(54) ШОВООБЖИМНОЙ РОЛИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Шовообжимной ролик | 1978 |
|
SU770700A1 |
| Шовообжимный ролик | 1986 |
|
SU1362524A2 |
| Способ изготовления спиральношовных труб | 1980 |
|
SU893283A2 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| Устройство для изготовления сварных спиральношовных труб | 1977 |
|
SU700224A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| Наружный шовообжимной механизм | 1980 |
|
SU899300A1 |
Изобретение относится к трубному производству, а точнее - к производству сварных труб, наиболее эффективно может быть использовано на станах, изготовляющих спиральношовные трубы путем радиочастотной сварки кромок полосы внахлест.
Известны конструкции металлических шовообжимных роликов, имеющих цилиндрическую рабочую поверхность и вращающихся вокруг своей оси во время работы I.
Эти ролики предназначены для формирования сварного шва путем сдавливания разогретых и расположенных внахлет кромок полосы.
Недостатком известных конструкций щовообжимных роликов является то, что при обжатии кромок полосы центральная часть рабочей поверхности ролика изнащивается интенсивней, чем края. Это приводит к образованию на центральной части рабочей поверхности роликов канавки неправильной формы, что ухудщает качество сварного соединения.
Другой недостаток этих конструкций заключается в том, что часть электрического тока, подводимого к кромкам полосы для их разогрева, замыкается через металлическую рабочую поверхность шовообжимных роликов. Это приводит к тому,
что проходящий через шовообжимные электрический ток нагревает последние. Кроме того, возникает электрическое искрение между шовообжимными роликами и кромками полосы, что приводит к интенсивному износу рабочей поверхности ролика, к прилипанию металла полосы к роликам, а также к прожогам полосы и, тем самым, к образованию i6paiKa.
Наиболее близок к предлагаемому шо10вообжимной ролик с цилиндрической рабочей поверхностью 2,
При обжатии этим роликом кромок полосы внутренний край каждой реборды изнашивается интенсивнее, чем остальная ее часть (заваливается), что ухудщает форму шва и усложняет последующее удаление грата.
20
Часть тока, подводимого токоподводами к кромкам полосы для их разогрева, замыкается через металл рабочей поверхности реборд ролика, что приводит к на25греву последних, а также возникновению искрения менаду рабочей поверхностью реборд ролика и кромками полосы. Это приводит к повыщенному износу реборд ролика, прожогам полосы и образованию
30 брака.
Цель изобретения - улучшение качества GBHipHoro шва ,и увеличеН|Ие срока службы ролика.
Поставленная цель достигается тем, что шовообжимной ролик стана спиральношовной высокочастотной сварки труб, содержащий (Цилиндрическую рабочую поверхность, выиолнен составным из колец с различной твердостью рабочей поверхности. Кроме того, кольца электрически изолированы друг от друга и от оси, причем они выполнены разной ширины и с различными наружными диаметрами из неэлектропроводного материала. В случае, когда ролик состоит из трех колец, твердость .крайних жолец одинакова и меньше твердости центрального кольца.
Такое выполнение шовообжимного ролика позволяет добиться более равномерного и менее интенсивного износа рабочей поверхности ролика и тем самым улучшить ка-чество сварного шва и сократить брак. Это достигается за счет того, что ту часть ролика, которая более интенсивно изнашивается, собирают из более твердых колец. Твердость колец выбирают таким образом, чтобы при работе ролика достигался равномерный износ по всей его рабочей поверхности. Кроме того, за счет электрической ИЗОЛЯ1ЦИИ колец исключается прохождеиие электрического тока, подаваемого к кромкам полосы для их нагрева, через шовообжимные ролики и тем самым исключается искреиие между роликами и кромками полосы. Этим достигается уменьшение электроэррозионного износа рабочей поверхности ролика, уменьшение налипания металла кромок полосы на ролик и тем самым улучшение качества шва и сокраш,еиие брака.
