ФЦ€. 1
Изобретение относится к судостроению и касается способов изготовления плоских сварных узлов, а также может быть использовано в машино- строении и других отраслях промышленности.
Цель изобретения - повышение качества и снижение трудоемкости изготовления плоских сварных узлов и создание условий для автоматизации их производства.
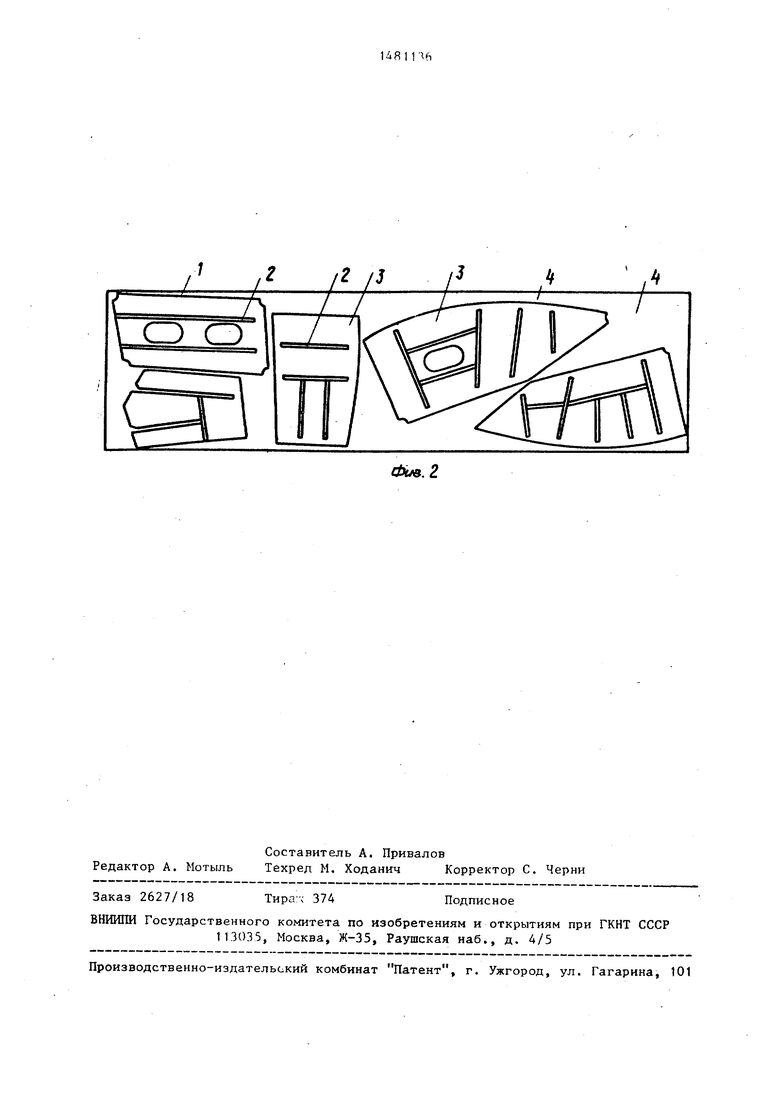
На фиг. 1 показан прокатный лист с установленными на нем подкрепляю- щими ребрами жесткости; на фиг. 2 - плоские сварные узлы, вырезаемые из прокатного листа с предварительно приваренными ребрами жесткости.
Сущность способа изготовления плоских сварных узлов, входящих в состав судовых корпусных конструкций и состоящих из листовых деталей и приварных , подкрепляющих ребер жесткости, заключается в следующем. На стандартном прокатном листе 1 производят разметку мест установки подкрепляющих ребер жесткости, затем лист укладывают на сборочно- сварочный стенд или стол и устанавливают в заданной последовательности прикрепляющие ребра 2 жесткости зекрепляют их и приваривают к прокатному листу 1. После сварки лист с ребрами жесткости укладывают на раскроечную раму и производят вырезку плоских сварных узлов 3 из прокатного листа 1. Затем производят сняти с раскроечной рамы и комплектацию плоских сварных узлов 3 и уборку отходов 4.
В условиях автоматизированного производства операции установки и приварки ребер жесткости и вырезки
плоских сварных узлов 3 производят без предварительной разметки с помощью автоматических установок с программным управлением или роботов. На всех этапах технологического процесса ориентацию прокатного листа 1 производят по его кромке или по контурной базовой линии.
Предлагаемый способ обеспечивает снижение трудоемкости изготовления узлов за счет сокращения или исключения операций маркировки, перемещения, по: ицирования и правки деталей, входящих в состав сварных узлов, и повышение качества изготовления за счет уменьшения остаточных свархэч- ных деформаций при приварке ребер жесткости к прокатному листу больши размеров. Кроме того, одновременная сборка, сварка и вырезка сварных узлов из одного стандартного прокатного листа прямоугольных размеров обеспечивают лучшие условия для автоматизации производства сварных узлов, чем их индивидуальня сборка и сварка после вырезки листовых деталей.
