликов, а сами ролики могут быть установлены стационарно. Больше того, появляется возможность ограничиться только одни.м стационарным опорным роликом. Функцию ВТОрого опорного ролика выполняет наружный рабочий валок.
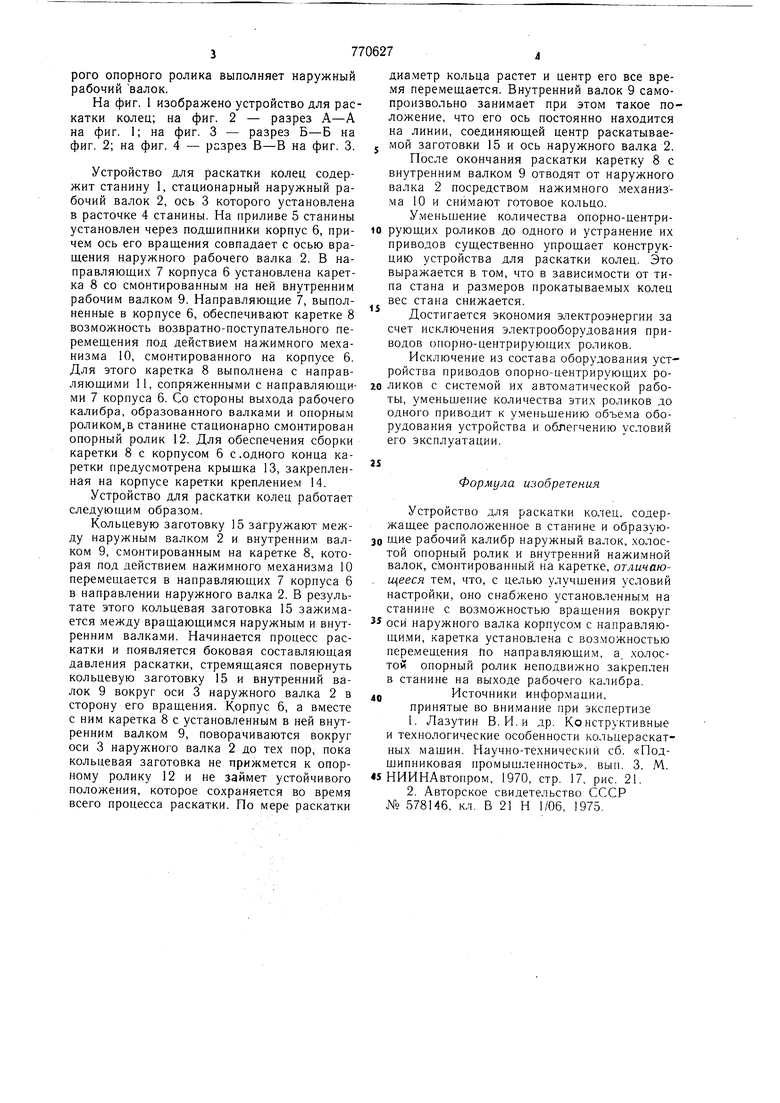
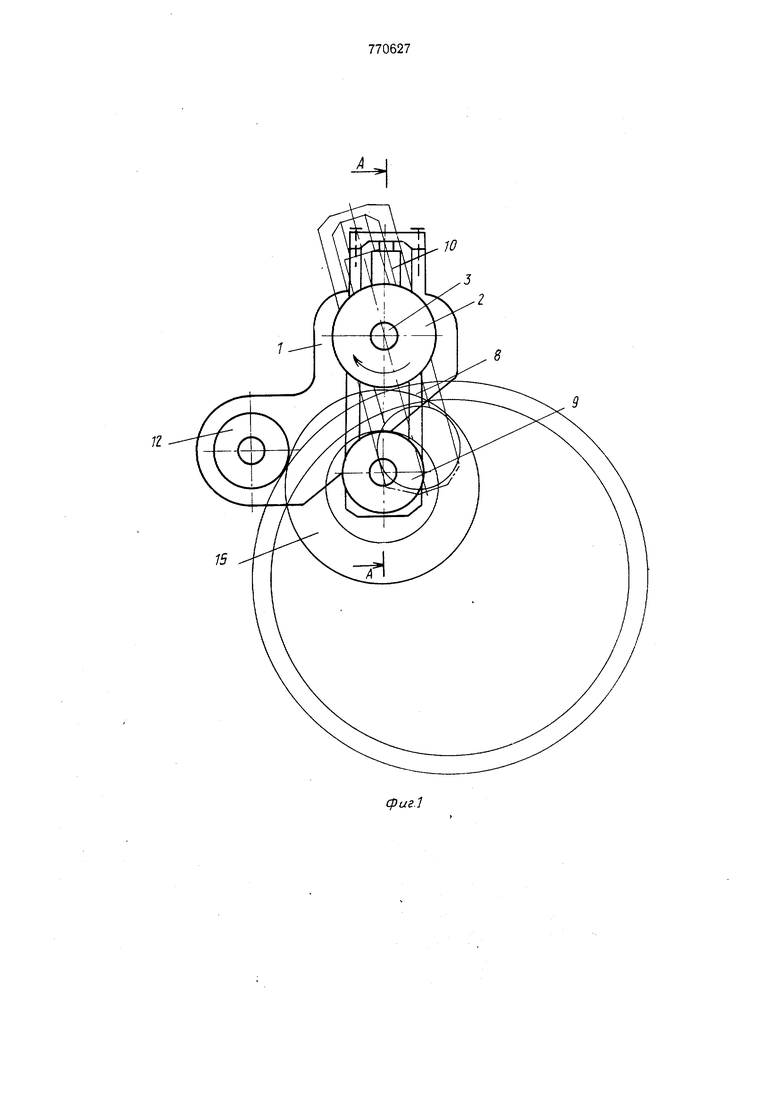
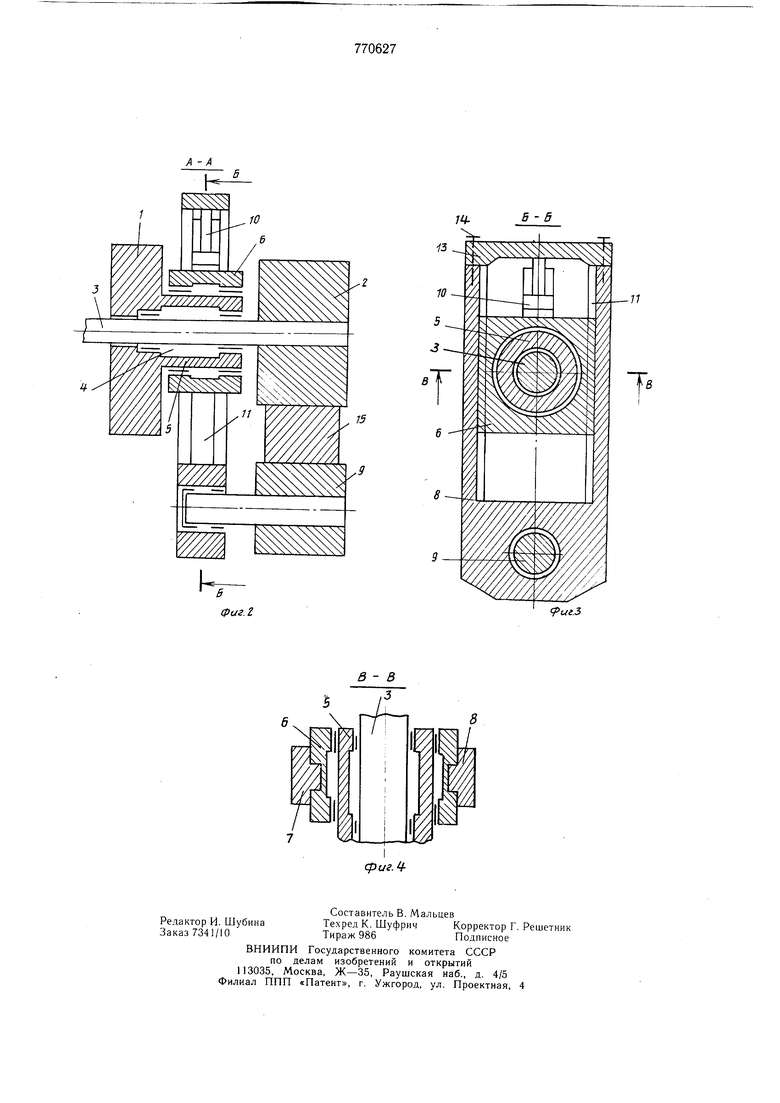
На фиг. 1 изображено устройство для раскатки колец; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
Устройство для раскатки колец содержит станину 1, стационарный наружный рабочий валок 2, ось 3 которого установлена в расточке 4 станины. На приливе 5 станины установлен через подшипники корпус 6, причем ось его вращения совпадает с осью вращения наружного рабочего валка 2. В направляющи.х 7 корпуса 6 установлена каретка 8 со смонтированным на ней внутренним рабочим валком 9. Направляющие 7, выполненные в корпусе 6, обеспечивают каретке 8 возможность возвратно-поступательного перемещения под действием нажимного механизма 10, смонтированного на корпусе 6. Для этого каретка 8 выполнена с направляющими 11, сопряженными с направляющи ми 7 корпуса 6. Со стороны выхода рабочего калибра, образованного валками и опорным роликом,в станине стационарно смонтирован опорный ролик 12. Для обеспечения сборки каретки 8 с корпусом б с.одного конца каретки предусмотрена крышка 13, закрепленная на корпусе каретки креплением 14.