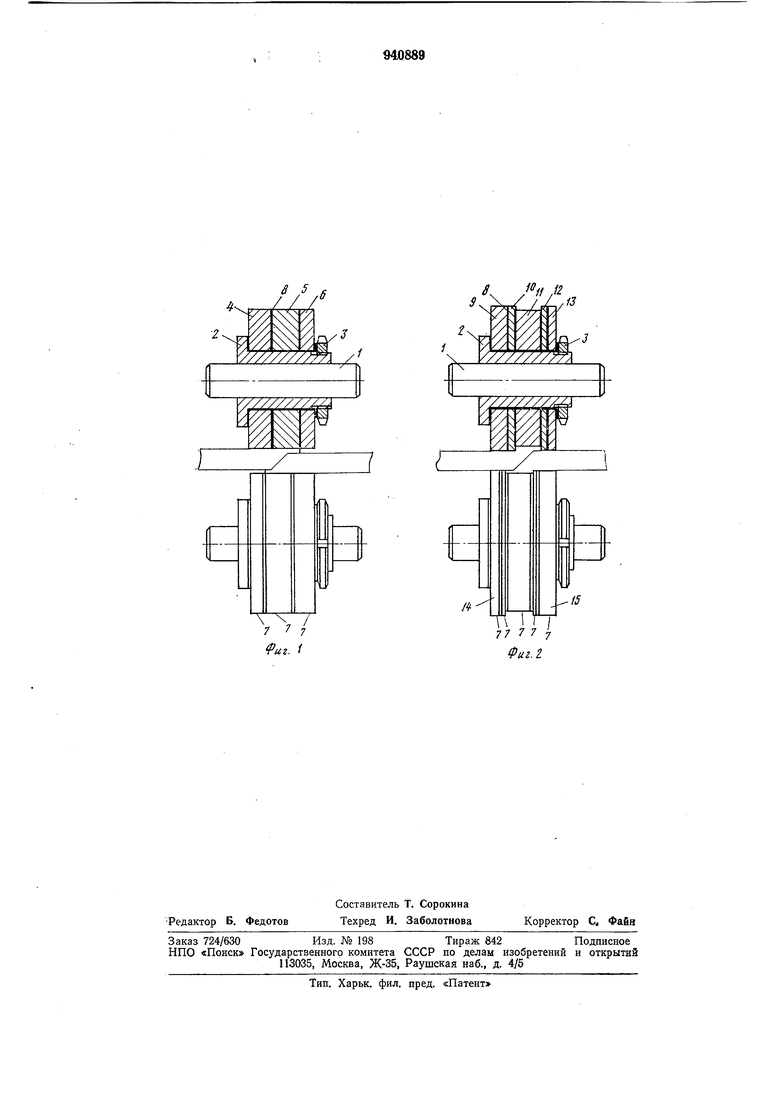
На фиг. 1 изображены гладжие шовообжимные ролики; на фиг. 2 - ролики с ребордами для формирования шва.
На оси 1 гладкого шовообжимного ролика (фиг. 1) свободно враш,ается втулка 2. На ней при помощи гайки 3 закреплены кольца 4-6 из стали с различной твердостью рабочей поверхности 7. Твердость рабочей поверхности 7 центрального кольца 5 больше твердости колец 4 и 6 на краях ролика. Ширину кольца 5 выбирают равной сумме величин нахлеста и грата. Кольца электрически изолированы друг от друга, от втулки 2 и гайки 3 термостойким изолирующим лаком или изоляционными прокладками 8.
На оси 1 шовообжимного ролика с ребордами для формирования шва (фиг. 2) свободно вращается втулка. На ней при помощи гайки 3 закреплены стальные кольца 9-il3 с различной твердостью рабочей поверхности 7. Кольца 9, 10, 12 и 13 выполнены большего наружного диаметра,
чем центральное кольцо И, и образуют реборды 14 и 15, предназначенные для формирования шва. Твердость рабочей поверхности 7 колец 10 и 12, расположенных на внутренних краях реборд 14 и 15, больше, чем твердость колец 9, 11 и 13. Ширину кольца 11 выбирают равной сумме величин нахлеста и грата. Кольца электрически изолированы друг от друга, от втулки 2 и гайки 3 термостойким изолирующим лаком или изоляционными прокладками 8.
При сварке труб с толщиной стенки 4 мм током частотой 440 1кгц ролик следует выполнять из трех колец диаметром 90 мм и шириной 30 мм. Центральное кольцо имеет ширину 10-12 мм и твердость HRC 56-60, а два крайних кольца имеют твердость HRC 46-50. Толш.ина колец берется равной 15-20 мм.
Предложенная конструкция шовообжимного ролика по сравнению с лучшими образцами аналогичного оборудования позволит улучшить качество сварного соединения и на 3-5% уменьшить бракованных труб за счет увеличения долговечности ролика и злучшения его работы.
Формула изобретения
Источники информации, принятые во внимание при экспертизе:
S 5
S. 11 Д
//////// A
VT/
A.