Формула изобретения
Способ изготовления плоских сварных узлов, включающий вырезку из прокатного листа листовых деталей, установку и приварку подкрепляющих листовые детали ребер жесткости, о т личающийся тем, что, с целью повышения качества и снижения трудоемкости изготовления плоских сварных узлов и создания условий для автоматизации их производства, до вырезки листовых деталей из прокатного листа на нем устанавливают и приваривают упомянутые подкрепляющие ребра жесткости.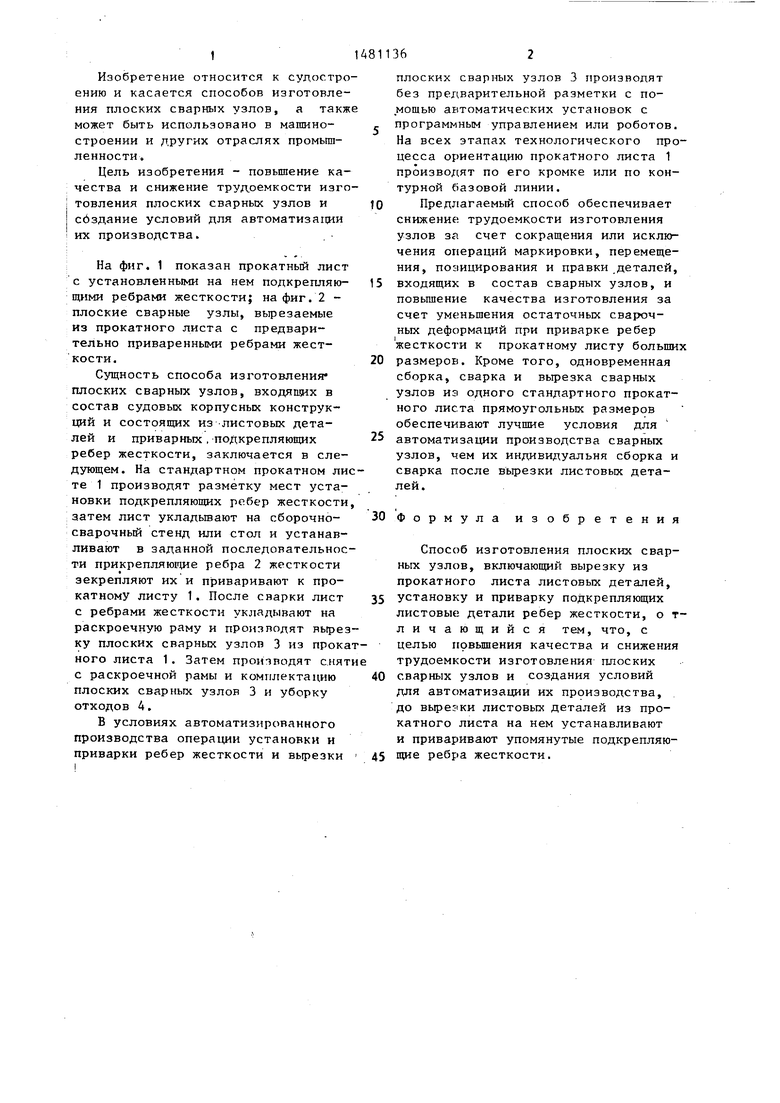
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| Способ изготовления сварных листовых конструкций | 1980 |
|
SU929369A1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
| Установка для сборки и сварки изделий с прямолинейными сварными соединениями | 1978 |
|
SU779162A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для изготовления секций из листов и ребер жесткости | 1984 |
|
SU1222476A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Способ изготовления сварной ребристой панели | 1989 |
|
SU1660908A1 |
Изобретение относится к судостроению и касается способов изготовления плоских сварных узлов, а также может быть использовано в машиностроении и других отраслях промышленности. Цель изобретения - повышение качества и снижение трудоемкости изготовления плоских сварных узлов и создание условий для автоматизации их производства. На стандартный прокатный лист 1, в пределах которого размещают одну или несколько листовых деталей плоских сварных узлов, устанавливают и приваривают подкрепляющие ребра 2 жесткости. После этого из прокатного листа 1 с приваренными ребрами 2 жесткости вырезают плоские сварные узлы 3. 2 ил.
Редактор А. Мотыль
Составитель А. Привалов
Техред М, Ходанич Корректор С. Черни
Заказ 2627/18
Тира-х 374
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
&U9.2
Подписное
| Корпусы стальных надводных судов | |||
| Типовые технологические процессы изготовления узлов и секций корпуса | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
