Известны способы регулирования продольной и поперечной разнотолщинности полосы при прокатке посредством гидрораспора подушек, например, опорных валков и противоизгиба подушек, например, рабочих валков.
Однако дополнительные переменные усилия регулирования поперечной разнотолш.инности изменяют общую нагрузку на нажимные винты, что вызывает дополнительную деформацию рабочей клети и, следовательно, появление продольной разнотолщипности полосы при регулировании ее поперечной разнотолщинности.
По предлагаемому способу усилия регулирования поперечной разнотолщинности, передающиеся на нажимные винты, используются одновременно и независимо от усилий регулирования продольной разнотолщинности.
Для этого распирают одновременно подущки рабочего и опорного валков и соосным, но иным по величине усилием распирают подушки того же рабочего и другого опорного валков.
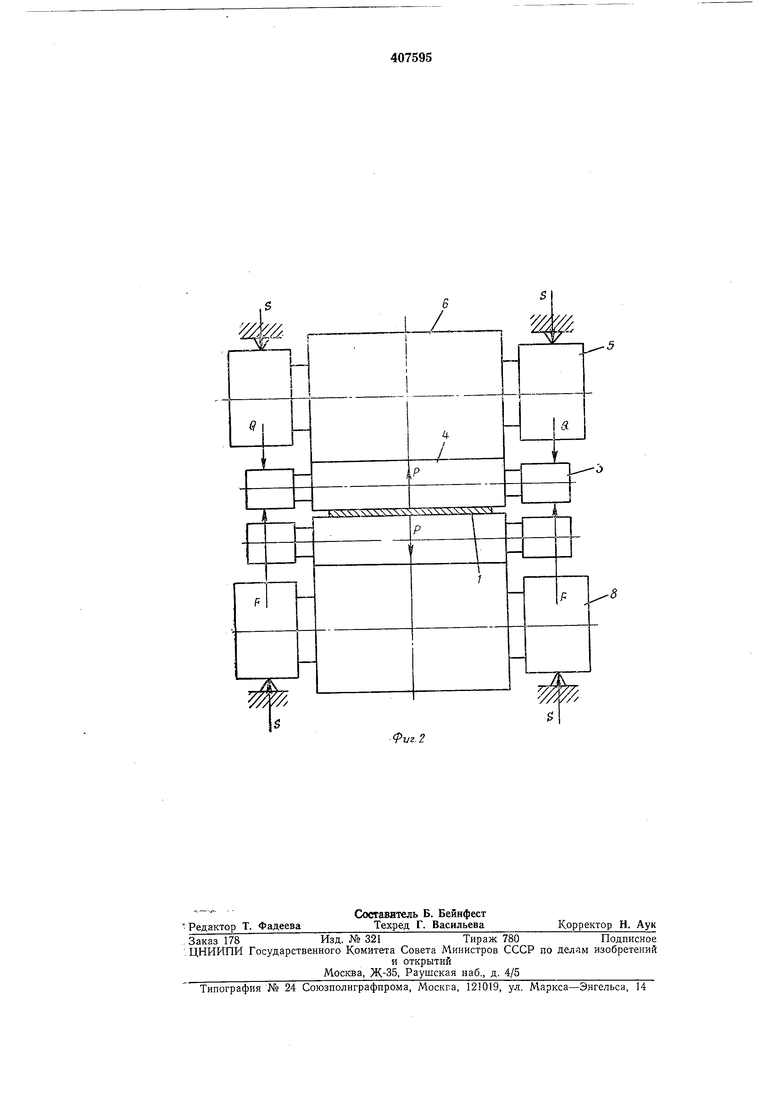
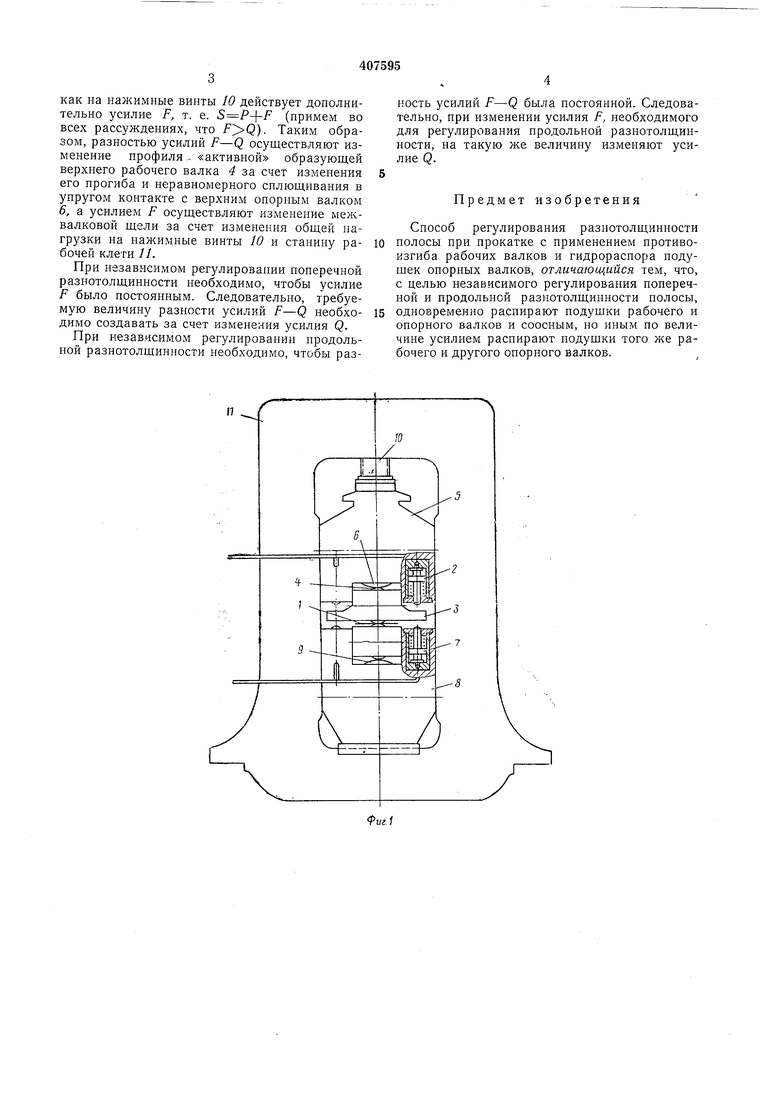
На фиг. 1 показан общий вид клети кварто, в которой реализуется описываемый способ; на фиг. 2 - схема действия усилий регулирования при подаче рабочей жидкости в гидроцилиндры регулирования (Р - усилие прокатки, Q - суммарное усилие верхних гидроцилиндров, F - суммарное усилие нижних
гидроцилиндров, S -
суммарное усилие на нажимные винты).
При прокатке полосы 1 на валки действует усилие прокатки Л под действием которого валковая система прогибается, обуславливая поперечную разиотолщинность полосы. В связи с тем, что в процессе прокатки величина Р изменяется, это вызывает изменение поперечной разпотолщинности и появление продоль ;ой разнотолщипности полосы. Поперечная разнотолщинность изменяется в связи с изменением «теплового профиля валков и износа их в процессе прокатки.
