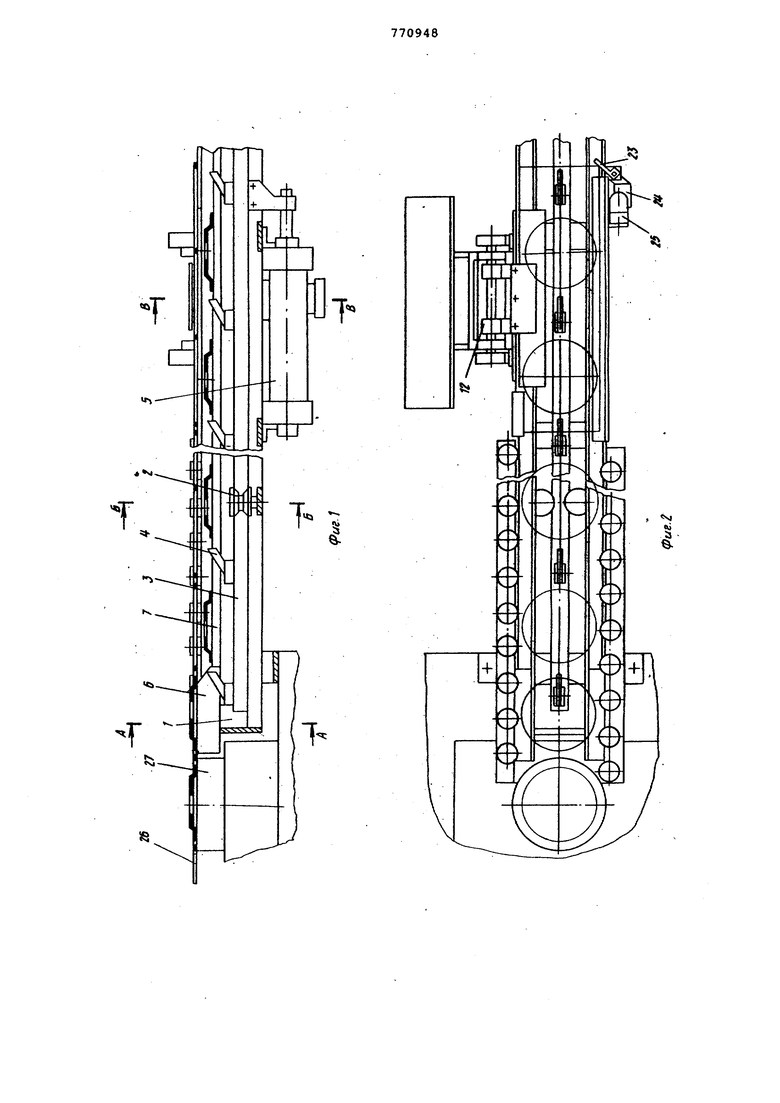
Устройство содержит корпус 1, внутри которого на роликах 2 может перемещаться штанга 3 с подпружиненными собачками 4. Для перемещения штанги имеется пневмоцилиндр 5.
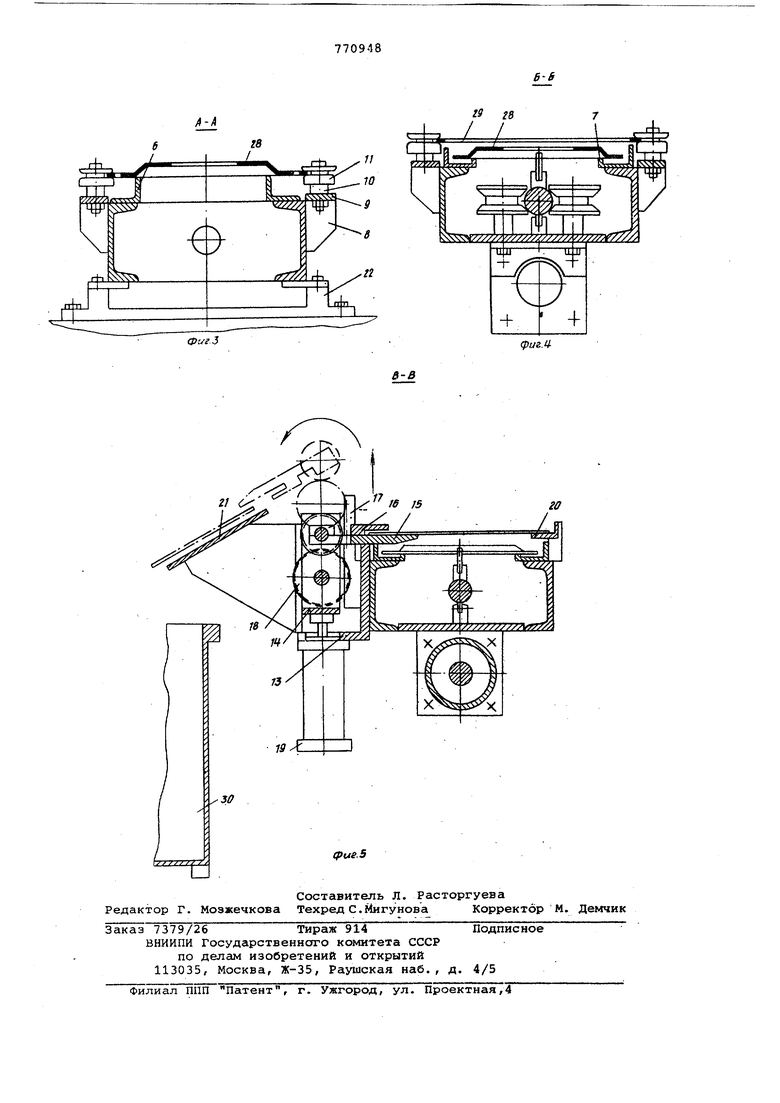
На корпусе имеются дополнительные 6 и основные 7 направляющие для деталей разной высоты, а по бокам корпуса на кронштейнах В и планках 9 установлены в. шахматном порядке на осях 10 направляющие ролики 11 для перемещения отходов деталей, дополнительные направляющие 6 для перемещения деталей выполнены со скосом и установлены перед основными направляющими 7 для перемещения деталей, уровень которых ниже уровня дополнительных направляющих 6. Направляющие ролики 11 для перемещения отходов деталей размещены на одинаковом уровне с дополнителными направляющими 6. В средней част корпуса установлен сбрасыватель 12, который состоит из корпуса 13(см. фиг, 5)каретки 14, поворотной плиты 15 с упором 16 и зубчато-реечного механизма 17 и 18. Для привода сбрасывателя имеется вертикальный пневмоцилиндр 19. Кроме того, к корпусу крепится поддерживающая полка 20 и наклонная полка 21. Для крепления транспортиру квдего устройства к подштампоэой плите пресса служит кронштейн 22. Подпружиненный поворотный рычаг 23 с лепестком 24 и бесконтактный переключатель 25 служат для подачи сйгнёша на сброс. Заготовка 26, поступающая в штамп 27, выполнен в виде полосы. После прохождения штампа 27 из заготовки 26 получается готовая деталь 28 и отход 29 детали, сбрасываемый в тару 3-0.
-Устройство работает следующим образом.
Специальное загрузочное устройство подает заготовку 26 в виде полосы в штамп 27 пресса, где происходит вырубка и формообразование детали. Готовая деталь 28 после этого остается на верхней поверхности матрицы, располагаясь с зазором в отверстии заготовки, образовавшемся после вырубк детали.
П15и следукидей подаче полосы на шаг вместе с нею перемещается и деталь 28, которая при этсм своей нижней поверхностью скользит по высоким направляющим 6, а отход 29 детали 4- отработанная часть полосы своим кромками входит в пазы роликов 11. При дальнейшем перемещении заготовки еще нашаг вперед деталь.соскальзывает с высоких дополнительных направляющих 6 по скосу на низкие направ- . ляющие 7, где она потом захватывается собачками 4 штанги 3 и перемещается вперед к следующему прессу. Отходы детгшей 29, подпирая Друг друга, перемещаются вперед по направЛЯЮ14ЙМ роликс1м 11. На своем пути они встречают и отклоняют рычаг 23. При этом лепесток 24 замыкает бесконтактный выключатель 25. От него ксманда