Устройство для раскатки колец работает следующим образом.
Кольцевую заготовку 15 загружают между наружным валко.м 2 и внутренним валком 9, смонтированным на каретке 8, которая под действием нажимного механизма 10 перемещается в направляющих 7 корпуса 6 в направлении наружного валка 2. В результате этого кольцевая заготовка 15 зажимается между вращающимся наружным и внутренним валками. Начинается процесс раскатки и появляется боковая составляющая давления раскатки, стремящаяся повернуть кольцевую заготовку 15 и внутренний валок 9 вокруг оси 3 наружного валка 2 в сторону его вращения. Корпус 6, а вместе с ним каретка 8 с установленным в ней внутренним валком 9, поворачиваются вокруг оси 3 наружного валка 2 до тех пор, пока кольцевая заготовка не прижмется к опорному ролику 12 и не займет устойчивого положения, которое сохраняется во время всего процесса раскатки. По мере раскатки
диаметр кольца растет и центр его все время перемещается. Внутренний валок 9 самопроизвольно занимает при этом такое положение, что его ось постоянно находится на линии, соединяющей центр раскатываемой заготовки 15 и ось наружного валка 2. После окончания раскатки каретку 8 с внутренним валком 9 отводят от наружного валка 2 посредством нажи.много механизма 10 и снимают готовое кольцо.
Уменьшение количества опорно-центрирующих роликов до одного и устранение их приводов существенно упрощает конструкцию устройства для раскатки колец. Это выражается в том, что в зависимости от типа стана и размеров прокатываемых колец вес стана снижается.
Достигается экономия электроэнергии за счет исключения электрооборудования приводов спорно-центрирующих роликов.
Исключение из состава оборудования устройства приводов опорно-центрирующих роликов с системой их автоматической работы, уменьшение количества этих роликов до одного приводит к уменьшению объема оборудования устройства и облегчению условий его эксплуатации.
Формула изобретения
Устройство для раскатки колец, содержащее расположенное в станине и образующие рабочий калибр наружный валок, холостой опорный pOvTHK и внутренний нажимной валок, смонтированный на каретке, отличаю. щееся тем, что, с целью улучшения условий настройки, оно снабжено установленным на станине с возможностью вращения вокруг
оси наружного валка корпусом с направляющи.ми, каретка установлена с возможностью перемещения По направляющим, а, холостой опорный ролик неподвижно закреплен в станине на выходе рабочего калибра.
ддИсточники информации,
принятые во внимание при экспертизе
«5 НИИНАвтопром, 1970, стр. 17. рис. 21.
-н
фаг. г
-13
иг.З