Для независимой корректировки как поперечной, так и продольной разнотолщинпостей полосы регулируемое давление рабочей жидкости подают одновременно в верхние гидроцилиндры 2, создающие усилие Q гидрораспора подушек 3 верхнего рабочего валка 4 и подушек 5 верхнего опорного валка 6, и в нижние гидроцилиндры 7, создающие усилие F гидрораснора этих же подушек 3 верхнего рабочего валка 4 и подушек 8 опорного валка 9. Усилия гидрораспора Q и F передаются на подущки 3 верхнего рабочего валка 4 через специальные боковые выступы, на которые опираются снизу и сверху штоки верхних 2 и нижних 7 гидроцилиндров.
На верхний рабочий валок 4 дополнительно передается разность усилий Р-Q, в то время
как на нажимные винты 10 действует дополнительно усилие F, т. е. S P-{-F (примем во всех рассуждениях, что ). Таким образом, разностью усилий F-Q осуществляют изменение профиля - «активной образующей верхнего рабочего валка 4 за счет изменения его прогиба и неравномерного сплющивания в упругом контакте с верхним опорным валком 6, а усилием F осуществляют изменение межвалковой щели за счет изменения общей нагрузкн на нажимные винты 10 и станину рабочей клети //.
При независимом регулировании ноперечной разнотолщинности необходимо, чтобы усилие F было постоянным. Следовательно, требуемую величину разности усилий F-Q необходимо создавать за счет изменения усилия Q.
При независимом регулировании продольной разнотолщинности необходимо, чтобы разность усилий F-Q была постоянной. Следовательно, при изменении усилия F, необходимого для регулирования продольной разнотолщинности, на такую же величину изменяют усилие Q.
Предмет изобретения
Способ регулирования разнотолщинности полосы при прокатке с применением противоизгиба рабочих валков и гидрораспора подушек опорных валков, отличающийся тем, что, с целью независимого регулирования поперечной и продольной разнотолщинности полосы, одновременно распирают подущки рабочего и опорного валков и соосным, но иным по величине усилием распирают нодущки того же рабочего и другого опорного валков.
рш.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2281817C1 |
| Система для автоматического регулирования толщины полосы | 1980 |
|
SU910252A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| Прокатная клеть | 1982 |
|
SU1088819A1 |