подается на пневмораспределитель с
электромагнит(М4, и воздух поступает
в нижнюю полость пневмоцилиндра 19.
Поршень вместе с кареткой 14 совершает ход вверх. Одновременно благодаря эубчато-реечнш у механизму
происходит поворот плиты 15 с упором 16, а вместе с ним и отработанной заготовки на 21(Я., В конце подъема и поворота отработанная заготовка
Q выпадает на наклонную полку 21, а с нее соскальзывает в тару 30.
Предлагаемое устройство позволяет удалять от пресса как готовые детали, так и отходы, что расширяет его технологические возможности. Отпадает надобность в специальном . разгрузчике для удаления деталей из шт.ампа и для удаления отходов.
Формула изобретения
Штанговое устройство для пере.мещения детгшей, содержеидее корпус с направляющими для перемещения деталей, толкающую штангу с. собачками, установленную с возможностью возврат,но-поступательного перемещения, о тлнчающееся тем, что, с целью упрощения конструкцин и повышення производительности устройства,
оно снабжено нгшравлянщими для отходов деталей со сбрасывателем и дополнительнымн направляющими для перемещения деталей со скосом, установленньмн перед направляющими для
перемещения деталей, уровень которых ниже уровня дополнительных нгшравляющих, прн этом направляющие для отходов деталей размещены на одинаковом уровне с дополнительными нгшравляющими.
Источники информаш1и, принятые во виимание при экспертизе
1. Авторское свидетельство СССР 415206, кл. В 65 9 25/00, 1964.
2. Филиппов В. В. н др. Автомат ческие и автоматизированные холодноштгшповочные линии НгЛ., Машгиз , 1962, с. 31, р. 11(прототип).
шп
5
ft-Л
(ригЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Полосоподаватель | 1987 |
|
SU1447495A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Устройство для получения деталей из длинномерного материала | 1978 |
|
SU770619A1 |
| Штамп для вырубки деталей из поло-СОВОгО МАТЕРиАлА | 1979 |
|
SU829263A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Штамп-автомат последовательного действия для вырубки деталей из полосы или ленты и соединения их с полуфабрикатом получаемого изделия | 1978 |
|
SU764791A1 |